
Fターム[4F033AA01]の内容
Fターム[4F033AA01]の下位に属するFターム
Fターム[4F033AA01]に分類される特許
101 - 120 / 182
塗布製品の製造方法
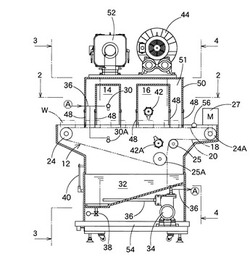
【目的】凹凸を有するワークに対して、防錆油等の液状薬剤を可及的に均一かつ薄膜を塗膜を形成可能な塗布製品の製造方法を提供すること。
【構成】油性防錆油等の油性薬液を鋳造品等のワークWに塗布して塗布製品を製造する方法。ワークWをエア圧損が実質的に発生しないネット型コンベヤ(穴明きコンベア)12で搬送する。それぞれ閉鎖室である第1処理室14と第2処理室16を連続的に配する。第1処理室14において、防錆油等の油性薬液でネット型コンベヤ12及びワークWを濡らす。第2処理室16において、エアカーテンにより、ワークWの滴切りを行うとともに、油性薬液をミスト化する。
(もっと読む)
ノズル及びノズルを含むディスペンサ
ノズル(10)は、流体入口と、流体をスプレーの形態で中を通してノズルから放出することができる出口オリフィス(20)と、流体入口を出口オリフィスに流体接続する流体通路とを有する。流体通路は、出口オリフィス(20)のすぐ上流に、対向する前端面と後端面(18、16)とを有する渦流室(14)を含む。少なくとも1つの入口オリフィス(24、26)が渦流室内へ流体を導き、出口オリフィス(20)は渦流室の前端面(18)に形成される。渦流室は、前端面から後端面まで測定した0.03mmから0.6mmまでの範囲の最小長、及び10:1から40:1までの範囲の最大幅Wmaxと最小長の比(Wmax/Lmin)を有する。  (もっと読む)
(もっと読む)
塗装材吹付装置

【課題】 本発明はセメント材・砂状吹付材・アクリル樹脂・顔料等による塗装材をエアノズルによってコンクリート、鋼材等に吹付け塗装するに適した簡単なスプレーガンを得ることを目的とする。
【解決手段】 吹付塗装材1流出口2の内側に圧搾空気噴出口3を共通中心線c上に配設し、上記空気噴出口3の内部に共通中心線c上に螺旋状空気旋回子を支持し、上記塗装材流出口2から圧搾空気を旋回噴出するようにしたことを特徴とする塗装材吹付装置。
(もっと読む)
ノズル開閉弁を含むスプレー装置
【課題】塗料の噴霧形状に偏りが生じないように塗料を噴霧することができるスプレー装置を提供する。
【解決手段】本発明のスプレー装置100は、ガン塗料流路170と、ガン塗料流路170に流通するように設けられた塗料噴出孔122を有するノズル114と、塗料噴出孔122を開閉するためのノズル開閉弁150と、ノズル開閉弁150を作動させるための弁開閉装置142、152、154、156、158、160とを備える。スプレー装置100は、ガン塗料流路170内において、ノズル114に対してノズル開閉弁150を案内する弁案内部材192を備える。この構成により、塗料の噴霧形状に偏りが生じないようにすることができ、対象物に対して正確に塗料を噴霧することができる。
(もっと読む)
塗布ノズルの製造方法
【課題】 吐出孔から塗布液を高精度で、かつ安定して吐出することができる塗布ノズルを製造するための方法を提供する。
【解決手段】 樹脂製のシート部材450の両主面のうち基板1と対向する対向面451をCMP法により研磨しているので、対向面451に存在していた欠損や傷が確実に除去される。そして、こうして対向面451が優れた平坦性に仕上げられたシート部材450Aに対して吐出孔45aが形成される。したがって、吐出口45bは常に吐出孔45aに対応した輪郭形状を有し、所望塗布液吐出を行うことができる。つまり、シート部材450の対向面451に欠損や傷などが存在していたとしても、ノズル4に組み込まれるシート部材45の吐出口45bから吐出される塗布液は傷などの影響を受けない。
