
Fターム[4F206JC01]の内容
プラスチック等の射出成形 (77,100) | 射出成形機の位置関係 (581) | 可動の金型を用いるもの (322)
Fターム[4F206JC01]の下位に属するFターム
ターンテーブル (138)
Fターム[4F206JC01]に分類される特許
21 - 40 / 184
射出成形機およびその成形方法
【課題】
第1の金型が取付け可能な第1の盤と第2の金型が取付け可能な第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転され中間金型が取付け可能な回転盤が設けられた射出成形機およびその成形方法に関し、特には第1の盤または第2の盤の少なくとも一方に突出装置が設けられたものにおいて、一般的な成形品の成形することも可能とする。
【解決手段】 第1の金型21が取付け可能な第1の盤22と第2の金型23が取付け可能な第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転され中間金型20,20が取付け可能な回転盤18が設けられた射出成形機11において、前記第1の盤22または第2の盤24の少なくとも一方には突出装置30,31が設けられるとともに、前記回転盤18には突出装置30,31によって作動されるロッド51が挿通される孔52を設ける。
(もっと読む)
回転金型支持装置

【課題】金型や回転金型支持装置の摺動部分に掛かる型合わせ位置の誤差による負荷を低減することができる回転金型支持装置を提供する。
【解決手段】対向する2つの金型取付盤間2・3に配置され、回転軸回りに回転され、該金型取付盤の少なくとも一方に取り付けられた金型と組み合わされる回転金型12・13を用いて成形品を成形する射出成形装置の回転金型支持装置10において、前記回転金型12・13が取り付けられる回転金型取付部10aと、該回転金型取付部を支持する支持部10bとが、弾性体を介して複数個所で固定されることを特徴とする回転金型支持装置10によって達成される。
(もっと読む)
プラスチック成形品の成形方法、プラスチック成形システム、プラスチック成形システムによる光学素子
【課題】屈折率分布や複屈折の少ない光学特性を有する高精度な形状の成形品を、面精度の高い高精度な型を多数用いることなく得ることが可能となるプラスチック成形品の成形方法等を提供する。
【解決手段】プラスチック成形品の成形方法であって、
面精度の高い面を有する型を少なくとも1つ用意し、面精度の高い面より面精度の低い型を、面精度の高い面を有する型1つに対して複数用意する工程と、
複数の面精度の低い型に対して、溶融樹脂を供給する工程と、
溶融樹脂を供給した型に対してそれぞれ、圧力をかけながら所定時間冷却する工程と、
冷却した型から、成形部材を取り出し、取り出した成形部材を、面精度の高い面を有する型に設置して、設置された成形部材の表面のみを溶融し、面精度の高い面を表面に押し当てる工程と、を有する。
(もっと読む)
発泡樹脂パネル及びその成形型
【課題】薄肉パネル部の剛性が高い発泡樹脂パネルを提供する。
【解決手段】ソリッド層からなるスキン層19が表面に形成されると共に該スキン層19よりも樹脂密度が低い発泡層21が内部に一体に形成された厚肉パネル部15と、厚肉パネル部15に隣接して該厚肉パネル部15の成形時にスキン層19と共に一体に成形されたソリッド層からなる薄肉パネル部17とを備え、厚肉パネル部15と薄肉パネル部17との境界にスキン層19からなる段差部15aが板厚方向に形成されたボンネットフード1において、厚肉パネル部15及び薄肉パネル部17に対して段差部15aに跨るように補強リブ25を一体に形成し、該補強リブ25は、薄肉パネル部17側では表面から突出させ、厚肉パネル部15側では該厚肉パネル部15に食い込んでスキン層19と融合させる。
(もっと読む)
射出成形機の金型開閉装置および金型開閉方法
【課題】取出機を用いなくても成形品が金型から所定の位置に容易に排出される構造とした金型開閉装置と、成形品を金型から所定の位置に容易に排出させる金型開閉方法を提供すること。
