
Fターム[4F211AD05]の内容
プラスチック等のライニング、接合 (31,000) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (3,322) | 材料 (1,232) | プラスチック、ゴム (752)
Fターム[4F211AD05]に分類される特許
21 - 40 / 752
加飾部品の製造方法および加飾部品、これを用いた家電製品
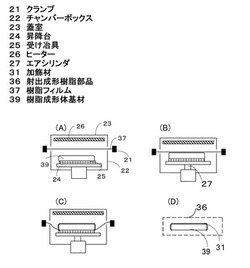
【課題】家電製品に用いる外観部品に係り、基材としてリサイクル材を用いつつも外観装飾性に富んだものであって複雑な形状を有するものであっても、適切に加飾することを課題とするものである。
【解決手段】樹脂成形体を用いた基材と加飾材と接着材とを用いて加飾部品を製造する製造方法において、基材成形体の損失正接tanδと加飾材・基材・接着材の軟化点を考慮し、真空成形機内に加飾材と接着材とからなる樹脂フィルムと樹脂成形体とを配置する工程と前記加飾材を前記樹脂成形体に真空密着させる工程とを含むようにしたものである。
(もっと読む)
光学ユニット及び光学ユニットの製造方法

【課題】接着剤により接合される光学部材が所定の間隔に保たれた光学ユニットを安価に製造することが可能な技術を提供する。
【解決手段】光学ユニットは、第1の光学部材と、第2の光学部材とを有する。第1の光学部材は、第1の接合面を有する。第2の光学部材は、第1の接合面と接着剤を介して接合される第2の接合面を有する。更に、第1の接合面と第2の接合面との接着層のうち、微粒子を含む接着剤による接着部位が、第1の接合面又は第2の接合面の中心を囲むように少なくとも3箇所設けられている。
(もっと読む)
チューブ溶断溶着装置
【課題】各部品の寸法精度をそれほど高めることなく、また、各部品の組み付けを厳密に管理しなくても、チューブの端部とウエハの翼部との位置合わせを容易に、かつ、正確に行えるようにする。
【解決手段】キャリッジ14は、駆動力が伝達される本体ブロック40と、ウエハ13を、チューブ100,102の中心線に交差して延びる姿勢となるように保持するウエハ保持部材41と、ウエハ保持部材41を本体ブロック40に対し上下方向に変位可能にフローティング状態で支持する板バネ42とを備えている。装置本体におけるウエハ保持部材41の下方には、ウエハ保持部材41の高さを調整するための高さ調整機構55が設けられている。
(もっと読む)
ハイグロスフィルムの施与方法
【課題】本発明は、塗料層、プラスチック製基材層および接着層が順次積層されてなるハイグロスフィルムを、プロテクトフィルムを使用しないでも良好に施与することができる方法を提供する。
【解決手段】塗料層、プラスチック製基材層および接着層が順次積層されてなるハイグロスフィルムを被着体に施与する方法において、該フィルムの接着層側が被着体と接触するように該フィルムを該被着体上に置くこと、および該フィルムの塗料層の表面を直接擦って該フィルムを該被着体に圧着させることを含み、該塗料層が、ビニルモノマーの重合体鎖部分、ポリジメチルシロキサン部分および水酸基含有ポリカプロラクトン部分を有する共重合体およびポリイソシアネート系硬化剤を含む塗料組成物の硬化物からなる、前記方法。
(もっと読む)
繊維強化樹脂材の接合方法と接合構造
【課題】繊維強化樹脂材同士を短時間でしかも高い接合強度で接合することのできる繊維強化樹脂材の接合方法と接合構造を提供する。
