
Fターム[4F202CK12]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140)
Fターム[4F202CK12]の下位に属するFターム
型抜きのための(←離型のための) (317)
材料の均一充填のための (445)
成形空間の容量変更のための (767)
成形面を仕切るための(←仕切板) (245)
成形品の位置決めをするための (307)
多種類用のための (215)
Fターム[4F202CK12]に分類される特許
141 - 160 / 844
樹脂成形品
【課題】光輝材に対する制約を不要としつつ、ウエルドラインやヒケの発生を防止する。
【解決手段】
本発明の樹脂成形品1,1Aは、一端部側から他端部側に樹脂が射出される本体部2と、本体部2の一方の面2aに突設される立体部3と、対向する一対の長辺11を有し、立体部3を支持するように本体部2に突設される補強リブ5とを備え、補強リブ5が設置される立体部3の設置面3aに対して一対の長辺11を斜めに配置した時に樹脂の流動方向8に沿って一対の長辺11を直線状に結ぶ線分13の寸法をbとし、立体部3の設置面3aに対して一対の長辺11を垂直に配置した時の補強リブ5の長さ寸法をcとし、立体部3の設置面3aに対して一対の長辺11を平行に配置した時の補強リブ5の幅寸法をdとした場合に、補強リブ5は、条件d<b<cを充足するように、樹脂の流動方向8に対して斜めに設けられていることを特徴とする。
(もっと読む)
レンズ成形型製造方法およびレンズ製造方法

【課題】通常の切削工具を利用してレンズ成形型の製造を容易に行い、レンズ成形型の製造精度を向上させることができるレンズ成形型製造方法を提供する。
【解決手段】屈折型プリズム部の反転形状を切削対象ピッチに対してバイトで切削する主単位プリズム部切削ステップST2と、全反射型プリズム部の反転形状を切削対象ピッチに対してバイトBで切削するとともに、全反射型プリズム部の反転形状における全反射面を延長した面が、切削対象ピッチP1と、切削対象ピッチP1よりもフレネル中心側の隣接ピッチとのなす谷線を通過または谷線よりも出光側となるようにする副単位プリズム部切削ステップST3とを所定のピッチ数だけ繰り返すことを特徴とする。
(もっと読む)
半導体装置、半導体装置の保管方法、半導体装置の製造方法、及び半導体製造装置
【課題】樹脂バリを除去する作業を行わずとも、半導体パッケージの外観が損なわれることを抑制し、かつ半導体パッケージの薄型化を図る。
【解決手段】半導体パッケージ100は、半導体チップ60と、半導体チップ60をダイパッド52に搭載したリードフレーム50と、半導体チップ60、及びダイパッド52を上面及び下面から封止した樹脂10と、を備え、樹脂10は、表面に設けられた凹部30と、裏面に設けられ、平面視で凹部30の内側に位置する凹部40とを有する。
(もっと読む)
プラスチック光学素子、光走査装置並びに画像形成装置
【課題】積層方向の複屈折の変動勾配及び各層における複屈折を抑制した二層一体型のプラスチック光学素子、該プラスチック光学素子を用いた光走査装置並びに該光走査装置を備える画像形成装置を提供する。
【解決手段】金型成形により、それぞれレーザー光が少なくとも1本ずつ透過する第1レンズ部1aと第2レンズ部1bが一体に積層され、該第1レンズ部1aの非光学面1a3と第2レンズ部1bの非光学面1b3が対向配置されてなり、第1レンズ部1aの非光学面1a3と第2レンズ部1bの非光学面1b3それぞれが前記金型からの不完全転写部2a,2bを有している。
(もっと読む)
マイクロレンズシートの成形型の製造方法、マイクロレンズシートの成形型及びマイクロレンズシート
【課題】非対称の形状をしたレンズを有するマイクロレンズシートの製造に用いられる成形型を製造する方法を提供する。
【解決手段】
