
Fターム[4F209NH06]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 予備成形品の前処理・コンディショニング (122) | 加熱、予熱 (71)
Fターム[4F209NH06]の下位に属するFターム
不均一加熱、部分加熱 (11)
Fターム[4F209NH06]に分類される特許
1 - 20 / 60
樹脂管の拡径用治具
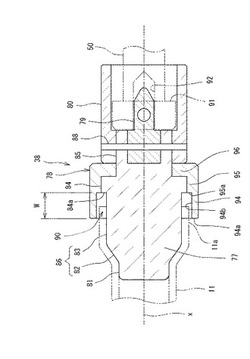
【課題】配管継手に接続される樹脂管の端部を適切な長さで拡径することができる樹脂管の拡径用治具を提供する。
【解決手段】各恵与治具30は、樹脂管11の端部11aに挿入されることで、当該端部11aを拡径する拡径部86を有し、樹脂管11の端部11aに対する拡径部86の適正挿入量の最小限位置を示す第1指示部94aを備えている。また、第1指示部94aは、拡径部86の径方向外側に配置され、当該拡径部86との間に樹脂管11の端部11aを挿入させる隙間90を形成している。
(もっと読む)
樹脂の透明な線材及びそれを用いた販促用品

【課題】
アイキャッチャーやミニのぼりなどの販促用具の支柱に適応可能な樹脂線材を、透明な線材として提供できるようにする。
【解決手段】
テレフタル酸及び/又はその誘導体と、グリコール変性物との脱水縮合により得られた樹脂からなる棒状品を加熱しながら3〜10倍に延伸加工して巻き取り、該巻き取り品を間隔のある2本のポールに巻きつけて、加熱乾燥した後、直線部分を切り取って得られる透明な線材及びそれを用いた販促用品。
(もっと読む)
樹脂成形体の製造方法および製造装置
【課題】縁が稜角となった樹脂成形体を簡単に形成する。
【解決手段】製造装置20では、ガイド32,42とローラ36,46,52との間に連続して繰り出される一連のシート10を通すことで、シート進行方向に沿って折り目を付けつつ該折り目で折り曲げて上方に開口する角溝部を形成し、該角溝部の少なくとも一方の側壁片に折り目を付けて該角溝部の開口と反対側に折り曲げた蓋部を形成する。角溝部に樹脂原料を注入した後に、角溝部と蓋部との間の折り目で該蓋部を折り曲げて角溝部の開口を塞ぐことで、得るべき樹脂成形体の外形に合わせた角筒状の型枠を形成して、型枠で保持した状態で樹脂原料を硬化させることで、樹脂成形体を連続的に形成する。
(もっと読む)
架橋樹脂パイプのコイルの製造方法
【課題】コイル径の小さい樹脂パイプ製コイルを容易に成形することができる架橋樹脂パイプのコイルの製造方法を提供する。
【解決手段】架橋ポリエチレン等の架橋樹脂よりなるパイプを加温してからコイル状に巻回し、冷却することによりコイル状に成形することを特徴とする架橋樹脂パイプのコイルの製造方法。冷却後のコイルを再度140℃以上に1時間以内保持して形を整えてもよい。温度を上げても変形しないように樹脂パイプをあらかじめ架橋させておく。架橋樹脂はパイプ形状を記憶すると共に、溶融しても液状とならないので、曲げ半径(コイル径)の小さいコイルを容易に成形することが可能となる。
(もっと読む)
折板の製造方法
【課題】寸法が安定化された折板の製造方法を提供する。
【解決手段】本発明に係る折板の製造方法は、建築材料に用いられる折板の寸法を安定化させる工程を含む折板の製造方法であって、樹脂材料からなる平板を折り曲げることにより折板を形成する形成工程と、当該形成工程で形成された折板を加熱する加熱工程とを有する。加熱工程では折板の表面温度が100℃〜140℃になるまで当該折板を加熱する。形成工程では平坦な山部と谷部とが傾斜部を挟んで交互に並設された形状の折板を形成する。
(もっと読む)
金属複合体の製造方法
【課題】
