
Fターム[4F211TJ30]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品等の供給 (1,891) | 供給の調整 (467) | 供給位置の (411) | 複数の予備成形品の配置 (132)
Fターム[4F211TJ30]に分類される特許
21 - 40 / 132
熱可塑性樹脂部材の製造方法
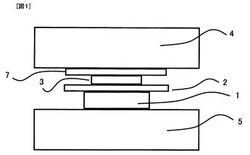
【課題】熱板を使用して熱可塑性樹脂部材とフィルム状物を熱融着する方法を用いる場合にフィルム状物に熱で生じた皺が熱可塑性樹脂部材の流路へ入り込むことで流路を塞ぐのを解決する。
【解決手段】溝状部を有する熱可塑性樹脂部材1に熱可塑性樹脂からなるフィルム状物2を熱可塑性樹脂部材の溝状部を有する面に熱板4を使用して圧力を加えて熱融着する製造方法であって熱板とフィルム状物の間に熱可塑性樹脂部材の溝状部に相当する箇所に空隙を有するシート状介在物3を挿んで加圧する熱可塑性樹脂部材の製造方法であり、溝状部を有する熱可塑性樹脂部材1に熱可塑性樹脂からなるフィルム状物2を熱可塑性樹脂部材の溝状部を有する面に熱板4を使用して圧力を加えて熱融着する製造方法であって、熱板とフィルム状物の間に熱可塑性樹脂部材の溝状部に相当する箇所を避けて複数枚のシート状介在物3を配置して挿んで加圧する熱可塑性樹脂部材の製造方法である。
(もっと読む)
壁掛け型情報装置

【課題】レーザ溶着手段を採用しながらも、外観体裁を良好にすることができるとともに製造コストの抑制をも適切に図ることが可能な壁掛け型情報装置を提供する。
【解決手段】壁掛け型情報装置Aの筐体Cは、樹脂製の第1および第2の部材1,2を有しており、第1の部材1は、レーザ光の吸収性を有し、かつ第2の部材2は、第1の部材1よりも高いレーザ透過性を有するものとされて、第1および第2の部材1,2は、レーザ溶着されており、筐体Cには、その前面部26および周側面部27を覆い隠すカバー体4が取り付けられ、カバー体4の正面側から筐体Cの外面が目視されることが妨げられた構成とされている。
(もっと読む)
光ファイバテープ心線の製造方法、製造装置、光ファイバテープ心線及び光ファイバケーブル
【課題】ファイバ引き込み時には容易に単心分離することができ、且つ光ファイバケーブルへの収納時には不用意に単心分離しない光ファイバテープ心線を提供する。
【解決手段】複数本の光ファイバ素線2A〜2Dを所定ピッチPで一列に配列して各光ファイバ素線2間に、該光ファイバ素線2同士を接着させる紫外線硬化樹脂からなる樹脂3を塗布供給した光ファイバテープ心線1。一列に配列した光ファイバ素線2の各隙間Sに樹脂3を塗布供給するに際して、前記隙間Sを真空引きして樹脂3を塗布面側1aからその反対面側1bへ回り込ませるようにして形成する。
(もっと読む)
樹脂製部品の製造方法
【課題】従来に比べて、生産性を向上でき、溶着コストを低減できる、樹脂製部品の製造方法の提供。
【解決手段】(a)第1の構成部品10aと第2の構成部品10bを治具20の第1治具部分21にセットし、溶着機を作動させ、第1の構成部品10aと第2の構成部品10bとを溶着して第1の溶着物10cを得る第1の工程と、(b)第3の構成部品10dと第1の工程で得た第1の溶着物10cとを治具20の第2治具部分22にセットするとともに、第1の構成部品10aと第2の構成部品10bを治具20の第1治具部分21にセットし、溶着機を作動させ、第2治具部分22にて第3の構成部品10dと第1の溶着物10cとが溶着された第2の溶着物10eと、第1治具部分21にて第1の構成部品10aと第2の構成部品10bとが溶着された第1の溶着物10cとを、同時に得る第2の工程と、を有する。
(もっと読む)
マイクロ波発熱体及びそれによる溶着方法
【課題】マイクロ波エネルギの吸収に若干の乱れがあっても、周囲の熱容量が均一でなくても合成樹脂成型体の溶着を均一に高精度で行うことができ、かつ、当該合成樹脂成型体に歪を与えることのないこと。