【解決手段】金型20の上型22を下型24に対して離接する射出成形機10の金型開閉装置12であって、下型24を着脱自在に保持する下型保持盤32と、上型22を着脱自在に保持する上型保持盤31と、上型保持盤31を昇降する上型保持盤昇降機構33と、下型保持盤32を回動する駆動モータ35とを有する。
(もっと読む)
複数の金型を使用する樹脂成形方法
【課題】射出成形機を金型搬送ライン内に設置して複数の金型を各ステーションに順次移送して樹脂成形品を成形する樹脂成形方法において、各金型において成形品の品質が安定した射出成形を可能にし、パージ作業直後の捨て射ちの無い成形を可能にする樹脂成形方法を提供する。
【解決手段】射出成形機のパージを実行後に最初の金型を前記射出成形機に取付けて第1の射出成形を実行し、別な金型を前記射出成形機に取付けて射出成形を実行した後に取外す同様な工程を複数回繰り返す樹脂成形方法において、射出成形条件がマップとして、前記射出成形機を制御する制御装置に記憶されており、前記マップは、第1の射出成形条件を予め設定された射出成形条件とし、第1を含まない第Nの射出成形条件を、第(N−1)の経過時間に基づいた射出成形条件とするデータマップであることを特徴とする樹脂成形方法。
(もっと読む)
射出成形機の金型取付部材および金型取付方法
【課題】金型の正確な位置決めができ、構造が簡単でコスト安く、寿命が長い金型取付部材を提供する。
【解決手段】金型を取り付けて相対的に開閉動作可能な互いに対向した複数の型盤と、前記互いに対向した複数の型盤にそれぞれ取り付けられ、前記互いに対向した複数の型盤の閉動作により互いに当接して、内部にキャビティを形成する金型4と、金型4の下端面4bに設けたテーパ状凹形状部4aと、金型4を取り付けて相対的に開閉動作可能な型盤の一方又は両方の下部に設けられ、吊り下ろされる金型4の重量を受けると同時に上下方向の位置決めを行うための水平面15bを有し、前記金型のテーパ状凹形状部4aのテーパー面に嵌合し、左右方向の位置決めを行うための一つのテーパー状凸形状部15aと、前記一つのテーパ状凸形状部15aと一体に形成された一つの弾性部とを備えた位置決め部材15からなることを特徴とする。
(もっと読む)
被覆された成形体の製造方法
本発明は、全部又は一部が構造化された表面を有する、被覆された成形体の製造方法に関する。更に、本発明は、上記方法を実施する装置を記載する。 (もっと読む)
成形用金型
【課題】部品点数を削減でき、金型の小型軽量化及びコストダウンが可能な、型締め機構を備えた成形用金型を得ることである。
【解決手段】本発明は、上型2と下型1との型閉じ時に、両者が開かないように型締め保持すると共に、該型締め保持を解除する型締め機構を備えている成形用金型において、該型締め機構が、上型に固定されたガイドピン3と、下型内に回転可能に組み込まれているクランプブロック4と、下型の下方から挿入され、該クランプブロックと係合してこれを回転させるブロック回転部品5との3つの構成部品からなる。型閉じ時に、該ガイドピンの先端が該クランプブロック内に挿入され、該ブロック回転部品によって該クランプブロックを回転することによって、該ガイドピンと該クランプブロックとが係合して、型締めが行われる。
(もっと読む)
金属とポリアミド樹脂組成物の複合体及びその製造方法
【課題】金属との接合部分に関してはナイロン610を主体としつつ、樹脂成形品全体としてはナイロン610の使用量を低減させたポリアミド樹脂組成物と金属の複合体を提供する。
【解決手段】金属合金に表面処理を施してNATの3条件を満たすようにする。次いで金属合金を第1の射出成形金型にインサートし、ナイロン610を樹脂分の10〜100質量%含む第1のポリアミド樹脂組成物を射出し、第1の複合体を得る。第1の複合体を第2の射出成形金型にインサートし、ナイロン6、ナイロン66、及びナイロン12から選択される1種以上を樹脂分の90〜100質量%含む第2のポリアミド樹脂組成物を射出し、最終成形品を得る。
