
Fターム[2F069GG07]の内容
測定手段を特定しない測長装置 (16,435) | 測定方式 (4,762) | 光学的手段を利用するもの (753)
Fターム[2F069GG07]に分類される特許
61 - 80 / 753
鉄道車両アタック角測定装置および方法
【課題】軌間外の建築限界を支障しない箇所に1つのセンサを設置するだけで車輪のレールに対するアタック角を測定することができ、複数のセンサを用いることや、高い精度でのゼロ点調整が不要な、鉄道車両アタック角測定装置および方法を提供する。
【解決手段】レールを走行する鉄道車両の車輪Wが通過する位置が測定範囲となるように設置され、測定点を通過する前記車輪Wまでの距離を連続的に測定するセンサ部12と、前記センサ部12による測定結果を受信して解析する処理部14と、を有し、前記処理部14は、前記センサ部12の測定結果から、前記車両の走行速度と、所定時間における車輪Wまでの距離の変化量を算出し、前記走行速度に前記所定時間を乗じた値と、前記所定時間における車輪Wまでの距離の変化量とから、その車輪の前記レールに対するアタック角を算出する。
(もっと読む)
寸法測定方法および寸法測定装置

【課題】比較的大面積の車体部品の寸法測定には、自重による撓みと製造による歪を弁別することが困難であるという課題があった。
【解決手段】車体部品を所定の取付点で固定治具に固定する工程と、前記車体部品の所定部位の寸法を転置前寸法として測定する工程と、前記固定治具を前記車体部品が固定されたままで上下逆さまに転置する工程と、前記所定部位の寸法を転置後寸法として測定する工程と、前記転置前寸法と前記転置後寸法の差に基づいて、自重の影響を受けていない寸法を算出する工程を有することを特徴とする寸法測定方法を提供する。
(もっと読む)
座標測定装置ならびに座標測定装置を用いて加工物の幾何形状を測定する方法
【課題】座標測定装置ならびに座標測定装置を用いて測定する方法
【解決手段】本発明は座標測定装置(10)を用いて加工物の幾何形状を測定する方法およびこの装置自体に関する。本発明によれば、測定作業は異なる種類の装置を必要とすることなく最適に実行され、これにより関連作業に対して最適利用である1つまたは複数のセンサを使用できる。
(もっと読む)
平坦度測定装置及び平坦度測定方法
【課題】コンベアベルトの振動の影響を補正できる平坦度測定装置及び平坦度測定方法を提供する。
【解決手段】コンベアベルト34と、前記コンベアベルト34を回転することにより駆動するロールと、前記コンベアベルト34の振動を検出するための第1のセンサ38と、シート32の先端の高さ位置を測定するための第2のセンサ40と、前記第1のセンサ38からの信号と、前記第2のセンサ40からの信号と、を受信して解析するための制御部と、を備え、前記制御部は、前記コンベアベルト34の接続部が前記ロール上に無いと判断したときは、前記第2のセンサ40からの信号に基づいて前記シートの平坦度を算出する際、前記第1のセンサ38からの信号に基づいて前記コンベアベルト34の振動による影響を補正した平坦度を算出し、前記コンベアベルト34の接続部が前記ロール上にあると判断したときは、前記シート32の平坦度を算出しない平坦度測定装置。
(もっと読む)
タイヤ溝底の歪みの測定方法
【課題】簡便でありながら、精度高く、タイヤのトレッド溝底における歪みを測定することができるタイヤ溝底の歪みの測定方法を提供する。
【解決手段】タイヤ溝底に切り込みを入れ、その開き量を測定することにより、タイヤ溝底の歪みを測定するタイヤ溝底の歪みの測定方法であって、切り込みに有色の微粉末を塗布した後、微粉末を粘着テープに転写し、粘着テープの転写跡を測定することにより、切り込みに基づく開き量を測定するタイヤ溝底の歪みの測定方法。前記切り込みは、幅2〜15mm、深さ0.5〜3mmの直線状の切り込みであり、タイヤ周上の2〜10箇所で行われている。前記微粉末は、酸化チタンである。
(もっと読む)
ガイド機構および3次元測定機
【課題】基準面側の荷重が変化した場合にも、基準面側のエアベアリングとガイドとの間の隙間を適正な所定値に保つことができるガイド機構およびそのガイド機構を有する3次元測定機を提供する。
【解決手段】第1の側に基準面を有するガイドと、前記基準面に沿ってスライド可能に前記ガイドに設けられる被案内部材と、前記ガイドの前記基準面との間に第1の隙間を有するように前記基準面を押圧し、前記被案内部材に設けられる基準側案内部材と、前記基準面と反対側の前記ガイドの第2の側面との間に第2の隙間を有するように前記第2の側面を与圧し、前記被案内部材に設けられる与圧案内部材と、を有し、前記第1の隙間が所定値になるように、前記予圧との位置が前記被案内部材に対して上下動するように設けられる前記押圧との相対関係が調整可能であることを特徴とするガイド機構である。
(もっと読む)
ウエハ平坦度測定法
【課題】ウエハの平坦度検査を高精度かつスループットの高い方法で実現する。
