
国際特許分類[B29L31/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863)
国際特許分類[B29L31/00]の下位に属する分類
ベアリング (33)
ロッド,例.連結棒 (25)
回転子,固定子,ファン,タービンまたは類似品の羽根,例.スクリュープロペラ (92)
建築部材,例.レンガ,ブロック,タイル,パネル,柱,梁 (123)
チェーン (1)
フィルター,ふるいまたはスクリーン (56)
摩擦部品,例.ブレーキまたはクラッチライニング (13)
熱交換器またはその部品 (10)
燃料ブロック,例.核燃料部品
蝶番 (2)
パイプ用ジョイントまたはカップリング (21)
シール装置,例.ピストンまたはパイプジョイントを包含するもの (57)
工具,例.刃物 (6)
乗物,例.船もしくは航空機,またはその本体部品 (576)
車輪,ピニオン,プーリー,キャスターまたはローラー (251)
電気装置,例.点火プラグまたはその部品 (536)
拡声器コーン;音響ダイアフラム (3)
試験片
ブラシ (4)
家具またはその部品 (25)
ノブまたはハンドル (1)
身につけるもの (76)
スポーツ用具;ゲーム;玩具 (35)
ボール (10)
びん,ジャーまたは類似物の栓またはふた (56)
内装材またはクッション,例.車輛用内装材またはパッド (557)
多管状または多室状構造体,例.ハニカム (52)
国際特許分類[B29L31/00]に分類される特許
91 - 100 / 242
金属調化粧シートの製造方法
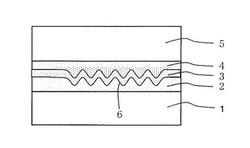
【課題】成形においても金属光沢層に問題が発生せず、層間密着性を有する、金属光沢を表現した金属調化粧シートの製造方法を提供すること。
【解決手段】熱可塑性樹脂基材、第1の接着剤層、凹凸模様を付与した金属光沢層、第2の接着剤層、透明熱可塑性樹脂表面層をこの順に設けてなる金属調化粧シートの製造方法において、熱可塑性樹脂基材となる熱可塑性樹脂シートと金属光沢層を接着剤層となる接着剤を介して積層形成する際、または透明熱可塑性樹脂表面層となる透明熱可塑性樹脂シートと金属光沢層を接着剤層となる接着剤を介して積層形成する際、前記接着剤が未硬化の状態で前記金属光沢層の表面側から賦型ロールにて前記金属光沢層に凹凸模様を施すことを特徴とする。
(もっと読む)
スパークリングワイン用のコンポジットコルク材料の栓およびその製造方法
本発明は、密接に結合し、粒度分布が異なる2つの範囲の粒体から生成される2種類のコルク凝集体からなり、2種の凝集体の間の接合表面がこれらの相互貫入によって不規則である、スパークリングワイン用のコンポジット材料から形成される栓に関する。本発明はまた、個別の成形(ピースバイピース)により2種の粒体およびそれぞれの添加剤の同時供給を行ない、型を押付けにより閉じ、次いで重合のための時間加熱する、これらの栓の製造方法に関する。用いる粒体は、通常、例えばTDIを基にする擬似プレポリマーまたはMDIベースを基にする擬似プレポリマーからなる反応性凝集剤で処理する。脱型後、未仕上栓を安定化させ、そして後に最終寸法に機械加工する。  (もっと読む)
(もっと読む)
衝撃吸収機能を有する樹脂成形品並びにその成形方法

【課題】衝撃吸収機能を有する樹脂成形品並びにその成形方法であって、エジェクタピンの設定箇所に左右されることなく、衝撃吸収機能を付与する凹溝を造形上、自由に設定できるとともに、エジェクタピンの加工コストを低減でき、しかも脱型操作を円滑に行なうことを目的とする。
【解決手段】衝撃吸収機能を付与するためにアームレスト芯材40の裏面には、車両の長手方向に沿って延びる複数列の凹溝41が形成されており、アームレスト芯材40を成形金型60で成形した後、複数のエジェクタピン64で突き上げる際、このエジェクタピン64の当接部分がどこにあっても、凹溝41を自由に設定できるように、両者が干渉する場合には、凹溝41とエジェクタピン64の先端64aを収容できる円形凹部42Aとを連通構造とすることで、凹溝41の分断を回避して良好な衝撃吸収機能を確保する。
(もっと読む)
防振装置の成形型及び製造方法
【課題】内筒の端部を上型の環状孔部から容易且つ確実に抜脱して、脱型時の作業性を確保することができる防振装置の成形型及び製造方法を提供すること。
【解決手段】内筒2の端部21が嵌入される環状孔部13が設けられた上型5と、上型5との間に中型7を挟んで型締めされる下型6とを備え、内筒2と外筒3との間に形成されたキャビティ8にゴム状弾性体の成形材料を注入充填可能に構成された成形型において、中型7は、型締め状態にて外筒3の上方に位置する内周フランジ部71を有するとともに、外筒3に外接する位置と離間する位置との間で径方向に変位可能に構成されており、型開き時には、中型7が下型6と共に下方に変位して上型5から分離した後、中型7が径方向外側に変位して外筒3から離間するように構成されている。