(もっと読む)
撮像レンズユニットの製造方法及び成形金型装置
【課題】光学レンズのホルダーとカバーとの位置ズレを抑制できる撮像レンズユニットの製造方法及びそのための成形金型を提供する。
【解決手段】成形金型装置20は、固定型24と可動型22とを有している。成形金型装置20では、固定型24と可動型22とのうち、少なくとも一方を他方に対して型開閉方向とは直交する方向に移動させることにより、ホルダー2とカバー4とを整合位置に移動させ、当該整合位置で固定型24と可動型22とを型締め可能である。
(もっと読む)
樹脂成形物の成形方法及び成形装置
【課題】幅の違うボックス等、多種類の収納箱等、車両用の樹脂成形物を、一つの金型内で製造し、収納箱のコストダウンにつなげること。
【解決手段】合成樹脂製の2個の分割部材または3個の分割部材の組み合わせで、嵌合し、組み付けられる樹脂成形物の成形方法で、当該成形方法は前記各分割部材である第1分割部材11と第3分割部材13と第1、第3分割部材の間にある第2分割部材12とを同一の成形金型内でそれぞれ独立的に成形し、第1分割部材11と第3分割部材13を各々仮保持し金型内を移動する移動型部材24、25の移動手段により、第1分割部材11と第3分割部材13を共通にした前記2個の分割部材の組み合わせと、前記3個の分割部材の組み合わせとの2種類の樹脂成形物31、32を得られるようにした。
(もっと読む)
フィルタ要素およびフィルタ要素を製造するための方法
襞折りパック(2)と、少なくとも部分的に前記襞折りパック(2)に成形して設けられたプラスチックフレーム(4)と、少なくとも部分的に前記プラスチックフレーム(4)に発泡成形して設けられた発泡プラスチックシール(7)とを備えるフィルタ要素(1)、特に自動車用の車室フィルタ。 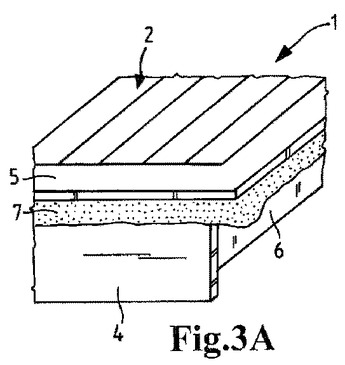 (もっと読む)
(もっと読む)
スライドテーブル式竪型射出成形機
【課題】成形工場におけるレイアウトの自由度を高めることができ、かつ生産性及び安全性に優れたスライドテーブル式竪型射出成形機を提供する。
【解決手段】成形機に、ベースプレート32上に摺動自在に配置されたスライドテーブル13と、スライドテーブル13上に金型取付手段により取り付けられた下金型14と、下金型14を所定の型締位置P1と作業位置P2とに交互に移動するように、スライドテーブル13を往復直線駆動する電動サーボモータ36を備える。金型取付手段は、スライドテーブル13に開設されたねじ孔41と、ねじ孔41に螺合される締結ボルト44とを含む構成とし、ねじ孔41はスライドテーブル13上の中央部、中央部よりもいずれか一方の端辺寄りに偏倚した位置、又は中央部よりもいずれか一方の側辺寄りに偏倚した位置に、適宜下金型14を取付可能な位置に開設する。
(もっと読む)
成形トリム部品を製造する方法および装置
本発明は、成形トリム部品を製造する方法に関するものであり、次の各ステップが順次実施され、すなわち、第1の工作物としての可視側と支持側とを有する装飾ブランクが成形プレスされ、次いで第1の工作物が背面射出成形され、最後に第1の工作物が被覆射出成形され、これと同じ方法ステップで、別の装飾ブランクが第2の工作物として成形プレスされ、次いで、第2の工作物について第1の工作物についてと同様の方法が引き続き実施される。さらに本発明は、成形トリム部品を製造する装置に関する。  (もっと読む)
(もっと読む)
中空体製品の成型用金型及び成型方法
【課題】短い成形サイクルタイムで、接合部の形状に拘束されず、接合部の強度が十分に大きい中空体製品を成形できる成形用金型及び成形方法を提供する。
【解決手段】1次成形において、中空体製品の一部を構成する第1半中空体と残りの部分を構成する第2半中空体が成形され、2次成形において、いずれか一方の半中空体を、他方の半中空体に対向する位置に移動させて、第1、第2半中空体のそれぞれの周縁部が加熱され溶融されて、型閉じにより周縁部が突き合わされて融着接合されることにより、第1半中空体と第2半中空体とから成る中空体製品を得る成形用金型及び成形方法において、キャビティ(雌型)側に設けられ、周縁部を加熱・溶融する第1加熱手段を有するように構成された中空体製品用の成型用金型により達成される。