【解決手段】回転運動および直線運動機構の運動誤差を補正することの可能な3点法を、ウエハ101と検出器9の相対的な回転運動によるウエハ外周の形状測定と、ウエハ101と検出器9の相対的な直線運動によるウエハ直径方向の形状測定に適用し、両者の組み合わせによりウエハ全体の形状を測定できるようにした。
(もっと読む)
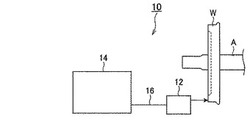
センサを位置決めするためのシステム及び方法
【課題】互いに対して移動できる複数の障壁部を通過するセンサを位置決めするシステム及び方法を提供する。
【解決手段】内側障壁部14及び外側障壁部16を通ってセンサ12を位置決めするシステム10は、内側又は外側障壁部14、16と係合するよう構成された第1のカラー18と、折り畳み可能カップリング32と、折り畳み可能カップリング32に接続されたセンサ支持部22と、を含む。折り畳み可能カップリング32又はセンサ支持部22は、第1のカラー18とシール係合しており、第1のカラー18、折り畳み可能カップリング32、及びセンサ支持部22が通路を画成する。
(もっと読む)
表面形状測定装置及び表面形状測定方法
【課題】複数の測定面領域が互いにオーバーラップ領域を持たない場合などでも、複数の面測定データの相対位置関係を高精度に合わせることができる表面形状測定装置及び表面形状測定方法を提供する。
【解決手段】表面形状測定装置10は、光学的表面形状測定機11と触針式検出器22などの高さ測定機を備え、光学式表面形状測定機11で測定した複数箇所の測定面領域の各面測定データにおける高さ測定点の各測定値の相対的位置関係を、高さ測定機22で測定した前記高さ測定点の各測定値の相対的位置関係に合わせるように前記各面測定データを移動補正する。
(もっと読む)
ねじ検査装置
【課題】ねじの異なる規格への適用性が良く、検査効率が高く測定精度の良いねじ検査装置を提供する。
【解決手段】定位手段は、台枠の搭載面311にねじを着脱可能に装着するためのチャックユニット41が取り付けられ、該チャックユニット41にはねじが装着されるための、該搭載面と平行なX方向の両端に開口すると共に該X方向と垂直なZ方向に開口するスリット412が形成されている。検出手段5は、スリット412に対してZ方向沿いに往復移動可能に台枠に設けられた滑り台と、滑り台をZ方向沿いに往復移動させるように駆動する第1の動力源54と、スリット412のX方向の両端開口の外側に互いに対向して滑り台に設けられている発光器52と受光器53とを有する。
(もっと読む)
測定装置
【課題】被測定物を比較的高い精度で簡易に測定でき、製造コストの低減も期し得る測定装置を提供する。
【解決手段】被測定物7を載置するテーブル9が、その中心Aを通る軸線回りに回転できる。テーブル9の前方側に、左右方向で移動する測定器17を有する。測定器17は、前後方向で進退する測定子19を具え、後退状態にある測定子19の先端の接触点20とテーブルの中心Aを通る左右方向の直線との間の距離が所要値に設定されている。測定器17は、左右方向で見た一端側位置22と他端側位置25で、被測定物7の前面12に向けて進行し、後退状態の接触点と被測定物の前面12との間の第1距離D1、第2距離D2を測定する。第1距離D1と第2距離D2が相違する場合は、一端側位置22と他端側位置25における、接触点20と前面12との間の距離が等しくなるようにテーブル9が回転する。
(もっと読む)
変位センサシステムに適用する拡張ユニット
【課題】センサシステムを構成するアンプユニットから時系列的に得られる計測データに対して所望の解析処理を適用し、その解析結果に対応する出力を生成することが可能なセンサシステムに適用される拡張ユニットを提供すること。
【解決手段】アンプユニットに連装される拡張ユニットには、計測データ蓄積メモリと、伝送ラインを介して到来する計測データを取得して前記メモリに蓄積する計測データ取得手段と、蓄積された一連の計測データを所定のアルゴリズムに従って解析するデータ解析手段と、データ解析結果を判定する判定手段と、判定結果に対応する制御信号を外部へと出力する出力手段とを具備する。計測アルゴリズムが部品化された複数の処理プログラムが拡張ユニットに組み込まれており、パソコンからの指示に従って、処理プログラムが選択され、選択された処理プログラムが所定の順序で実行される。
(もっと読む)
誤差分布算出方法、形状測定方法、および形状測定装置
【課題】複数の測定プローブを備えたフレーム部に起因する回転誤差を短時間且つ精度良く算出できる、誤差分布算出方法、形状測定方法、および形状測定装置を提供する。
【解決手段】被検物が載置される載置部と、被検物の形状を測定する複数の測定プローブの各々が所定のオフセットだけ離間して取り付けられた測定部と、測定部を互いに直交する2方向に前記載置部上を移動させる移動部と、を備えた形状測定装置における移動部による回転誤差分布を算出する誤差分布算出方法である。載置部上と所定の関係を持った位置に基準部材を配置する配置工程と、測定プローブの少なくとも2つが、基準部材の座標値をそれぞれ測定する測定工程と、各々の測定座標値の差分に基づいて移動部による回転誤差分布を算出する算出工程と、を備える。