【解決手段】2つのマトリックス樹脂1a,2aが熱可塑性樹脂からなる繊維強化樹脂材1,2の少なくとも一部同士を重ね合わせて重ね合わせ箇所を形成し、マトリックス樹脂3aが熱可塑性樹脂からなる繊維強化樹脂シート3を該重ね合わせ箇所の上面に配して、重ね合わせ箇所のマトリックス樹脂を軟化させるステップ、繊維強化樹脂シート3の上方から押し込みピンPを押し込み、該繊維強化樹脂シート3の一部と押し込みピンPの一部を最下層の繊維強化樹脂材2の途中位置まで到達させ、押し込みピンPを取り外し、すべてのマトリックス樹脂を硬化させて2つの繊維強化樹脂材1,2の重ね合わせ箇所を押し込まれて変形した繊維強化樹脂シート3で接合するステップからなる接合方法である。
(もっと読む)
相互摩擦溶着方法
【課題】溶着部位からの粉塵や剥離し易い糸バリ、その他の剥離し易い種々の形態のバリの発生を大幅に低減する。
【解決手段】先ず、両溶着部材を夫々振動或いは回転側治具と加圧側治具とに夫々保持する(ステップ1、2)。次に、両溶着部材の溶着部位に一定時間赤外線を照射して該溶着部位の活性を促す(ステップ3)。次に、溶着部材同士を接触させて加圧を開始する(ステップ4)。次に、所定の圧力の加圧状態において一方の溶着部材の振動或いは回転を開始する(ステップ5)。その後、相互摩擦により両溶着部材における溶着部位の温度が上昇し始める過程(ステップ6)、摩擦熱により両溶着部材における溶着部位が部分的に溶融を開始する過程(ステップ7)、継続的な摩擦熱の発生による摩擦時間と溶融量が比例する過程(ステップ8)、加圧状態維持のまま振動或いは回転を停止して冷却する過程(ステップ9)を経る。
(もっと読む)
樹脂成形品上に金属めっきを施すための方法
【課題】3次元の樹脂成形品上に金属めっきを施すため、樹脂成形品の取り扱いのための経費と、通常は多数で異なる金型とを大幅に削減し、及び、部品の種類ごとの搭載経費を低減する方法を提供する。
【解決手段】樹脂成形品3が、結合部品2によってフレキシブルなキャリア1に結合される。このキャリア1は、同時に搬送テープとして使用される。多数の樹脂成形品3を一時的に結合させるため、キャリア1が、それぞれの樹脂成形品3の両面に結合している。この場合、電気伝導性の結合部分が生成される。この結合部分は、結合部品2による電気めっき8用の通電に使用される。
(もっと読む)
レーザ接合方法
【課題】
熱可塑性樹脂同士もしくは樹脂と金属との界面強度を向上させ、強固に接合可能とした上で、隙間の存在による接合不良を大幅に低減可能とするレーザ接合方法を提供する。
【解決手段】
接合前に、少なくとも第一の熱可塑性樹脂の接合界面側には、表面改質処理を施すことによりバルク熱可塑性樹脂に比べ酸素官能基を多く含有した酸化層を形成する工程を有し、第二の熱可塑性樹脂もしくは金属の間に液状の中間材を介在させた状態で、加圧し、レーザ照射して接合を行う。
(もっと読む)
表皮材付き製品の製造方法
【課題】基材の表面に表皮材を接着して成る表皮材付き製品の製造方法であって、表皮材を、基材の端末部の裏面に自動的に巻き込んで接着できる方法を提案する。
【解決手段】型10上に基材2をセットし、その基材2の表面に表皮材3を接着した後、可動体4を下方に移動させて、表皮材3の表面を空気圧で加圧して、その表皮材3を基材2の端末部20の裏面に巻き込んで、当該表皮材3を基材2の裏面に接着する。
(もっと読む)
FRP高圧管接着継ぎ手の構造
【課題】FRP材は複合材の欠点であるせん断強度が弱いため強固な管継ぎ手が出来ないため、管は耐食性に優れるが、高圧管には適さないとの評価が一般であった。100MPaなる高圧の大型管やタンクの構造物を可能に至らしめる接合継ぎ手を提供する。
【解決手段】接合部は1/16テーパで構成して応力分散を図り、耐食層3、4、5は強化層1、2の破断伸び以上の必要伸びが得られる材料を選択、耐食層と強化層の界面ノッチを緩和させる粘性層を設けて、接着強度不足を補うせん断ピンを摘要することで、小口径から3mを超える巨大径まで高圧継ぎ手を可能にした。