(もっと読む)
電子部品実装用フィルムキャリアテープの搬送装置および電子部品実装用フィルムキャリアテープの搬送方法
【課題】エッチング処理工程だけでなく、例えば、メッキ処理工程などにおいて、電子部品実装用フィルムキャリアテープを処理装置内で搬送する必要がある場合に、処理装置内で電子部品実装用フィルムキャリアテープを均一な搬送速度で搬送でき、処理装置内での電子部品実装用フィルムキャリアテープの滞留時間が一定で、処理の度合いが変化することなく、均一な処理が可能な電子部品実装用フィルムキャリアテープの搬送装置およびその搬送方法を提供する。
【解決手段】連続的に供給される電子部品実装用フィルムキャリアテープのエッチング装置であって、前記電子部品実装用フィルムキャリアテープが上面に走行するエッチングプレート40を備え、前記電子部品実装用フィルムキャリアテープのエッチングプレート40の走行面側に潤滑用液体を噴出する噴出孔44をエッチングプレート40に形成した。
(もっと読む)
エアーブラシ
【課題】 エアーブラシに対して、特別な工具を使用することなく、簡単に分解、組み立てすることのできる構造を簡素な形で提供し、メンテナンスの性向上を図る。
【解決手段】 エアーブラシ本体1にノズル部2を開閉するニードル3を挿通し、空気弁5から供給される圧搾空気をノズル部2から吹き出すように構成し、指かけ機構60の作動により、圧搾空気をノズル部2へ導入して供給される塗料と共に噴霧するエアーブラシにおいて、エアーブラシ本体1とテールケース13とを螺合接続部材8により接続すると共に、これにニードルチャック9を嵌挿して、回転不能且つ退動可能に支持し、ニードルチャック9の外周にスプリングケース7を嵌装して螺合接続部材5の後部口内に螺合すると共にコイルスプリング16を弾装し、スプリングケース7から後方へ突出するニードルチャック9にニードル止めネジ10を螺合して成る。
(もっと読む)
噴霧アセンブリを有する注出装置
注出装置1の噴霧アセンブリが、混合アセンブリと共に混合噴霧ヘッド3内部に配置され、混合アセンブリが、噴霧アセンブリの旋回チャンバ41より前に配置され、ユニットを形成する混合噴霧ヘッドが、複数成分注出器に取外し可能に取り付けられる。その結果は、一方で、より均質な噴霧作用であり、他方で、ヘッドの容易な交換である。 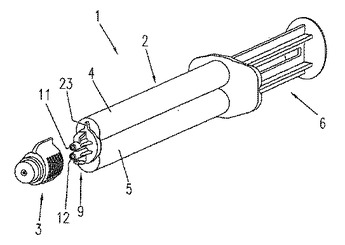 (もっと読む)
(もっと読む)
芯ずれ防止装置
【課題】簡単な構成でニードル弁の芯ずれを防止することができる芯ずれ防止装置を提供する。
【解決手段】ソレノイド2の可動鉄芯21にニードル31を取り付け、可動鉄芯21の往復動によってニードル31の先端部をノズル10に形成したシート部32に離接させることで、ノズル10の流路を開閉する塗装装置1の芯ずれ防止装置4であって、内部に空洞50を有する箱状体5を形成すると共に該箱状体5の一側壁にニードル31の軸部32の径よりも大径の挿通孔54を穿設して、箱状体5の前記一側壁と反対側の側壁を可動鉄芯21に固定し、ニードル31の基端部に箱状体5の挿通孔54よりも大きくて空洞50内に収容された時にその内壁面との間に隙間が形成される寸法形状に形成した膨大部33を形成し、ニードル31の軸部32を箱状体5の挿通孔54に挿通した状態で膨大部33を箱状体5の空洞50内に収容した。
(もっと読む)
塗装機
【課題】
回転霧化式塗装機の塗装パターンを非円形状に変化させて塗装できるようにする。
できるようにする。
【解決手段】
回転霧化頭(5)が取り付けられた塗装機本体(2)の先端側に、回転霧化頭(5)の背面側からシェーピングエアを吹き出す吹出口(7)が環状に形成され、吹出口(7)は所定の中心角で複数のエリア(8A〜8C)に分割形成され、前記各エリア(8A〜8C)の吹出口(7)に供給される空気圧を個別に又は予め組み合わされた2以上のエリアごとに制御するエア供給系(10)を備えた。