母材51にレジストを塗布して、マスク65を形成する(ステップS2)。マスク65に形成される開口66の形状を設定する形状設定工程が行われる(ステップS3)。レーザが、設定された形状に基づいてマスク65に照射され、複数の開口66がマスク65に形成される(ステップS4,S5)。ステップS3において設定される開口66は、仮想分割線66yにより分割される第1領域66R及び第2領域66Lを有する。仮想分割線66yは、開口66を線対称に分割する仮想二等分線66xに直交する。第1領域66Rの面積は、第2領域66Lの面積よりも小さい。第1領域66Rにおけるエッチング速度が、第2領域66Lにおけるエッチング速度よりも小さくなるため、左右非対称の凹部62が、銅めっき層64に形成される。
(もっと読む)
樹脂成形品
【課題】締結部における樹脂の割れやカラー抜けを防止することが可能な樹脂成形品を提供する。
【解決手段】樹脂成形品は、本体部と、本体部を相手部材に取り付けるための締結部材が挿通する筒部11を有し本体部の外壁面4に一体に形成された締結部3とを備え、樹脂の射出によって成形される。締結部3は、筒部11の中心軸18を通って本体部の外壁面4と直交する直交面19に対し樹脂量が非対称となるように形成されている。
(もっと読む)
コネクタ及びコネクタの製造方法
【課題】本発明は、防水性が向上されたコネクタ及びコネクタの製造方法を提供する。
【解決手段】コネクタ10は、第1合成樹脂材15によって、端子金具12が貫通される基壁13と、基壁13の縁部寄りの位置から基壁13と直交する方向に延びる板状の延出片18と、延出片18から端子金具12側に突出して形成されると共に相手側コネクタと係止する係止部20と、を備えた一次成形部14を成形する第1工程と、一次成形部14を第2合成樹脂材16によって更に成形することにより延出片18及び基壁13に固着する二次成形部17を形成し、一次成形部14と二次成形部17とによってフード部11を形成する第2工程と、を実行することにより製造される。
(もっと読む)
光学フィルムの製造装置
【課題】製造ラインを止めることなく、用途の異なる光学フィルムの連続的製造、ロールの交換およびロールの清掃が可能な光学フィルムの製造装置を提供すること。
【解決手段】1以上の鋳型ロール2および1以上の鏡面ロール3を備えた凹凸転写手段10を有し、該凹凸転写手段においてポリマーフィルム1を鋳型ロール2と鏡面ロール3に交互に張架させて搬送することにより、鋳型ロール表面の凹凸形状をポリマーフィルムに転写させる光学フィルムの製造装置であって、前記凹凸転写手段10におけるロールのうち少なくとも1つのロールが位置変更可能な可動式であることを特徴とする光学フィルムの製造装置。
(もっと読む)
ウェハレンズ用成形型及びウェハレンズ用成形型の製造方法
【課題】凹レンズ面への面転写性を向上させ、成形型自体の長寿命化を図ることのできるウェハレンズ用成形型及びウェハレンズ用成形型の製造方法を提供する。
【解決手段】レンズ用基板(ガラス基板12)の少なくとも一方の面に、複数の光硬化性樹脂製の凹レンズ部22aが形成されたウェハレンズ51を成形するためのウェハレンズ用成形型(サブサブマスター230)であって、一方の面に複数の凸部240が形成された成形型用基板234と、記成形型用基板234の前記一方の面で、複数の凸部240を覆うようにして形成されて、凹レンズ部22aの光学面形状に対応したネガ形状の樹脂成形部232と、を備え、成形型用基板234の厚さ1mmのときの波長365nmの光に対する光透過率が90%以上で、かつ、樹脂成形部232の厚さ1mmのときの波長365nmの光に対する光透過率が20〜80%である。
(もっと読む)
タイヤモールド及び空気入りタイヤの製造方法
【課題】接着不良やライトネスといった加硫成型時のゴム流れ不足による不具合を抑制しつつ、タイヤ外観の均一性を確保できるタイヤモールドと空気入りタイヤの製造方法を提供する。