(もっと読む)
座標測定用ヘッドユニット及び座標測定機
【課題】小型、安価で、高速の高精度測定が可能であり、工作機械における機上測定や搬送ラインでのインサイト測定が容易な、座標測定用ヘッドユニットを提供する。
【解決手段】座標測定用ヘッドユニット10において、コンピュータ数値制御によりプローブ12を互いに直交する複数の駆動軸に沿って移動させ、測定対象に当接させて測定対象の寸法を計測するための駆動手段(X軸駆動部14、Y軸駆動部16、Z軸駆動部18)と、該駆動手段14、16、18を収めるための一体化された筐体13と、該筐体13のいずれかの側面に設けられた、前記駆動手段14、16、18のいずれか一つを支持体(ベース30に固定されたスタンド32上のサポート34)に取付けるための取付手段(取付面20)と、を備える。
(もっと読む)
工作機械用測定方法
【課題】機械上の被加工物を工作機械の制御器に保存されたプログラムを利用して、高速に、正確に、且つ容易に被加工物を測定することを可能にする工作機械上の被加工物を測定する方法を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。前提の機械位置の値と実際の値との間の誤差を補償するためにいくつかの方法が記載されている。
(もっと読む)
被加工物の真直度校正方法
【課題】 表面形状測定装置を介して工作機械のワークテーブル上の加工ワークの真直度を測定し、その測定された真直度の値を校正する方法の提供。
【解決手段】 一対の平面鏡(M1,M2)を距離d離して両端に設けた姿勢表示物体2を1個、変位センサ4を用い、長尺の被測定物(加工ワーク)wを距離dずつ移動さして変位センサ4により被測定物の真直度を測定し、この測定値に含まれる装置の運動誤差誤差を差し引く校正を行うので、短い姿勢表示物体2を用いて長い被測定物の真直度を校正することができる。
(もっと読む)
平衡度測定装置及び平衡度測定方法
【課題】工具の平衡度を、該工具の先端の形状や温度等に依存せず、短時間で精度良く測定することができる平衡度測定装置及び平衡度測定方法を提供する。
【解決手段】工具Tが離間可能に当接される測定面11を設けた測定部10と、測定部10の測定面11に対向した付勢面11bに当接し、測定部10を付勢する付勢部21と、測定部10の付勢面11bに当接した状態で設けられ、工具Tに当接された測定部10が付勢されている方向と反対の方向に移動した場合に、測定部10の位置を検出する検出部31と、測定部10の測定面11の側に設けられ、付勢部21に付勢された測定部10を離間可能に係留して停止させる係留部40と、検出部31と電気的に接続され、検出部31が検出した測定部10の位置の変化量又は位置の絶対値を報知する報知部とを有する。
(もっと読む)
測定用長尺状物の位置決め治具
【課題】 表面形状測定装置を介して工作機械のワークテーブル上の加工ワークの真直度を測定する際に使用する被測定物用位置決め治具の提供。
【解決手段】 位置決め治具7は、案内レール8a上をx軸方向に移動可能な基台8b上面の一方の端面近くに、ベース8cを設け、その上の一方の端にキネマカップリング機構9aを、他方の端に高さ位置調整機構9bとチルト機構9cを設けた。
(もっと読む)
鋼管の水圧試験機及び鋼管水圧試験後の管長計測方法
【課題】水圧試験機の一連の試験工程の中に検尺機能を付加することにより、次工程条件の最適化に反映させることを可能にする。
【解決手段】水圧試験時の両ヘッド部1,2の移動距離をパルスジェネレータ方式で計測可能とし、各ヘッド部に前記鋼管の管端位置を検出するためのレーザ式位置センサ41,42を設置し、鋼管3のセット前に各ヘッド部を移動させてそのレーザ式位置センサのレーザ光路を所定の原点に一致させ、その時点から、水圧試験を経て各ヘッド部を鋼管から離間させる際に各レーザ式位置センサが鋼管の管端位置を検出した時点まで、各ヘッド部の移動距離を計測し、この計測結果を用いて鋼管の管長を算出する。
(もっと読む)
三次元形状測定装置
【課題】測定物の上面も側面も10〜100ナノメートルの超高精度で走査測定できる三次元形状測定装置を提供する。
【解決手段】上面スタイラス1aは、エアスライド1cによりXY方向には振れずに測定物の上面を走査測定でき、第1のミラー1bとレンズ2deによりZ座標も精度良く測定でき、側面スタイラス2iaは、XY方向にのみ変位可能でZ方向には振れないので測定物の側面を走査測定でき、側面スタイラス2iaのZ座標測定は前記第1のミラー1bのZ座標測定値を利用して、より高精度に側面スタイラスのXY変位を傾斜角度測定部2jで測定することができる。
(もっと読む)
61 - 80 / 753
[ Back to top ]