
Fターム[4F209NB01]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形、管端部の成形の区分 (303) | 一定長物品(不連続物品)の製造方法 (228)
Fターム[4F209NB01]に分類される特許
101 - 120 / 228
樹脂管用継手とそれの圧入接続方法及びその方法に用いられる圧入装置
【課題】樹脂管との接続作業を能率良く容易に行う。
【解決手段】樹脂管1の接続管部1A内に管軸芯X方向から圧入可能な接続筒部2を備えた継手本体Aと、この継手本体Aの接続筒部2が圧入された樹脂管1の接続管部1Aをそれの径方向外方側から押圧する押圧スリーブ3とを備え、継手本体Aの接続筒部2の先端に、樹脂管1の接続管部1Aの端部を径方向外方側から挾持固定する圧入装置Bの管挾持手段B1の挾持固定作用に連れて縮径変形する接続管部2の端部側の内周面を受止め可能で、かつ、樹脂管1の接続管部1Aの内径よりも小なる外径で直管状又は略直管状に形成された装着筒部4が形成されている。
(もっと読む)
積層管製造装置および積層管製造装置を用いた積層管製造方法

【課題】押さえロールを用いて、種々の径の積層管にも低コストで対応可能な積層管製造装置を提供するとともに、このような積層管製造装置を用いた積層管製造方法を提供することを目的とする。
【解決手段】熱硬化性樹脂基材を用いて積層管を製造する積層管製造装置であって、 熱硬化性樹脂基材を送り出す繰出ロール、上記熱硬化性樹脂基材を巻きつけ、管状に形成するリング、上記リング内部に配置された押さえロール、上記リングの下側に配置された1つ以上の支持ロールおよび加熱ロールからなり、上記リングは中空の鋼板からなるリングであり、上記支持ロールおよび上記加熱ロールが回転して、繰出ロールから送り出された熱硬化性樹脂基材を上記リングへ誘導し、上記リングに上記熱硬化性樹脂基材を巻きつけ、上記押さえロールが回転しながら上記リングを下方へ押さえつけ、上記リングを介して上記リングに巻きつけられた上記熱硬化性樹脂基材を内側から加圧し、上記加熱ロールにより上記熱硬化性樹脂基材を加熱し、積層管を形成する。
(もっと読む)
曲がりホース成型用金型及びこれを用いた曲がりホースの製造方法
【課題】複雑な三次元形状を有し内面にしわやたるみのない高品質の曲がりホースを、低コストで簡便に製造可能な曲がりホース成型金型を提供する。
【解決手段】曲がりホースの成型に用いられる金型であって、前記曲がりホースの所定の曲げ形状に加工された金属棒2と、この金属棒2の長手方向の任意の位置と円周方向の任意の向きに固定可能とされると共に、未加硫の前記ホースを支持可能な複数個のホルダー3とを備えてなる。
(もっと読む)
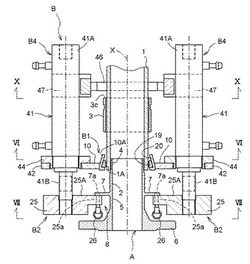
自動車用内装部品の縁巻き装置
【課題】自動車用ドア等の内装部品の縁を巻くための自動車用内装部品の縁巻き装置を提供する。
【解決手段】軟質熱可塑性樹脂の表皮材14aと、表皮材の上面に一体化された硬質熱可塑性樹脂の基材14bとで構成された内装材14に熱風を当てて縁巻きを行う自動車用内装部品の縁巻き装置であって、基台フレーム1の上部に設けられた受け治具2と、受け治具の近傍に設けられた縁巻き機構と、受け治具の上方に設けられた可動フレーム5と、可動フレームに設置された熱風装置と、受可動フレームに設けられたワーク押さえ機構7と、受け治具の下部に設けられた跳ね出し装置15とを備え、縁巻き機構は、クランプ9とクランプ昇降用シリンダー10とクランプ前進後退用シリンダー11を有してなることを特徴とする自動車用内装部品の縁巻き装置。
(もっと読む)
シュリンクラベルの製袋方法