(もっと読む)
一体化成形品およびその製造方法
【課題】導電性繊維と強化繊維樹脂を含む母材と、金属製部材の一体化成形品において、金属製部材の耐電蝕性と高い接合強度とを両立した一体化成形品を提供する。
【解決手段】導電性繊維2と熱可塑性樹脂を含む母材1に、金属からなる部材3が嵌め込まれてなる一体化成形品であって、該母材1と該部材3とが絶縁層4を介して一体化されてなり、該母材1と該絶縁層4との界面において該導電性繊維2が該絶縁層4に貫入して接合されてなる一体化成形品。
(もっと読む)
貼り合せ装置、貼り合せ方法および照明装置の製造方法
【課題】被貼り合せ部材の凹凸の大きさの影響を受けにくい貼り合せ装置等を提供する。
【解決手段】貼り合せ装置1は、収容容器73内の底部71側に被貼り合せ部材110と被貼り合せ部材110の一部に重ねられた貼り合せ部材120とからなる加工対象物100を保持する保持部材81を備えている。収容容器73の蓋部72の内側に、保持部材81に対向するように設けられた加圧部材82を備えている。加圧部材82が貼り合せ部材120を加圧できるように、加圧部材82の先端は貼り合せ部材120に対応した加圧面82aを有している。そして、貼り合せ装置1は、被貼り合せ部材110と貼り合せ部材120とを加熱する発熱体75を備えている。
(もっと読む)
炭素繊維複合材料の接合部材の製造方法
【課題】炭素繊維複合材料とアルミニウム材とを接合した積層体を提供する。
【解決手段】熱可塑性樹脂をマトリックスとする炭素繊維複合材料とアルミニウム材とからなる、下記工程1)〜4)を含む積層体の製造方法。
1)アルミニウム材表面の少なくとも一方に微細なポーラス構造を形成させる工程、
2)アルミニウム材のポーラス構造形成面上に熱可塑性樹脂層を配置する工程、
3)該熱可塑性樹脂を溶融し、アルミニウム材のポーラス構造中に熱可塑性樹脂を入り込ませる工程、
4)アルミニウム材と炭素繊維複合材料とを、該熱可塑性樹脂層を介して重ねて、これらを加熱および加圧し接合させる工程
(もっと読む)
ラミネート装置用真空ポンプシステム及びその真空ポンプシステムを用いたラミネート装置
【課題】本発明は、ラミネート装置用の真空ポンプシステムにおいて、オイル交換の周期が長く、そのメンテナンス周期が長く、しかも安価な真空ポンプを使用したラミネート装置用の真空ポンプシステムを提供することを目的としている。
【解決手段】ラミネート装置用の真空ポンプシステムを、上チャンバと下チャンバを真空引きする真空ポンプとして水封式真空ポンプおよび油回転式ポンプを配置し、真空引きの工程を2段階に分け、一段目の真空引きにおいては水封式真空ポンプを使用し、二段目の真空引きの工程は油気回転式真空ポンプを使用する構成とした。
(もっと読む)
CFRTP材の融着方法
【課題】融着界面に異物が残留せず、接合面積に制限がなく、温度制御及び加圧が容易で、簡易にかつ良好に融着を実施することが可能なCFRTP材の融着方法を提供する。
【解決手段】本発明のCFRTP材の融着方法は、炭素繊維で強化した熱可塑性樹脂であるCFRTP材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法であって、CFRTP材の接合部と他部材の接合部とを接合させた状態で、CFRTP材及び他部材への電圧印加と、少なくともCFRTP材の接合部の他部材の接合部への加圧とを実施して、CFRTP材の接合面及びその近傍を部分的に溶融させる溶融工程と、電圧印加を停止し、CFRTP材の接合部を冷却して、溶融部分を固化する固化工程とを順次有するものである。
(もっと読む)