【解決手段】マイクロ波発熱体21,・・・,25を介して合成樹脂成型体としてのバルブボディ樹脂成型体11,・・・,16の各層を積層させ、マイクロ波をこの積層してなるマイクロ波発熱体21,・・・,25に照射する。その際、バルブボディ樹脂成型体11,・・・,16の各層の間で十分に溶着することができるよう、バルブボディ樹脂成型体11,・・・,16の各層間は0.1〜5.0MPaの加圧力で加圧される。
(もっと読む)
スポイラ
【課題】複雑な型入れ・型抜き作業の不要な方法で安価に製造できるスポイラを提供することを目的とする。
【解決手段】意匠面を構成する意匠面部2aと、意匠面部2aと対向するように延びる傾斜面部2bと、意匠面部2aと傾斜面部2bとを接続する屈曲部2cとを備えるアウター部材2と、意匠面部2aに対向する背面部3aと、背面部3aから傾斜面部2b側へ立設された立壁部3bとを備え、アウター部材2の内側に配置されるインナー部材3とを有し、意匠面部2aと背面部3aとが第1溶着リブ4で振動溶着され、傾斜面部2bと立壁部3bとが第2溶着リブ5で振動溶着されているスポイラ1であって、立壁部3bは、屈曲部2c側に凹んだ複数の凹部が車幅方向に並んだ波打ち形状とされる。
(もっと読む)
インストルメントパネルとエアバッグドアの接合方法
【課題】インストルメントパネルとエアバッグドアとをダイレクト射出成形法により接合する際に発生するゲートバリが、エアバッグの展開動作を妨げる抵抗部とならない接合構造体の接合方法を提供すること。
【解決手段】インストルメントパネル53R(53L)に貫通孔を含むエアバッグドア52Rを重ね、貫通孔にピンポイントゲート孔を対応させて、第1押え板をエアバッグドア52Rに重ねて、ピンポイントゲート孔を介して溶融樹脂を貫通孔に射出して、ゲートバリ56bを含む樹脂製リベット57でインストルメントパネル53R(53L)とエアバッグドア52R(52L)を接合して、予備接合構造体60Aを形成する。次に、予備接合構造体60Aに重ねた第2押え板5を用いて、ピンポイントゲート孔5Gを介して溶融樹脂をノズル1Nから射出して、予備接合構造体60Aの上面のゲートバリ56bを溶融樹脂で覆って形成した接合構造体を形成する。
(もっと読む)
流路形成構造体及び当該流路形成構造体の製造方法
【課題】構造が大型化した場合であっても溶着部の溶着不良の生じにくい流路形成構造体を提供する。
【解決手段】流路形成構造体1を三つ以上の樹脂成形品により構成すると共に、溶着される樹脂成形品の、溶着面に対して垂直方向から視たときの投影面積を、5cm2以上300cm2以下に抑える。例えば、第一樹脂成形品10と、第二樹脂成形品20と、一方の面に第一樹脂成形品10が振動溶着され、他方の面に第二樹脂成形品20が振動溶着される第三樹脂成形品30と、を溶着する場合、第一樹脂成形品10及び前記第二樹脂成形品20は、溶着面に対して垂直方向から視たときの投影面積が5cm2以上300cm2以下になるように調整する。
(もっと読む)
フッ素樹脂フィルムの接合方法
【課題】フッ素樹脂フィルムの接合技術を、接合強度を強くし、接合後に剥離しづらくできるように改良する。
【解決手段】フッ素樹脂フィルム201の例えば縁部同士を接合するにあたり、フッ素樹脂(ETFE)の繊維を織って作られた溶着用織物を、フッ素樹脂フィルム201の重ね合わせられた縁部の間に挟み込み、その状態で溶着用織物ごとフッ素樹脂フィルム201の縁部同士を溶着する。そのとき、溶着の温度は、溶着用織物を構成する繊維を形成するフッ素樹脂の融点の70℃〜85℃上とし、溶着後においても溶着用織物を構成する繊維の一部の芯が残るようにする。
(もっと読む)
積層板の製造方法
【課題】積層板材料を供給する装置部位の空間制約による設置領域の不足と材料供給作業の困難さを解消し、生産効率を高める。
【解決手段】本発明の積層板の製造方法において、ロール状多層ワーク5を複数形成する工程では、ポリイミドフィルム4b表面に帯電ロール2a,21bを接触させることによりポリイミドフィルム4b表面を摩擦によって帯電させ、帯電したポリイミドフィルム4b表面に銅箔4a,4cを接触させることにより銅箔4a,4cとポリイミドフィルム4bとを予備接着する。帯電ロール2a,21bの材質は、ポリイミドフィルム4bに対して帯電列が離れている材質である。