【課題】本発明は、フィルムを筒状に貼り合わせるためにエージングの必要のないレーザー溶接技術を適用するに際して、レーザー光線を当てながらその照射箇所におけるフィルムの接合部をしっかりと接し合わせながらシュリンクフィルムを製袋しうる方法を提供する。
【解決手段】本発明に係るシュリンクラベルの製袋方法は、シュリンクフィルム1の厚さとほぼ同じ高さの段差3を有する柱状部材2に、シュリンクフィルムを、その一辺5aが段差に引っ掛かった状態で巻きつけ、段差の低面6側に配置されたシュリンクフィルムの一辺側の表面に、段差の高面7側に配置された他辺側5bの裏面を接面させるフィルム巻きつけ工程と、合わせ目8の領域9にレーザー光線10を照射し、合わせ目の方向18に沿って走査して合わせ目にて熱融着させることによってシュリンクラベルに製袋する熱融着工程と、を有する。
(もっと読む)
熱折り曲げ成形用ポリ乳酸系積層シート
【課題】シート厚を特に大きくすることなく、十分な耐衝撃性、耐熱性、及び熱折り曲げ成形性を有するシート、及びこのシートから流通や保管に耐える強靭な熱折り曲げ成形体を提供することを目的とする。
【解決手段】ポリ乳酸系重合体を主成分とし、延伸かつ熱固定されたA層と、上記A層を構成するポリ乳酸系重合体の融点より低い融点を有するポリ乳酸系重合体を主成分とするB層とを有する積層シートにおいて、上記A層の融点をTma(℃)、上記B層の融点をTmb(℃)としたとき、下記式(1)の関係を有し、
180>Tma≧154 かつ Tma−Tmb>10 (1)
耐熱前開き角度を1〜13°とし、かつ、加熱後開き角度を5〜19°とすることを特徴とする。
(もっと読む)
端面封止中空構造板の製造方法
【課題】プラスチック段ボールや気泡ボードなどの、中空部分を有する熱可塑性樹脂製の中空構造板の端面を封止するにあたって、高い密閉性を実現しつつ、端面をフラットな面とし、かつ、高い作業精度を必要とせずに、端面封止中空構造板を製造する。
【解決手段】中空構造板21の封止する端面21cに、別途用意した、前記端面21cを覆うことができる大きさの、中空構造板21と同一の熱可塑性樹脂製である端面封止板22の一方の平板面22aを当て、この端面封止板22の他方の平板面22bにヒートバー24を当てて、端面封止板22とともに前記端面21cを加熱して軟化させて、封止する端面21cに前記端面封止板22の樹脂を押し込んで接着させることで前記端面を封止する
(もっと読む)
貼付シートのツノ消し治具及びそれを用いた貼付シートのツノ消し方法
【課題】基材が塩化ビニル系樹脂シート及び非塩化ビニル系樹脂シートのいずれの貼付シートにおける折り込み部のツノも、効果的になくすことができる貼付シートのツノ消し治具、及びそれを用いた貼付シートのツノ消し方法を提供する。
【解決手段】先端にツノ消し用圧着部を有する棒状シャフトと、前記圧着部を高温に加熱するためのヒーターと、その温度を制御する温度コントローラーを有する貼付シートのツノ消し治具、及びこの治具を用い、該治具の所定温度に加熱された圧着部を、貼付シートのツノ部に押し当てることにより、該貼付シートのツノ部をなくす貼付シートのツノ消し方法である。
(もっと読む)
導管及びその製造方法
【課題】公衆及び医療専門家に有効な選択肢を与える導管、特に呼吸回路の枝管を提供すること、このような導管の製造方法を提供すること。
【解決手段】本発明の導管を連続的に製造する方法は、薄いプラスチックの犠牲層17をオーバラップするパターンで、導管を回転させ且つ前進させるフォーマ1の周りにつける工程と、オーバラップしている層を互いに接合しながら、フォーマ上で犠牲層を覆って導管6を形成する工程と、接合後に犠牲層を導管の内側から除去する工程と、を備えていることを特徴とする。
(もっと読む)
スターリング機関用再生器製造方法及びこの製造方法で製造された再生器を搭載したスターリング機関
【課題】樹脂フィルムの厚さに応じて、巻回長さを調整して、再生器で発生する圧力損失を一定にすることにより、所期の性能を発揮できるようにした。
