
Fターム[3F081CB10]の内容
コンベア上の物品の姿勢制御 (7,432) | 物品分離切出部材(エスケープメント) (113) | その他 (20)
Fターム[3F081CB10]に分類される特許
1 - 20 / 20
シート搬送装置
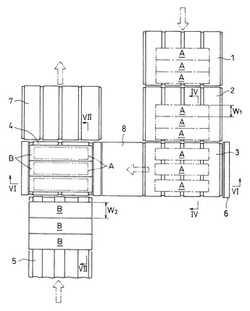
【課題】複数丁取りの段ボールシートの1丁あたりの幅寸法が小さいときにも、1枚の敷板の上に1丁分ずつ段ボールシートを積めるようにする。
【解決手段】積み重ねシートAをシート幅方向に搬送して送り出す第1コンベヤ2と、第1コンベヤ2から積み重ねシートAを受け取る第2コンベヤ3と、第2コンベヤ3の上からベニヤ板Bの上に積み重ねシートAを移載するプッシャ6と、第1コンベヤ2と第2コンベヤ3の駆動を制御するコンベヤ制御装置とを有するシート搬送装置を採用する。コンベヤ制御装置は、積み重ねシートAの1丁あたりの幅寸法W1がベニヤ板Bの幅寸法W2よりも小さいときは、第1コンベヤ2から第2コンベヤ3への積み重ねシートAの受け渡し時に1丁分ごとに隙間が形成されるよう第1コンベヤ2と第2コンベヤ3を動作させる。
(もっと読む)
鶏卵整列装置

【課題】鶏卵の損傷を防ぎながら、均等な間隔で整列させることができる鶏卵整列装置を提供する。
【解決手段】本発明に係る鶏卵整列装置は、X方向へ鶏卵Eを搬送する搬送部1と、鶏卵Eを搬送部1の幅方向へ分散しながら停留させる停留部2と、停留部2の下流側に隣接し、搬送部1の幅方向に均等な間隔となるように鶏卵Eを案内する案内部3と、案内部3が案内する間隔と同じ間隔で鶏卵Eを整列させる整列仕切部4とを備えている。鶏卵Eは、案内部3によって整列仕切部4の上流側先端に直接接触しないように案内されるので、鶏卵Eの損傷や、整列仕切部4で形成された通路の入り口に鶏卵Eが重なり合って詰まることを防げる。また、鶏卵Eは、停留部2によって搬送部1の幅方向へ分散されるので、整列仕切部4で形成された複数の通路に偏りなく鶏卵Eを整列させることができる。
(もっと読む)
食品移送装置
【課題】所定間隔をあけて順次連続して搬送されてくる食品のその後の処理を効率よく行うことができるよう、食品をトレイ上に連続的に移送することができる食品移送装置を提供すること。
【解決手段】食品Aを順次連続搬送する第1搬送手段12と、第1搬送手段12の一側に搬送方向に沿って延設された押出板24を備え、押出板24により食品Aを第1搬送手段12の他側に押し出すよう構成された押出手段14と、第1搬送手段12の下方に配設された、トレイ18を第1搬送手段12の搬送方向に対して垂直方向に搬送する第2搬送手段16と、第2搬送手段16にトレイ18を供給するトレイ供給手段20とを備えた食品移送装置10である。
(もっと読む)
整列搬送装置
【課題】対象物の姿勢を常に安定姿勢に維持したまま、整列供給装置から搬送装置へと受け渡すことができる整列搬送装置を提供する。
【解決手段】対象物を一列に整列させて搬出部23から搬出する整列供給装置10と、整列供給装置10により整列された対象物が載置される2つの突条部32を備えた搬送ベルト31によって対象物を搬送する搬送装置30と、整列供給装置10から搬出された対象物Tを前記搬送装置30へと受け渡す受渡板50と、前記搬送装置30により搬送されている対象物に対して検査を実行する検査装置60とを備える。受渡板50は、その先端部から下方に傾斜するように延設された舌片部51を備え、この舌片部51は、その下端が突条部32の上面より下方に位置する。
(もっと読む)
食品整列供給システム
【課題】簡単な構造で、食品を搬送しつつその厚さ方向を横に向けて縦横に複数列をなすように整列した食品群として包装装置に供給することのできる食品整列供給システムを提供する。