(もっと読む)
積層射出成形用金型及び積層射出成形方法
【課題】成形材料の利用効率が高く、製品形状に制約が少なく、二層状態の肉厚が立ち面で安定し、また、基材層となる第一層の外縁を第二層で覆い製品の外観性を向上させた成形品を安価に得る積層射出成形用金型及び積層射出成形方法を提供すること。
【解決手段】一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられ、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形に用いる積層射出成形用成形金型において、二次成形を行うときに、一次成形体の外縁を二次成形体で巻き込むことができる構造とした。
(もっと読む)
2次成形品製造方法
【課題】2次成形品を製造する方法においては、金型を1次成形用と2次成形を一つの金型内において同時に出来るようにし、コストを抑え精度の良い製品を提供する。
【解決手段】1次固定側製品形状部7には成形用可動型10が来て1次成形品12が成型され、2次固定側製品形状部8にはインサート部材9を挿入した後、成形用可動型11が来て型締めされ2次成形品13が成型される第一の工程があり、型開き後に予め可動側金型2に設けてある駆動装置5により、可動側金型2が回転中心軸6を中心に180°回転移動した後、1次固定側製品形状部7には成形用可動型11が来て1次成形品12が成型され、2次固定側製品形状部8にはインサート部材9を挿入した後、成形用可動型10が来て型締めされ2次成形品13が成型される第二の工程があり、該駆動装置5の180°回転往復移動により、これら第一の工程及び第二の工程を交互に繰り返すことで解決する。
(もっと読む)
ランプリフレクタ成形体
【課題】耐熱性と剛性を兼ね備えながら表面平滑性に優れるランプリフレクタ成形体を提供すること。
【解決手段】固定金型部と可動金型部からなる金型を型締め工程、
該金型キャビティ内で熱可塑性樹脂を成形する工程、
該キャビティ内へ型内被覆組成物を注入する工程、
注入した該型内被覆組成物が脱型可能になるように硬化させる工程、
該型内被覆組成物が被覆された型内被覆成形体を金型から取り出す工程、
金型から取り出した該型内被覆成形体の一部に金属膜を被覆させる工程
により製造されるランプリフレクタ成形体において、
該熱可塑性樹脂が、ガラス繊維、カーボン繊維、無機ウィスカー及び非繊維状無機フィラーのいずれか1種を1〜50質量%含有し、PEI樹脂、PPE樹脂、PPS樹脂、ポリアリーレンスルフィド樹脂、PC樹脂、PET樹脂、PBT樹脂、PA樹脂、PP樹脂、ABS樹脂又はこれらのアロイのいずれかであるランプリフレクタ成形体。
(もっと読む)
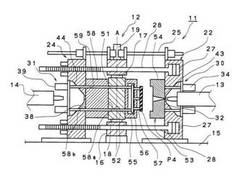
積層成形装置
【課題】1台の積層装置で使用者の様々なニーズに応えられる万能な積層成形装置を提供する。
【解決手段】第1金型21が設けられた固定盤3と、第2金型8が設けられた可動盤5と、第3金型19及び第4金型20がそれぞれ設けられた回転盤4と、可動盤5及び回転盤4を型開閉方向に移動させる型締機構7及び回転盤移動機構12と、第1金型21と第3金型19とが型締めされて形成される第1キャビティに第1の樹脂を射出充填する第1射出ユニット17と、型開閉方向に移動可能に配置され、第1金型21と第4金型20とが型締めされて形成される第2キャビティ、第2金型8と第3金型19とが型締めされて形成される第3キャビティ、及び第2金型8と第4金型20とが型締めされて形成される第4キャビティのいずれか1つに第1乃至第4金型のいずれか1つを介して第2の樹脂を射出充填する第2射出ユニット18とを備えたことを特徴とする。
(もっと読む)
21 - 40 / 184
[ Back to top ]