フィルム片の巻付き一体化筒部品の製造機及びその製造方法
【課題】円筒状筒部品の筒外周面に、熱溶着技術を使って、該筒部品の製造後、後加工でフィルム片を巻付け,接着固定するフィルム片の巻付き一体化筒部品の製造機及びその製造方法を提供する。
【解決手段】スポット固定手段4で帯状フィルム21の先端部分21aを筒部品Pへ固定して切断手段3でフィルム片Fにカットしてなるフィルム片付き筒部品Pか、又は該切断手段3でカットされたフィルム片Fに係る一端部F1が該スポット固定手段4で筒部品Pへ固定されてなるフィルム片付き筒部品Pを作製し、次いで、該フィルム片付き筒部品Pを前記ベルト下面56aと前記基台上面10との間へ挿入し、その後、該ベルト伝動装置5に係るベルト55の動きで筒部品Pを転動させ、該フィルム片Fを筒部品Pの筒外周面P1に巻付けると共に、筒部品Pの筒外周面P1に巻付いたそのフィルム片Fを、前記ヒータ81の加熱による熱溶着で該筒部品に一体化させる。
(もっと読む)
金属素材の加飾方法、および該加飾方法による加飾成形体
【解決手段】真空圧空成形によって加飾フィルムを金属基材に貼合させる加飾方法であって、該金属材料と接する該加飾フィルムの接着層が少なくとも極性基を有するプロピレン系共重合体(A)を含む加飾方法。前記プロピレン系共重合体(A)が1−ブテンを含むのが好ましい。
【効果】本発明により、金属基材に対して経済的に優れた方法で、デザイン性の高い加飾を実現することが可能となり、低コストで美しい加飾成形体が得られる。また、PP、ABS、ポリカーボネート、塩ビ等のプラスチック部品と金属部品が複合化された部材に対しても一度に加飾を施すことが出来る。
(もっと読む)
レーザ溶着密封包装体及びその製造方法
【課題】結晶性ポリエステル樹脂から成る包装体をレーザ溶着によりヒートシールさせて密封した密封包装体を提供する。
【解決手段】相対する包装材料をレーザ溶着Lにより一体的に密封して成る密封包装体であって、前記相対する包装材料の少なくともレーザ溶着面が結晶性ポリエステル樹脂から成り、非晶性ポリエステル樹脂及びレーザ光吸収剤を含有するシール材Sを介してレーザ溶着Lされて成ることを特徴とする。
(もっと読む)
ラミネート装置および搬送シート、剥離シートのクリーニング方法
【課題】 本発明は、搬送シートに付着した充填材を効率よく完全に除去できるクリーニング機構を有するラミネート装置を提供すること、さらに剥離シートに付着した充填材を効率よく完全に除去できるクリーニング機構を有するラミネート装置を提供することを課題とする。
【解決手段】 ラミネート装置の搬送シートのクリーニング機構を、搬出側の搬送シートの搬送面に接するように設け、回転アクチュエータ28cにより駆動される搬出側のブラシロール28と、搬入側の搬送シートの搬送面に接するように設け、回転アクチュエータ26cにより駆動される搬入側のブラシロール26とを具備する構成とした。
(もっと読む)
シート状の材料の溶着加工装置および方法
【課題】
本発明は、配管と配管の間隙にウレタンゴム製等のジョイント部を装着するにあたり、原材料のシートからジョイント部を汎用のプレス機によって加熱した後プレスする溶着法によって製作するのに際して、口出し部を設けざるを得ないために搬送する粉体等がそのジョイント部から漏れるという課題を解決するものである。
【解決手段】
本発明は前記の状況に鑑み、汎用のプレス機ではなく専用のプレス機を用いて、口出し部を設けずに、溶着する部分をオーバラップさせた後に加熱した後プレスすることにより口出し部を除去し、前記のウレタンゴム製等のジョイント部の欠点を除去したことに特徴を持つ。
(もっと読む)
21 - 40 / 752
[ Back to top ]