(もっと読む)
液体吐出用ノズルおよびノズルユニット
【課題】接着剤を使用することなくノズルを組立てることのできるノズルおよび同ノズルを装着したノズルユニットを提供する。
【解決手段】円筒形の上半部と截頭円錐形の下半部とで構成され、先端面は軸芯に直交する平面13で形成され、後端面は挿入面を構成し、先端面13から後端面に至る流路15が同心に形成されており、先端面13の流路15が液体吐出口を構成し、ノズルホルダーに穿設されているノズル挿入孔に圧入装着し、ノズルホルダーから突出し外界に先端面13を露出させて、ノズルホルダーとともに、液体吐出口が最先端位置に設けられた液体吐出用ノズルユニットを構成するための液体吐出用ノズルであって、主たる鉱物相がコランダム、ルビーからなる多結晶性材料で作成されている。
(もっと読む)
ノズル製造方法およびノズル
【課題】複数の吐出口を有するノズルを容易に製造する。
【解決手段】複数の吐出口を有する元ノズルをベース部材51に対して相対的に移動し、元ノズルのベース部材51に対する相対移動に並行して、元ノズルからベース部材51上にペーストを吐出しつつ、ベース部材51上の吐出直後のペーストを紫外線を照射して硬化させることにより、ベース部材51上に複数の隔壁53が配列形成される。そして、複数の隔壁53の頂部531に当接しつつ複数の隔壁53を覆う蓋部材54がベース部材51に対して固定されることにより、複数の吐出口52を有するノズル5を容易に製造することができる。
(もっと読む)
着脱式硬質被覆チップを有するスプレー装置
いくつかの実施例によれば、スプレーシステムは、第1材料を有するチップ中心構造体148を含むスプレーチップ12を備え、このチップ中心構造体は、液体射出オリフィス16に延びる液体通路を含む。また、このスプレーチップは、チップ中心構造体周りに配置される耐摩耗性塗膜164を含み、この耐摩耗性塗膜は、第1材料よりも比較的硬質な第2材料を有する。 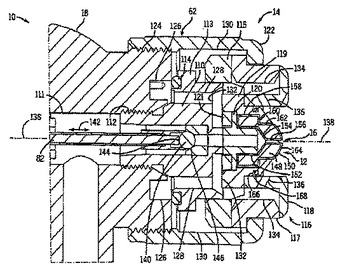 (もっと読む)
(もっと読む)
塗装装置
【課題】
エア霧化塗装のように吐出量を増やせば塗着効率が低下するような方法を用いて塗装する場合でも、円形又は環状塗装パターンで塗装でき、塗着効率を維持したまま、吐出量を増やして、生産効率を向上できるようにする。
【解決手段】
偏平噴霧パターン(F1〜F3)を有する複数の霧化機構(N1〜N3)を所定回転数で回転駆動される回転ベース(4)に取り付け、少なくとも一以上の霧化機構(N1)について、その偏平噴霧パターン(F1)の長径方向を回転ベース(4)の回転により形成される塗装パターン(P)の中心から外縁に向う径方向に沿わせて配した。
(もっと読む)
コーティング装置およびコーティング方法
【課題】コーティング表面の特性を改善し、コーティング処理を円滑かつスムーズに安価に行うことができるコーティング装置及び方法を提供する。
【解決手段】供給ユニット13は、予熱されたコーティング粉末とキャリアガスを噴射ノズル16とに供給する。噴射ノズル16は、供給ユニット13から供給されたコーティング粉末とキャリアガスを、被コーティング部品11の表面に臨界速度より速い速度で噴射する。回収ユニット19は、回収パイプ18を介して、プレート状仕切りメンバ12により閉じられたコーティング処理空間17に滞留(残留)しているコーティング粉末とキャリアガスを回収する。分離ユニット20は、回収ユニット19により回収されたコーティング粉末とキャリアガスを分離し、ガス圧縮ユニット21と、粉末測定ユニット22および粉末調整ユニット23を経由して、再び供給ユニット13に供給する。
(もっと読む)
水溶性表面処理物質の塗布方法及びその装置、線状ガラス物品、並びに物品の清浄化方法