(もっと読む)
筒状芯体付成形品の製造方法
【課題】筒状芯体の脱型性を確保しながら端面バリを効果的に防止することができる筒状芯体付成形品の製造方法を提供すること。
【解決手段】内筒2の外周に形成されるキャビティ8に成形材料を注入充填して、内筒2にゴム弾性体4を一体成形する筒状芯体付成形品の製造方法において、内筒2の端部21の外径よりも大きい内径を有する環状孔部13に、内筒2の端部21を嵌入して直立姿勢で支持した後、キャビティ8にゴム弾性体4の成形材料を注入充填し、その成形材料により内筒2を押圧して傾動させるとともに、内筒2の径方向に対して傾斜した楕円形のシールラインSLを、内筒2の端部21と環状孔部13との界面に形成する。
(もっと読む)
キュベット
【課題】より容易に取り扱い可能であるとともに広範に適用可能なキュベットを提供する。
【解決手段】少なくとも2つのキュベット外殻部材(12)を備え、それらによって重合性の樹脂が充填路(16)を介して注入される型空洞(14)を形成することができ、さらに型空洞(14)の充填に際して脱気する空気のための排気路(42)を備えた特に射出成形によって歯科医療用の成形部材を製造するためのキュベット(10)である。排気路(42)がフィルタ要素(40)を備えていて、重合性の樹脂と接触すると同時にフィルタ要素の空気透過性が自動的に変化、特に低下する。
(もっと読む)
柄人造大理石の製造方法
【課題】多様な規格と色相の柄を表現させることが可能な柄人造大理石の製造方法を提供する。
【解決手段】位置固定されたメーンノズル2が、設定速度で移動するフィルム3上に単色又は混色のアクリル系人造大理石メーンスラリーS1を適正厚さに流出させる段階と;前記フィルムの移動方向の上部に間歇的に昇降するように取り付けられた柄スラリーノズル6が、区間移動したフィルムの上部に塗布されたメーンスラリーの底面まで下降した後、前記メーンスラリーと対比可能な有色の柄スラリーS2を所望形状にメーンスラリーに注入しながら上昇する段階と;前記メーンスラリーに柄スラリーを所望形状に注入して設計厚さになった柄人造大理石スラリーSを硬化させた後、所望規格に切断及びサンデイングして柄人造大理石を得る段階と;を含んでなる。
(もっと読む)
流体軸受装置
【課題】樹脂部を有する流体軸受装置の寸法安定性、特に軸方向の寸法安定性を向上させる
【解決手段】金属部10の外周において、樹脂部11を軸方向に配向させた。一般に、樹脂の配向方向の寸法安定性は、配向方向と直交する方向よりも優れている。従って、このように樹脂部11を軸方向に配向させることで、軸受部材9の軸方向の寸法安定性の向上を図ることができる。
(もっと読む)
防振装置の製造方法
【課題】筒状芯体の上端部近傍における空気の排出を可能とし、成形後の型抜きの問題も解消しながら、端面バリの発生を防止する。
【解決手段】筒状芯体12の上端部12Aが嵌入される環状穴部40において、入れ子型44の内周部にシールリング62を設け、該シールリングの内径D1を筒状芯体の外径D2よりも大きく設定するとともに、上端に径方向に張り出した大径部62Bを設けて該大径部を軸方向に挟持し、かつ下端部62Aの外周に隙間66を設けて、シールリング62が大径部62Bを支点として下端部62A側が軸方向Zに対して傾くように変位可能に構成した成形型30を用いて、注入孔39からキャビティ38内に成形材料20を注入し、注入された成形材料により筒状芯体12を押圧してシールリング62が傾くように変位させ、これにより軸方向Zに高低差Hのある楕円形状のシール線70を形成する。
(もっと読む)
防水パンの製造方法
【課題】RTM成形法で防水パンを成形するに際して、防水パン固定用金具を後加工で取り付ける手間を不要として、防水パン製造作業の効率化が図れるようにした防水パンの製造方法を提供する。
【解決手段】レジン・トランスファー・モールディング(RTM)成形法で、防水パン(FRP成形品)1を成形するに際して、プリフォーム部材19の角材(補強材)22に予め取り付けたナット(防水パン固定用金具)30を、第2の樹脂層25にインサートモールドする。これにより、成形が完了した防水パン1の角材22に、ナット30を後加工で取り付ける手間が不要になり、防水パン製造作業の効率化が図れるようになる。また、ナット30を後加工で角材22に取り付ける場合と比較して、第2の樹脂層25によりナット30の取り付けがより強固に補強されるようになる。
(もっと読む)
91 - 100 / 242
[ Back to top ]