金属材同士、又は金属材と他の構造材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、金属材の複雑形状への加工性と短時間での複合化を容易に達成し、且つ、接着強度に優れる金属複合体を製造可能な、製造方法を提供すること。
【解決手段】
金属材と該金属材に沿って設けられた樹脂硬化層とを備える金属複合体を製造する方法であって、特定の熱硬化性樹脂を含有するシート状基材を加熱して熱硬化性樹脂を半硬化させる第1−1の工程と、金属材をその表面温度が180℃を超えて400℃以下となるように予熱する第1−2の工程と、表面温度が180℃以下である成形金型内に、第1−1の工程を経たシート状基材と、第1−2の工程により予熱された金属材とを接するように配置または積層し、加圧により金属複合体に成形する第2の工程と、を備える、金属複合体の製造方法。
(もっと読む)
中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法
【課題】中空板材の折り曲げ用溝を短時間で、かつ、精度よく形成でき、生産性及び品質などを向上させることができる中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法の提供を目的とする。
【解決手段】折り曲げ用溝加工装置1は、加熱部材2、冷却部材3、溝加工部材4を備え、加熱部材2及び溝加工部材4が気泡ボード10を加熱し、この加熱の後に、冷却部材3及び溝加工部材4が強制的に冷却することによって、折り曲げ用溝11を形成する構成としてある。
(もっと読む)
フィルムのカール矯正方法及び装置並びに積層フィルムの製造方法
【課題】積層フィルムのカールを効率よく矯正する。
【解決手段】第1相転移工程ではカールした状態の積層フィルムのうち外側の支持層10sへ水蒸気56を接触させる。支持層10sのガラス転移温度Tgが下がる。支持層10sでは、ガラス状態のゴム状態への相転移が起こる。第2相転移工程では支持層10sへの水蒸気の供給を停止する。支持層10sのガラス転移温度Tgが上昇する。支持層10sでは、ゴム状態からガラス状態への相転移が起こる。相転移により、当初のカールを矯正しうるカールが生じる。第1相転移工程と第2相転移工程とを連続して行うことにより、当初のカールを矯正することができる。第1相転移工程と並行して、ハードコート層10hを冷却する冷却工程を行う。
(もっと読む)
植物性繊維含有ボード部材の製造方法
【課題】意匠面における意匠性が向上された植物性繊維含有ボード部材の製造方法を提供する。
【解決手段】植物性繊維と熱可塑性樹脂とを含む基材12と、基材12の少なくとも一部が薄肉化されて構成されるヒンジ6とを備え、ヒンジ6に沿って基材12の一方の面側を谷として折り曲げ可能なラッゲージマット4を製造する方法であって、基材12の両板面を加熱する加熱工程と、基材12の一方の面を表面とし、他方の面を裏面として、加熱工程後、基材12の表面のうちヒンジ6とされる部位を押圧して溝状の表面側凹部26を形成すると共に、基材12の裏面のうちヒンジ6とされる部位を押圧して溝状の裏面側凹部22を形成することでヒンジ6とされる部位を薄肉化する薄肉化工程とを備える。薄肉化工程では、裏面側凹部22の底端部22aの幅に比して表面側凹部26の底端部26aの幅が小さくなるように表面側凹部26と裏面側凹部22とを形成する。
(もっと読む)
無延伸プラスチックからなる包装用成型品
【課題】平面視が種々の形状の無延伸プラスチックからなる包装用成型品について、その開口縁に縁巻き部を形成するのを可能にする。