【課題】 作業や装置の複雑化を招くことなく、水溶性表面処理物質を含有してなる水溶液を被処理物の表面に可及的均一に供給できるようにすると共に、細径の線状ガラス物品等に対してもロスを生じることなく適切に水溶性表面処理物質を塗布できるようにする。
【解決手段】 噴射ノズル5の噴口5aから、水溶性表面処理物質を含有してなる水溶液を泡状にして噴射し、その噴射された泡状物6の集合体を被処理物(ガラス管)2の表面に接触させて、該被処理物2の表面に水溶性表面処理物質を被着させる。そして、好ましくは、水溶性表面処理物質を含有してなる水溶液を泡状にして噴射することにより、泡状物6の集合体を有してなる噴射流Wを生成し、その噴射流Wを被処理物2の表面に直接当てる。
(もっと読む)
流体塗布用装置
【課題】押出または噴霧の際のアクセスのしやすさを向上し、それにより、工具を取り替える必要なく続行することができるようにすること;第1の噴霧方向から第2の噴霧方向への調節に必要な調節時間を少なくすること;途中で工具の交換を行わずに、例えば噴霧と押出のような、異なる加工工程間の移行を可能にする。
【解決手段】異なる位置および方向間で調節可能な保持装置上に工具として装着するように意図された、表面上への流体塗布用装置であって、該装置は、1つまたは幾つかの加圧された流体を、該工具上に装着された、該流体を排出するための少なくとも2つのノズル38,39に供給するための供給手段4を備える、装置。
(もっと読む)
液体供給集成体及び液体噴霧装置
液体供給集成体を有する液体噴霧装置が開示される。該集成体は、容器と、容器の内部に収容される圧潰式ライナーとを有する。ライナーの側壁は、複数の環状脆弱箇所を有する。ライナー内の液体(例えば塗料)が分与されるに従って、側壁は、横断方向に不規則に局所変形せずに、長手方向に規則正しく折り重ねられて潰れる。ライナーが均一に潰れることにより、液体を安定して噴霧することが可能になり、未噴霧の残留液体の量が最小限に抑えられる。 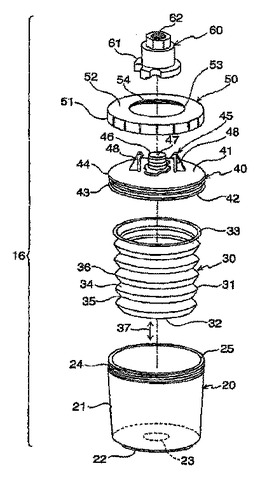 (もっと読む)
(もっと読む)
変高多段ノズル式液体噴流槽
【課題】ワークを一度通過させることで該ワークの中で異なる高さの複数の点に粘性を持った液体を付着させる。
【解決手段】粘性を持った液体(例えば溶融はんだ)を噴射して異なる高さを持った複数の盛り上がり噴流を形成するための変高多段ノズル式液体噴流槽であって、粘性を持った液体を収容した槽21と、槽21に起立して配置され上端部に粘性を持った液体を噴射する噴射孔11bが形成されると共に該噴射孔11bの上面に粘性を持った液体の層を形成する液体貯留部11aが形成されたノズル部材11と、粘性を持った液体をノズル部材11に供給するポンプ1aと、を有し、複数の前記ノズル部材11を該ノズル部材11に形成された噴射孔11bの粘性を持った液体の液面からの高さを変化させて配置する。
(もっと読む)
噴射装置、および噴射器
【課題】直噴射と霧噴射とを切り換え可能とする噴射器において、直噴射の場合には噴射圧を小さくして患部からの跳ね返りを少なくするとともに、霧噴射の場合には、十分な噴射圧を確保して完全なミスト状態を得る。
【解決手段】噴射口400aから水虫薬等の液体を、直線状に噴射する直噴射と、ミスト状に噴射する霧噴射とを切り換え自在とする噴射装置300において、直噴射としたとき圧を高めることなく液体を直圧で直ちに噴射し、霧噴射としたとき圧を高めてから蓄圧で一気に噴射する。例えば、ノズル部材400を有するボタン部材500をステム部材16まわりに回動して直噴射位置または霧噴射位置とし、直噴射と霧噴射とを切り換えてノズル部材400の噴射口400aから液体を噴射する。
(もっと読む)
101 - 120 / 182
[ Back to top ]