【解決手段】伏姿勢で載置される多数の食品Fを複数の列に整列して供給搬送する整列搬送装置2と、送り出されてくる各列の食品Fを単列ずつに区分するとともに、搬送しつつ起立姿勢にして送り出す姿勢変更搬送装置3と、送り出されてくる各列の食品Fを列を保持した状態で中間搬送するとともに搬送方向後端で各列の間隔が狭くなるように寄せる中間搬送装置4と、送り出されてくる各列の起立姿勢の食品Fを各列について1個ずつの横方向に並んだ食品群FGとして送り出すグループ形成装置5と、グループ形成装置5から送り出されてくる食品群FGを排出搬送する排出搬送装置6と、制御部7とを設ける。
(もっと読む)
物品供給装置
【課題】高速で処理する際にも物品を所定数毎に供給コンベヤに綺麗に揃えて渡すことができる物品供給装置を提供する。
【解決手段】ロボットハンド11は、搬送コンベヤ1から搬送ベッド3に取出されて一列に整列された各物品Pを所定数単位の集合品PG毎に幅寄せする一対の幅寄せ部材を有する幅寄せ手段12と、供給コンベヤ2の各区画部10に対応して、各集合品PGの並び方向の両側を両幅寄せ部材で支持した集合品PG毎の並び間隔を拡げるように各両幅寄せ部材を調節する間隔調節手段とを備え、幅寄せ手段12と間隔調節手段により、各両幅寄せ部材の間隔を調節して、各集合品PGを所定間隔毎に配置するように拡げ、各両幅寄せ部材を供給コンベヤ2の搬送速度に同調して供給コンベヤ2に近接しつつ供給コンベヤ2の搬送方向に向けて移動することで、集合品PGを搬送ベッド3上で案内して供給コンベヤ2の各区画部10内に一括して収容する。
(もっと読む)
容器搬送装置
【課題】複数の容器を効率よく整列させ、充填率を高める容器搬送装置を提供する。
【解決手段】供給手段1から供給された所定数の容器の首部に係合して保持する、袋本体の幅よりも大きいピッチで配置された横移動可能な複数の仮置レール22からなる仮置手段2と、同じく首部に係合して容器を保持する複数の製品レール42からなる整列手段4を設け、製品レール42のピッチは仮置レール22のピッチの整数分の1であり、仮置レール22を順次横移動し整列レール42に合わせながら移載手段3A、3Bにより容器を仮置レール22から製品レール42に順次移載することにより、容器ピッチを狭めるとともに千鳥状に配列した容器群8Aを形成する。
(もっと読む)
板状部材のラベル貼付システム
【課題】 できるだけ板状部材の搬送スペースが小さくなるように、板状部材の送り出し、板状部材へのラベル貼付及びラベル貼付された板状部材の受け入れを一連に行うことができるようにする。
【解決手段】 複数の板状部材Wを起立させ且つその一方面Waが水平一方向Haを向いて重畳するように列設させて保持し、起立させた状態で水平一方向Haの最前位の板状部材Wから該水平一方向Haに直交する水平直交一方向Vaに順次送り出す送り出し装置SFと、送り出された板状部材Wを起立させた状態で搬送するとともに板状部材Wの一方面WaにラベルLを貼付するラベル貼付装置SPと、ラベルLが貼付された板状部材Wを起立させた状態で順次受け入れるとともに、受け入れた複数の板状部材Wを起立させ且つその一方面Waが水平一方向Haを向いて重畳するように列設させて保持する受け入れ装置SRとを備えた。
(もっと読む)
長物野菜の箱詰め装置
【課題】箱詰め装置における部品点数の削減とコンパクト化とを図る。
【解決手段】本願発明の箱詰め装置1は、上向き開放状の箱体Bが載置される載置台2と、前記箱体B内に移送される一段分の長物野菜Mを並列に載せる移載棚3とを少なくとも備える。前記移載棚3は、前記長物野菜Mの載る棚部17が前記箱体B内に向かう斜め下向きの傾斜姿勢となり得るように、前記載置台2の上方にある横軸19回りに回動可能な状態で、前記載置台2の上方に配置する。
(もっと読む)
容器配列ピッチ調整装置
【課題】部品交換等の型替作業が無く、容器の傷付きを最小限に抑え、しかも容器の形状の変化にソフトウエアにより対応できる自由度の高いピッチ調整装置を提供する。
【解決手段】上流側容器配列の先頭から順次、コンベアの両端に設置した一対のプロペラを交互に間欠駆動させ、コンベアの移動方向とプロペラのコンベア面上の回転方向を一致させ容器に傷付きが無いようにしてプロペラにより所定の間隔で停止、解放を間欠的に行い所定のピッチ間隔とすることを特徴とする容器配列ピッチ調整装置。