【解決手段】タイヤ成型面10のサイドウォール部を成型する領域に、周方向に沿った環状の粗面成型部1を備え、粗面成型部1には、5〜300μmの突出高さで周方向CDに沿って螺旋状に延びる突起5を設けた。これにより、未加硫タイヤの粘着を抑えてゴムの流動性を確保するとともに、空気が周方向に流れるように促して残留を低減し、タイヤ外観の均一性の確保を図る。
(もっと読む)
プラスチックレンズ又は光導波路の製造方法
【課題】光インプリント法で0.2mm以上の厚みでも透明性の高い硬化物が得られ、露光機の照度を落とすことがなく高スループットを維持でき、酸素透過性のあるポリジメチルシロキサン樹脂をモールド材料に用いた場合でも、十分に硬化出来、モールドの劣化を少なくすることができるプラスチックレンズ又は光導波路の製造方法を提供する。
【解決手段】光源、光透過性モールド及び光硬化性樹脂組成物をこの順で配置し、光透過性モールドを通して光を照射して光硬化性樹脂組成物を光硬化させて得られるプラスチックレンズ又は光導波路の製造方法において、光透過性モールドが光拡散性を有するものとする。
(もっと読む)
数字ディスプレイのハウジングの製造方法
【課題】数字ディスプレイのハウジングの製造方法を提供する。
【解決手段】
上下開口した複数の空間ユニットを有する反射蓋構造を成形する第1の射出成形工程であって、前記複数の空間ユニットが前記反射蓋構造上における複数の反射面からなる第1の射出成形工程と、透明プラスチックを前記複数の空間ユニットに成形し、成形後の前記透明プラスチックの外壁面と前記透明プラスチックの外壁面が接する反射面とを接合することで前記数字ディスプレイのハウジングを形成するようにする第2の射出成形工程と、を備える。
(もっと読む)
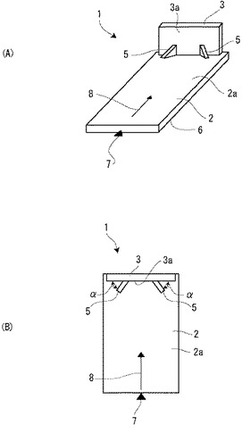
ゴムローラ成形金型
【課題】バリの除去が容易であり、かつ、バリが所定の位置以外の位置に残留することのない成形金型を実現する。
【解決手段】円筒状の金型本体2と、金型本体2の両端の開口をそれぞれ閉塞してキャビティ5を形成すると共に、キャビティ5に配置された軸体4を保持する一対の駒1、3とを有するゴムローラ成形金型であって、一対の駒2、3のそれぞれは、金型本体2の開口の内側に挿入される嵌合部1a、3aと、嵌合部1a、3aの後端に連設され、金型本体2の開口の外側に配置されるフランジ部1b、3bとを有し、一方の駒1の側面には、嵌合部1aとフランジ部1bとに跨る液溜り部6と、液溜り部6をキャビティ5に連通させる溝7とが形成され、溝7と液溜り部6との間には垂直な段差8が設けられている。
(もっと読む)
テンプレート補修方法、パターン形成方法及びテンプレート補修装置
【課題】表面に離型層が形成された母材の欠損部分を補修することができるテンプレート補修方法、パターン形成方法及びテンプレート補修装置を提供する。
【解決手段】実施の形態のテンプレート補修方法は、母材と前記母材のパターン面に形成された第1の離型層とを備えたテンプレートの補修方法であって、前記パターン面に前記母材に対して親和性を有し、かつ、前記離型層に対して非親和性を有する材料を供給する。
(もっと読む)
カウンタートップとその成形金型及び製造方法
【課題】 接着工程を行わなくてもサイドカバー7付きのカウンタートップ1を得られるようにする。
【解決手段】 本発明は、人工大理石よりなるカウンタートップ1に関する。このカウンタートップ1は、幅方向寸法が前後方向寸法よりも大きいプレート本体2と、プレート本体2の前端縁から下方に延びるフロントカバー3と、プレート本体2の後端縁から上方に延びるバックカバー4と、を一体に備える。また、プレート本体2の左右両端縁から下方に延びてフロントカバー3と同じレベルの下端面を有する左右一対のサイドカバー7が、プレート本体2、フロントカバー3及びバックカバー4に一体に形成され、プレート本体2の裏面における幅方向中途部に、サイドカバー7と同じ側面形状の中間リブ8が一体に形成されている。