【解決手段】包装用成型品を、椀型本体の開口縁に巻き代15を有する無延伸プラスチック製のプレ成型品pから作製する。プレ成型品pを、その本体が筒形のカーリング型21e、22dの内側になるように、かつその巻き代15の先端部がカーリング溝21g、22fに導入されるようにセットする。カーリング型をヒータ21f、22eで加熱しながら、カーリング溝21g、22fがプレ成型品pの本体の開口縁に接近するようにスライドさせる。加熱により軟化した巻き代15がプレ成型品pの本体の開口縁に向けて巻き上げられ、縁巻き部が形成される。
(もっと読む)
積層フィルムのカール矯正方法及び装置、並びに積層フィルムの製造方法
【課題】オレシワの発生を防止しつつ、積層フィルムを製造する。
【解決手段】紫外線硬化性材料を含む液を支持フィルムに塗布する。液からなる膜を支持フィルムの表面に形成する。膜に紫外線を照射する。紫外線の照射により、膜を有する支持フィルムは、支持層11とハードコート層12とを有する積層フィルム10となる。得られた積層フィルム10は、ハードコート層12が内側となるようにカールしている。カール状態の積層フィルム10を予熱ケーシング56、蒸気接触ケーシング57へと順次導入する。蒸気接触ケーシング57において、蒸気送出機72は、スリット76から蒸気71を積層フィルム10にあてる。搬送ローラ27とスリット76との間隔CL1は、100mm以上となっている。
(もっと読む)
熱可塑性積層物の連続成形
細長い熱可塑性複合部材(20)は、連続的な成形工程によって製造される。あらかじめ圧密された熱可塑性積層物は、その融解レイアップより低い温度まで加熱することにより軟化され、複数のセットのツールダイを介して、実質的に連続して供給される。ツールダイは、マンドレル上で軟化した積層物の部分を漸進的に成形し、閉断面を有する形状に積層物を形成する。 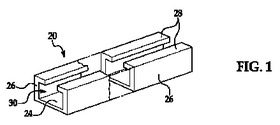 (もっと読む)
(もっと読む)
樹脂シート折曲げ用加熱装置
【課題】樹脂シートの折曲げ部分を略均一に加熱する樹脂シート折曲げ用加熱装置を提供する。
【解決手段】樹脂シート1を折曲げる際に当該樹脂シート1の折曲げ部分2を加熱する樹脂シート折曲げ用加熱装置10であって、熱源11と、線状に開口した温風吹出口13と、温風の温度を調節する温風温度調節部と、温風吹出口の長手方向に沿って温風の温度を均一化する温度平滑機構14と、を有する。
(もっと読む)
複合材湾曲部品の製造方法および複合材湾曲部品の製造装置
本発明は、複合材湾曲部品の製造方法に関し、この方法では、この部品を形成する複合材繊維層(110)を少なくとも折り曲げ加工工程の間緊張状態に維持し、該層の互いに対する変位をさらに制御する。本発明はまた、このような方法を実施できる装置にも関する。 (もっと読む)
樹脂チューブの拡管部形成方法
【課題】拡管時に曲がったり拡管後の金型が離型しずらくなく、拡管寸法の安定性が良好な樹脂チューブの拡管部形成方法を提供する。
【解決手段】樹脂チューブ1の拡管部形成方法において、長手方向に流路2aを有し一端が密閉されると共に一対の周溝3a,3aが形成され、これら周溝3a,3a間に前記流路2aと通じる開孔4が設けられた流体ノズル2を形成した後、この流体ノズル2の周溝3a,3aにシールリング3,3を装着し、次いで、この流体ノズル2を前記樹脂チューブ1に挿入して加圧空間5を形成する一方、内側の拡管空間7を形成する周面が拡管外側形状に一致して形成された割り型6a,6bを、前記樹脂チューブ1の加圧空間5外周に装着し、前記樹脂チューブ1を加熱する一方、前記割り型6a,6bに密着力を負荷し、前記流体ノズル2の開孔4を介して前記加圧空間5に加圧流体を導入して、前記樹脂チューブ1に拡管部1aを形成する。
(もっと読む)
テーパ付き容器のカール成形方法およびカール成形装置
【課題】容器中心軸に対して胴部の傾斜角度が大きい容器であっても、確実にカール成形を行うことのできるテーパ付き容器のカール成形方法およびカール成形装置を提供すること。