(もっと読む)
物品間の間隔形成方法および装置
【課題】単列状態で不揃いな間隔で搬送されてくる容器(物品)間の間隔を適正に形成し、小さなスペースで、しかも、装置コストが安価な容器(物品)間の間隔形成方法および装置を提供する。
【解決手段】コンベヤ2で搬送される物品間の間隔形成装置において、コンベヤ2にトンネル状の圧力保持室3と、圧力保持室3内に空気などの圧力媒体を吹き込む空気吹き込み装置7,8を設けて、圧力保持室3内に吹き込み装置から圧力媒体を吹き込み、該圧力媒体の吹き込みによって圧力保持室3と圧力保持室3内の物品とで形成される閉鎖空間に物品間の間隔の状態に対応して発生する圧力媒体の圧力を利用した物品間の相互押し広げ力により、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するように構成した。
(もっと読む)
規正装置、搬送装置
【課題】被搬送物の規正移動の際に傷や摩耗粉の発生がなく、規正移動を円滑に行うことのできる規正装置を提供する。
【解決手段】規正装置11は、被搬送物Wを載置して第一方向に移動させる搬送部4と、搬送部4を第一方向と交差する第二方向に移動自在に保持する移動部6と、被搬送物Wを第二方向における所定位置に規正する規正部11と、を備える。
一対の規正部材11a,11bは、第二方向に移動自在に設けられると共に、所定位置において回転自在に軸支されたリンク機構13に連結される。
(もっと読む)
壜を検査する機械
【課題】コンベア上の容器の間に一定の間隔をあけることができ、また、容器がコンベア上に戻されるときの壜の不安定性をなくすことができる容器の検査装置を提供する。
【解決手段】壜離間機構が、コンベア50によって搬送された壜を第1位置で受け取り、下流の第2位置でコンベア50上に解放する。壜離間機構は、第1ベルトコンベア10を第1速度で駆動する含む第1駆動機構と、壜用のコンベア経路50の他方の側部を形成する上流の第2ベルトコンベア20及び下流の第3ベルトコンベア30と、第2ベルトコンベア20を第1速度よりも低い第2速度で駆動する第2駆動機構と、第3ベルトコンベア30を第1速度で駆動する第3駆動機構とを備えており、第2速度により、壜はコンベア50上に、選択された間隔で解放される。
(もっと読む)
柔軟ワークのワーク誘導装置
【課題】生地製品などの柔軟ワークWを包装する場合に、柔軟ワークWの折り姿の大きさや包装材の形状、或いはそれらの向きなどを種々に変更することに対応でき、しかもそれらの対応が簡単に行えるようにする。
【解決手段】動作のオンオフ切替に基づいて柔軟ワークWを支持した状態での水平旋回によるターンの可否を選択できるターンテーブル3と、このターンテーブル3上の柔軟ワークWを後押しして包装工程へ押し込むプッシャー4と、ターンテーブル3から包装工程へ向けて押し込まれる柔軟ワークWの左右両側及び上部を規制するガイド5とを有し、ターンテーブル3の上方にはターン中の柔軟ワークWの略中央部に押下ピン27を押しつけ可能にした位置保持手段6が設けられている。
(もっと読む)
グルーピング装置
【解決手段】 第1グルーピング機構6は、搬送コンベヤ2上に係合ピン14を突出させて包装品5に当接させることで、包装品5の移動速度を規制するようになっている。係合ピン14は、搬送方向後方側へ突出する突出部14Aと、その隣接下方側に位置する空間である逃げ部14Bを備えている。包装品5は、開口部4Aが前方となるようにして搬送コンベヤ2によって搬送されるようになっている。
係合ピン14の突出部14Aが包装品5の開口部4Aを介して缶3に当接して包装品5の移動速度を規制するが、その際、包装品5の包装材4の前端4Bは逃げ部14B内に位置して係合ピン14と当接しない。
【効果】 包装材4の前端4Bを損傷させることなく包装品5を所定数にグルーピングすることができる。
(もっと読む)
歯ブラシの整列方法及び歯ブラシ整列装置
【課題】歯ブラシのハンドルの傷つきを低減するとともに、歯ブラシの品種の切替等が容易で、汎用性に優れ、且つ整列精度の高い歯ブラシの整列方法及び整列装置を提供する。