(もっと読む)
樹脂溶着方法
【課題】 溶着予定ラインに沿って樹脂フィルム同士を良好に溶着し得る樹脂溶着方法を提供する。
【解決手段】 樹脂フィルム11,12を介して光吸収領域2にレーザ光Lを照射し、光吸収領域2を発熱させて、溶着予定ライン5に沿って樹脂フィルム11,12を溶着する。このとき、光吸収領域2が溶着予定ライン5に沿っているので、光吸収領域2外への熱の拡散が抑制される。これにより、レーザ光Lが照射された際に、光吸収領域2の温度が効率良く上昇し、レーザ光Lの照射領域Rが通過した後も、光吸収領域2の温度が急激に低下し難くなる。更に、光吸収領域2では、幅方向における熱伝導率が厚さ方向における熱伝導率よりも大きくなっている。これにより、レーザ光Lが照射された際に、光吸収領域2の幅方向への熱の伝播が促進され、幅方向において光吸収領域2の温度が効率良く均一化される。
(もっと読む)
シート部材の接合方法及びシート接合体
【課題】異種の熱可塑性樹脂のシート部材及びつなぎ部材を接合する場合や、一方が熱硬化性樹脂のように溶けない樹脂で構成されているシート部材及びつなぎ部材を接合する場合などにおいても、レーザーを用いて良好に接合することができるシート部材の接合方法及びシート接合体を提供する。
【解決手段】シート部材10、20の端部11、12同士をつなぎ部材30を介して接合するシート部材10、20の接合方法であって、前記シート部材10、20又はつなぎ部材30の少なくとも何れか一方は、170℃での貯蔵弾性率(E’)が1.0×106 Pa未満である熱可塑性樹脂によって構成されてなり、前記シート部材10、20及びつなぎ部材30を当接させ当接部分にレーザー光Rを照射することにより互いに接合し、前記シート部材10、20及びつなぎ部材30のレーザー光Rが照射される部位の接触角は、100°未満であるシート部材10、20の接合方法。
(もっと読む)
レーザー光を用いた接合方法
【課題】意匠層を接合品の表側から視認可能にする場合に、意匠層を溶融又は分解させることなく、第1及び第2部材をレーザー光を用いて接合できるようにすることで、外観見栄えを良好にする。
【解決手段】意匠層4はレーザー光非透過性を有する。意匠層4に隣接してレーザー接合用の中間部材5を設ける。意匠層4へ向けて、該意匠層4の溶融又は分解温度を越えない所定温度となるまで該意匠層4を加熱するためのレーザー光Lを照射する。意匠層4の熱によって中間部材5を加熱する。
(もっと読む)
樹脂部材のレーザー接合方法
【課題】光吸収剤を介して樹脂部材のレーザー接合を行うに際して、照射するレーザー光の利用効率を高めつつ、しかも樹脂部材どうしの接合を良好に行いうる樹脂部材のレーザー接合方法を提供。
【解決手段】ステージ31上に2以上の樹脂部材10a、10bを載置し、該樹脂部材10a、10bを光吸収剤層20を介して接触させ、その接触面に対してステージ31と対向する方向からレーザー光50を照射して樹脂部材10a、10bを溶着させ、該樹脂部材10a、10bを接合する樹脂部材10a、10bのレーザー接合方法であって、前記ステージ31が、前記レーザー光50に対して70%以上の光反射率を有するレーザー光反射部材30を備えて構成されていることを特徴とする樹脂部材10a、10bのレーザー接合方法。
(もっと読む)
樹脂フィルムの接着方法及びこれを用いたメンブレンスイッチの作製方法
【課題】溶着すべき樹脂部材が増えても、一括して溶着作業が行なえる方法を提供する。
【解決手段】所定部分にレーザ吸収物質を付着させた第1及び第2の樹脂フィルム1、2をスペーサとなる第3の樹脂フィルム3を介して所定部分同士が対向するように密着させてレーザ光26を照射し、レーザ光26の一部を第1の樹脂フィルム1に付着させたレーザ吸収物質4に吸収させ、残部を透過させて第2の樹脂フィルム2に付着させたレーザ吸収物質4に吸収させることによりレーザ吸収物質4を発熱させ、この発熱により密着部を溶融させることにより第1の樹脂フィルム1と第2の樹脂フィルム2とを第3の樹脂フィルム3を介して密着させる。
(もっと読む)