【解決手段】容器中心軸線に対してテーパ状に傾斜した胴部1aと、前記胴部1bの下部に設けられる底部31とを有する容器1の上側と下側との少なくともいずれか一方の開口端1bにカール成形金型3を当接させてカール成形するテーパ付き容器のカール成形方法およびカール成形装置であって、前記カール成形金型3を前記容器1の胴部のテーパ方向に沿うように押し込むことでカール成形することを特徴とする。
(もっと読む)
コルゲート管及びその製造方法
【課題】本発明は、コルゲート管を他の管路と接続する際に引張に強くて破断しにくく、かつ、接続が安定的で抜け等が生じ難いコルゲート管の接続部及びその製造方法を提供する。
【解決手段】外層管状部と内層管状部とを備え、管軸方向に向けて大径部と小径部とが交互に繰り返されるように形成された熱可塑性樹脂からなるコルゲート管であって、
前記コルゲート管の端部の一方又は双方が、前記外層管状部と内層管状部とが熱溶着により一体に接合されて一定の径を持つ筒状の強化接続部とされ、かつ該強化接続部には管軸を一致させてEF継手が設けられていることを特徴とする。
(もっと読む)
折曲成形装置
【課題】繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置において、折曲成形に伴う積層体の積層間剥離を抑える。
【解決手段】本折曲成形装置1は、積層体16の側部を支持するサイドブロック19がリフター上部13の上面に搭載され、リフター上部がヒンジ15により上面を水平から外側を下げるように傾動自在に、かつ、バネ14により上面を水平に戻すように弾性支持され、成形凸型3、両サイドブロック及びこれらの上に載置された積層体をバギングフィルム6で覆って密閉空間1bに閉じ込めて真空吸引可能にされる。真空度の上昇に伴うバギングフィルムからの加圧により、リフター上部がサイドブロックとともに外側を下げるように傾動し、真空を保持しつつリフターを下降させることによって、サイドブロックが成形凸型の傾斜面及びリフター上部の傾斜した上面に案内させて斜め下方向に移動する。
(もっと読む)
パイプの三次元方向への加工方法及び装置ならびにパイプ
【課題】設置場所や作業範囲に広い面積を必要とせず、ランニングコストも安価で、少数のパイプを三次元加工するのにも適したパイプの三次元方向への加工方法及び装置を提供する。
【解決手段】加熱して軟化したパイプ11を、板状部材13に設けたU字型ガイド部材14を構成する一対の帯状鋼板17・18間に挟みこむようにして二次元方向のU字型に曲成する。その後三次元方向への曲成加工用の固定部15の両鉤型部材21・21を起こし、鉤型部材21と両鉤型部材21・21間に渡って装着される横桟材22を差し入れた後、パイプ11の両端を持って所望の高さ位置(角度)に持ち上げて曲成する。
(もっと読む)
成形体の製造方法及び製造装置
【課題】端部を180度折り返した際にも折り返した後の端部の頂点の高さが一定となる成形体の製造方法及び製造装置を提供する。
【解決手段】本発明の成形体の製造方法は、ワーク2の端部2aを加熱手段3により加熱する加熱工程と、第1ブロック5が押圧することによりワークの端部を略垂直に折り曲げる1次折曲工程と、第2ブロック6が押圧することにより略垂直に折り曲げられた部位2bを更に折り曲げて折り返す2次折曲工程と、を備えた成形体の製造方法であって、2次折曲工程において、略垂直に折り曲げられた部位の角部2cに規制部材7を押し当てることにより、更に折り曲げる際に規制部材7が折り曲げられた部位2bの角部2cを押圧して角部2cの高さを規制することを特徴とする。
(もっと読む)
1 - 20 / 60
[ Back to top ]