【解決手段】ピストン及びディスプレーサにより圧縮空間と膨脹空間の間で作動ガスを移動させる。これにより高温側伝熱ヘッドは加熱され、低温側伝熱ヘッドは冷却される。圧縮空間と膨脹空間の間に配置される再生器は、所定のフィルム間距離を形成する形で樹脂フィルム72を巻回した樹脂フィルム巻回積層体73からなる。再生器巻回装置120では、樹脂フィルムの厚さを測定する工程と、測定した樹脂フィルム厚さに基づき巻回する樹脂フィルム長さを決定する工程と、決定された長さだけ樹脂フィルムを巻回する。
(もっと読む)
角隅部が強化されたサンドイッチ構造から物体を製造するための方法およびこのタイプの物体
本発明は、2つのカバー層(16)(そのうちの少なくとも1つがプラスチックカバー層である)間に配置される熱可塑性のコア層(18)を含むサンドイッチ構造から作製される物体の角隅部を製造し、かつそれを強化するための方法に関し、本方法は、2つの物体部分間に角隅部を含む物体を形成する工程と;さらなる繊維強化熱可塑性層(26)がコア部分(24)の露出された表面を実質的に覆うように、角隅部に適合させた形状を有する熱可塑性のコア部分(24)およびさらなる繊維強化熱可塑性層(26)を角隅部に位置決めする工程と;サンドイッチ構造のカバー層(16)をさらなる繊維強化熱可塑性層(26)に結合する工程とを含む。 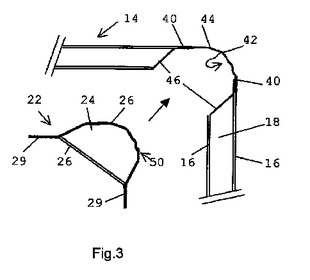 (もっと読む)
(もっと読む)
ポリオレフィン系樹脂管の曲げ加工方法
【課題】加熱温度の管理が容易で、曲げ戻りが少なく、しかも、外観品質が良好なポリオレフィン系樹脂管の曲げ加工方法を提供する。
【解決手段】原管となるポリオレフィン系樹脂管を樹脂管のポリオレフィン系樹脂が加圧変形可能となる変形可能温度になるまで加熱する加熱工程と、変形可能温度に加熱された樹脂管を加圧することによって所望の曲げ形状に加圧変形させる加圧工程と、を含むポリオレフィン系樹脂管の曲げ加工方法であって、本発明のポリオレフィン系樹脂管の曲げ加工方法では、加熱工程を行う前に予め樹脂管に電離放射線を所定線量照射することにより樹脂管の樹脂を所定の架橋度に架橋させる放射線架橋工程を行う。
(もっと読む)
スパイラル成型体
【課題】 複数のホースおよびケーブル類(被結束体)を結束保持あるいは保護する、一般的にスパイラルチューブと呼称されるものに関し、屈曲可動を求められる可動部位での使用において、エッジによる被結束体のキズを防ぐことができる押出スパイラル成型体を提供する。
【解決手段】押し出した樹脂帯状体を螺旋状に巻いたスパイラル成型体であり、その巻き間隔(ピッチ)が樹脂帯状体の幅以上で隣り合う帯状体が接せず、そして該樹脂帯状体の長さ方向に直角な面での該帯状体の断面形状が厚さより幅方向に長くかつ角張っていない形状を有していることを特徴とするスパイラル成型体。
(もっと読む)
樹脂ローラの曲がり矯正方法
【課題】 樹脂ローラ成形時の熱や加圧により、該樹脂ローラに曲がりが発生するため、従来、樹脂ローラの軸方向中心位置にて曲がりを矯正していたが、十分曲がりが矯正できない場合がある。
【解決手段】 「樹脂ローラの曲がり最大位置と曲がり方向とを特定する工程と、該樹脂ローラの曲がり矯正中心位置を該曲がり最大位置から樹脂ローラの軸長手方向±10mmの範囲とし、該樹脂ローラの片端を該曲がり方向と同方向に円弧状に移動させて矯正する工程とを含むことを特徴とする、樹脂ローラの曲がり矯正方法。」で解決する。
(もっと読む)
小径曲がり継ぎ手及びその製造方法
【課題】流体の流れの進行方向を変える小径の曲がり管、特にメーターや各種機器に接続するために、現場施工での位置合わせとして可撓性が要求される給水管に使用する送液用小径曲がり継ぎ手として、曲がり形状を有しながら可撓性に富み、衛生性、耐久性、経年変化、耐薬品性などに優れた特性を有し、さらには耐圧性能をも付与することが可能な構造および製造方法を提供する。