金属箔積層体の製造方法
【課題】複数の絶縁基材からなる積層基材の両側に一対の金属箔が貼着された金属箔積層体を製造する際に、この金属箔積層体の吸湿はんだ耐熱性を改善する。
【解決手段】絶縁基材2aを複数積層した状態で加圧して一体化させることにより、積層基材2を作製する。次に、この積層基材2を熱処理する。その後、この積層基材2を一対の金属箔3A、3Bで挟み込んで加熱加圧して一体化させることにより、金属箔積層体を製造する。これにより、積層基材2の熱処理を行う前に予め複数の絶縁基材2aを互いに密着させて界面の発生を防ぐことができる。その結果、吸湿はんだ耐熱試験で絶縁基材2aの表面に膨れが生じなくなり、吸湿はんだ耐熱性に優れる金属箔積層体を得ることができる。
(もっと読む)
シート接合体の製造方法
【課題】接合強度に優れたシート接合体を簡便に作製させ得るシート接合体の製造方法を提供する。
【解決手段】帯状の積層シート10の端部11に新たな積層シート20の端部11を接合させてシート接合体1を作製するシート接合体1の製造方法であって、前記積層シート10,20の端部11どうしを突き合わせ、この突き合わせられた部分をシート状の接合部材30で被覆し、該接合部材で被覆されている箇所にレーザー光Rを照射して前記積層シート10,20の表面に前記接合部材30を溶着することによって前記接合を実施し、しかも、前記接合部材30が前記積層シート10,20以上の引張強度を有し、該接合部材30の溶着を前記積層シート10,20の片面においてのみ実施することを特徴とするシート接合体1の製造方法。
(もっと読む)
据置き型チューブシール装置
【課題】装置全体の大型化を抑制しつつ、シール時の作業性を向上することが可能で、装置全体の大型化抑制及びシール時の作業性向上の効果を比較的高い次元で両立することができる据置き型チューブシール装置を提供する。
【解決手段】装置本体10と、装置本体10に設けられ、直線状に配列された4個のチューブシール部20A〜20Dと、4個のチューブシール部におけるチューブシール動作を制御する制御部80とを備える据置き型チューブシール装置1。第3群に属するチューブシール部20Bは、チューブをシール可能な進行位置とチューブをシールできない退避位置との間を進退可能に構成されており、第1及び第2群に属するチューブシール部20A,20C,20Dは、進行位置から退避位置への退避動作ができないように構成されている。
(もっと読む)
少なくとも2枚の平板を接合する装置
【課題】一方の平板がこれの上に配置された被支持板よりも強度が高い支持板である少なくとも2枚の平板を接合する装置を提供する。
【解決手段】回転フィーダ部11によって回転される接合要素5により、カラーを有する接合要素5が、被支持板2を支持板1に押圧して、シャフト部を介して、支持板1への摩擦溶接接合が行われる。回転フィーダ部11が、この回転フィーダ部11によって加えられる軸方向の力と各送り距離とを測定して、接合要素のシャフト部が支持板1に当接すると押圧力が高まり、回転フィーダ部11を前進させる測定器14を備える。回転フィーダ部11の送り動作が、被支持板2を貫通するように調整する第1の段階と、支持板1とシャフト部との摩擦溶接を調整する第2の段階と、接合要素5の軸方向の力を支持板1に加える第3の段階の少なくとも3つの連続した接合段階によって調整されて摩擦溶接プロセスを完了させる。
(もっと読む)
複合材料のレーザ加工法
【課題】繊維強化プラスチック(FRP)、繊維強化金属(FRM)の切断、穴あけ、溶接、曲げ加工、表面処理は困難であり、また作業者の安全衛生上の問題からも、加工コストが高く、CFRP(炭素繊維強化プラスチック)などの適用拡大を阻害する要素となっている。
【解決手段】精密に切断、穴あけ、溶接、曲げなど行う場合には高出力レーザと超短パルスレーザを併用した加工装置で高速処理し、また、複合材料の溶接にはモザイク継手加工をレーザ2重切断法で精密加工したのち、強化繊維を数%から数10%含む熱硬化性・熱可塑性混合樹脂を成分とする溶加材を用いたレーザ溶接法を適用する。
(もっと読む)
21 - 40 / 132
[ Back to top ]