【解決手段】複数本の歯ブラシからなる歯ブラシ群を略平行に整列し、該歯ブラシ群の、各歯ブラシの首部の位置に櫛歯部材2を突き通し、該櫛歯部材2の各櫛歯2bの間に歯ブラシを小分けにし、次いで、櫛歯部材2の櫛歯2b間の列毎に歯ブラシを取り出し、次いで、歯ブラシ首部のハンドル部寄り位置に配された第1ガイドバー41と、該第1のガイドバー41とは反対の側から歯ブラシ首部のヘッド寄り位置に、第1のガイドバー41と平行に配された第2のガイドバー42とからなる整列部4によって歯ブラシを保持し、整列部4は、第1、第2のガイドバー41、41の内の少なくとも一方が、該ガイドバーの長手方向に往復運動する。
(もっと読む)
物品搬送仕分け装置
【課題】仕分け動作がスムーズな物品搬送仕分け装置を提供する。
【解決手段】無端スラットコンベアを構成する複数の各スラットに対してスライド移動可能に係合したスライドシューと、これらのスライドシューをガイドするガイド手段23〜24とを備えた物品搬送仕分け装置であって、ガイド手段は、移動シューを搬送方向にガイドするための直進ガイド部材23と、この直進ガイド部材の分岐位置でスライドシューを分岐コンベアに向かって移動させるための分岐ガイド部材24とを有する。分岐位置には、直進ガイド部材と分岐ガイド部材との間でガイド方向を切替える回転式の切替部材26が設けられている。切替部材26は、回動動作に応じて直進ガイド部材に対して摺動し、少なくとも切替部材及び直進ガイド部材の摺動領域は、曲率が略等しい。
(もっと読む)
長尺細径パイプ自動供給装置
【課題】 長尺細径パイプのからみを簡単に解きほぐすことができ、長尺細径パイプやナット等の配管部品に傷を付けたり長尺細径パイプを曲げてしまうおそれの無い長尺細径パイプ自動供給装置の提供。
【解決手段】 外周面に1本の長尺細径パイプを収容し得る溝を有する回転可能な支持円筒の表面に、固定支持部材と可動支持部材を当該円筒表面に非接触に配置し、前記固定支持部材と可動支持部材間に供給された複数の長尺細径パイプを、前記可動支持部材を固定支持部材側に回動させて前記支持円筒の上面側に集めることによって、該支持円筒の溝内に1本の長尺細径パイプを収容し、この状態で支持円筒を回動させることによって長尺細径パイプを1本ずつ落下させる方式となしたことを特徴とする。
(もっと読む)
エアコンベヤ
【課題】容器が所定本数の一群として払出されても、下流側の容器との衝突時の衝撃力が抑えられるとともに、精度のよいライン制御の容易化が可能なエアコンベヤを提供する。
【解決手段】容器を所定本数の一群の容器群16,17として払出す払出し手段と、その払出し手段の下流側に配設され、該払出し手段から払出される容器と係合して搬送速度を減少させる制動手段21とを設け、該制動手段21により容器相互間を離間させて第1リンサ24などの処理装置へ供給する。前記制動手段21は、前記処理装置の能力に応じて制御し得るように構成してもよい。また、前記払出し手段は、複数列の供給コンベヤ3,4上を搬送される容器14,15をそれぞれ所定本数に集積するとともに、それらの各供給コンベヤ3,4上に集積された容器を交互に合流させるように構成してもよい。
(もっと読む)
磁性物品振分け搬送装置
【課題】上流搬送コンベアによって搬送される缶列を損傷させることなく高速かつ任意の数量比で各下流搬送コンベアに振り分ける。
【解決手段】第1電磁部4aおよび第2電磁部4cと第1磁石部4bおよび第2磁石部4dから成る制御レーン4を第1および第2中間搬送コンベア2a,2bの裏面側に配設し、案内磁石レーン5を制御レーン4の第2電磁部4cの下流端に対向させ且つ第2中間搬送コンベア2bに並行させて配設する。そして、第1計数センサ8aまたは第2計数センサ8bによって第1下流搬送コンベア3aまたは第2下流搬送コンベア3bに移送される缶の数量を計測しながら電磁タイミング制御装置7によって第2電磁部4cの着磁時間または消磁時間の制御を行う。
(もっと読む)
1 - 20 / 20
[ Back to top ]