【解決手段】デュロメータ硬度が65〜95の熱可塑性樹脂からなる管であって、曲げ半径が同管の直径の3倍以下である曲げが付与されており、口径が5mm〜60mmの範囲にある小径曲がり継ぎ手。
(もっと読む)
継手用インコアの製造方法
【課題】廃棄樹脂量が少なく、しかもインコアを容易に成形することができる継手用インコアの製造方法を提供する。
【解決手段】架橋処理済みの熱可塑性合成樹脂、好ましくは架橋ポリオレフィン特に好ましくは架橋ポリエチレンよりなる樹脂管を規定長さに切断して管状素体50とする。第1金型60に挿入し、管状素体50の一端部を第1金型60から突出させる。第2金型70を管状素体50の一端側に挿入して管状素体50の一端側をテーパ形に拡径させる。
その後、この第2金型70を引き抜き、代わりに盤部81と円柱形の凸部82とを有した第3金型80の該凸部82を管状素体50内に差し込み、未架橋時の融点よりも低い温度まで冷却した後、第3金型80を分離し、成形されたインコアを脱型する。
(もっと読む)
湾曲形状シートの加工方法
【課題】過剰に湾曲形状を付与されたシートを、生産性高く、容易に適正な湾曲形状に修正する加工方法を提供する。
【解決手段】過剰に湾曲形状が付与された熱可塑性樹脂を主体とするシート1を10〜40mm厚さに積載し、その上下を金属製平板で挟み、荷重を掛けながら所定温度まで加熱、保持し、次いでその上に更に過剰に湾曲形状が付与された熱可塑性樹脂を主体とするシートを10〜40mm厚さに積載し、金属製平板で挟み、荷重を掛けながら所定温度まで加熱、保持する操作を繰り返して行い、その後、繰り返して積載した過剰に湾曲形状が付与された熱可塑性樹脂を主体とするシートを一度に略所定温度に保持してアニールした後、放冷する湾曲形状シートの加工方法。
(もっと読む)
マンドレル用模型およびマンドレルの製造方法
【課題】ゴムホース10を製造するために用いるマンドレル用模型30を簡単な構成とし、製造工程を簡略化すること。
【解決手段】マンドレル用模型30は、ゴムホース10の曲げ形状に沿った形状のマンドレル21を鋳造するために用いるものであり、金属棒材31Aを軌跡に倣って曲げることによって形成された芯金用金属部材31Bと、芯金用金属部材31Bが挿入されマンドレル21の外径と同じ外径を有するゴム製または樹脂製の弾性チューブ32とを備えている。
(もっと読む)
中空合成樹脂板を用いた函体およびその製造方法
【課題】 この発明は、通称、プラスチックダンボールといわれる中空合成樹脂板を用いた函体およびその製造方法に関する。
【解決手段】第1ブランクまたは第2ブランクのいずれか一方に、所定の幅に設定されて函体成形時に縦方向と横方向に伸びる第1熱溶着代と第2熱溶着代とを形成すると共に両者の交叉する個所に切欠を設けてなり、上記第1熱溶着代とこれと直交する壁面および第2溶着代とこれと直交する壁面を表面側から溶融して一対の第1および第2溶融片となし、該一対の第1および第2溶融片の一方を他方に折り重ねて一体に溶着してなることを特徴とする。
(もっと読む)
端部拡径ホース及びその製造方法
【課題】端部拡径ホースにおける拡径部への継手具のインサートパイプの挿入量を一定に規制し得て、継手具を良好に拡径部に装着できるようにする。
【解決手段】ゴム内層16及びゴム外層20と補強層18との積層構造をなし且つ各端部に拡径部30とテーパ状部32とを有する端部拡径ホース10において、テーパ状部32の内面よりも径方向内方に突出し、インサートパイプ22の挿入側の先端に当接して位置決めをなすゴムストッパ部36をテーパ状部32の内側部位に一体に設けておく。
(もっと読む)
101 - 120 / 228
[ Back to top ]