(もっと読む)
雨水貯留槽用のブロック部材
【課題】「容リ材」廃プラスチックを用いた場合であっても、強度を確保することができる雨水貯留槽用のブロック部材を提供する。
【解決手段】ブロック部材1は、ベース部2から上方に突出した筒状の周壁30を有する脚部32を有する。この脚部32の周壁30を部分的に肉厚に形成した。
(もっと読む)
射出成形装置
【課題】射出成形時に作動不良が発生することを防止できる射出成形装置を提供する。
【解決手段】固定型20および可動型30を型閉めして固定型20および可動型30に樹脂60を注入し、樹脂60を固化させて固定型20および可動型30を型開きした後で、第一エジェクタピン41と第二エジェクタピン42と第三エジェクタピン43との各先端面41a・42a・43aを、固定型20および可動型30の成形面31aに形成される各ピン孔32・33・34より突出させて樹脂60を押し出す射出成形装置10であって、第二エジェクタピン42および第三エジェクタピン43の各先端面42a・43aを、樹脂60を押し出す方向の反対方向に所定の距離だけ成形面31aから低下させて、成形面31aにおける第二エジェクタピン42および第三エジェクタピン43の各先端面42a・43aに対応する部分に凹部52および凹部53を形成した。
(もっと読む)
積層又は連結可能な中空突起を有するシート成形体
【課題】 樹脂シートが変形されてシートの片面又は両面に多数の中空突起を有するシート成形体において、複数シートを積層又は連結した構造体を構成することが可能な多数の中空突起を有するシート成形体を提供することにある。
【解決手段】 樹脂シートの一部が変形されることによって緩衝材用に使用される多数の中空突起(Sp)が形成されているシート成形体において、このシート成形体のシートの片方の面側に突出しており、積層又は連結に使用され、中空突起(Sp)より複数の高い中空突起(Mh)を有することを特徴とする、積層又は連結可能な中空突起を有するシート成形体を提供し、この複数のシート成形体による密着積層構造体、空間設置積層構造体、及び横方向連結構造体を構成することが可能なシート成形体、及びそれらからなる積層構造体等を提供する。
(もっと読む)
搬送容器の壁構造、搬送機器の製造方法及び成形金型
【課題】孔閉塞部材の支持強度を従来より高くすることが可能な搬送容器の壁構造と、孔閉塞部材を支持する支持壁の形状の自由度を従来より高くすることが可能な成形金型と、その成形金型を利用した搬送機器の製造方法とを提供する。
【解決手段】本発明では、孔閉塞部材25を成形するための第2キャビティ39が成形金型30内に形成される前に、支持壁20を含めむ蓋枠壁13を成形するための第1キャビティ38が成形金型30内に形成されるので、従来の成形金型のように、蓋枠壁13の開口縁部の表裏が必ず同じ形状になるという制約がなくなり、支持壁20の形状の自由度が高くなる。
(もっと読む)
マイクロニードルシートの作製に用いられるスタンパの製造方法
【課題】所望の形状のマイクロニードルが構成されるマイクロニードルシート作製に用いられるスタンパの製造方法を提供する。
【解決手段】シート状の母材2と、突起12aを有する原版10aとを、第1の所定温度で加熱し;前記原版10aの突起12aを前記母材2に所定時間挿入して、当該母材の第1の表面Stから、当該第1の表面Stに対向する第2の表面Sbに向かって、所定長だけ先細りに延在し、先端に開口を有する錐状の貫通凹部3aを形成し;前記原版10aを、前記母材2と共に、前記第1の所定温度より低い第2の所定温度まで冷却し;原版と母材を冷却した後に、前記原版10aを、前記母材2から離型する。
(もっと読む)
141 - 160 / 844
[ Back to top ]