
国際特許分類[B29L31/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863)
国際特許分類[B29L31/00]の下位に属する分類
ベアリング (33)
ロッド,例.連結棒 (25)
回転子,固定子,ファン,タービンまたは類似品の羽根,例.スクリュープロペラ (92)
建築部材,例.レンガ,ブロック,タイル,パネル,柱,梁 (123)
チェーン (1)
フィルター,ふるいまたはスクリーン (56)
摩擦部品,例.ブレーキまたはクラッチライニング (13)
熱交換器またはその部品 (10)
燃料ブロック,例.核燃料部品
蝶番 (2)
パイプ用ジョイントまたはカップリング (21)
シール装置,例.ピストンまたはパイプジョイントを包含するもの (57)
工具,例.刃物 (6)
乗物,例.船もしくは航空機,またはその本体部品 (576)
車輪,ピニオン,プーリー,キャスターまたはローラー (251)
電気装置,例.点火プラグまたはその部品 (536)
拡声器コーン;音響ダイアフラム (3)
試験片
ブラシ (4)
家具またはその部品 (25)
ノブまたはハンドル (1)
身につけるもの (76)
スポーツ用具;ゲーム;玩具 (35)
ボール (10)
びん,ジャーまたは類似物の栓またはふた (56)
内装材またはクッション,例.車輛用内装材またはパッド (557)
多管状または多室状構造体,例.ハニカム (52)
国際特許分類[B29L31/00]に分類される特許
151 - 160 / 242
黒鉛粒子成形体及びその製造方法
【課題】 導電性に優れ、かつ、生産性に優れた黒鉛粒子成形体を提供すること。
【解決手段】
導電性を有するメッシュを、黒鉛含有率60〜90質量%の熱硬化性樹脂組成物中に埋没するようにプレス成形し、硬化させて得られた成形体であり、導電性を有するメッシュとしては、厚さが前記成形体の厚さの5〜30%であることが好ましく、また、熱硬化性樹脂組成物を構成する黒鉛粒子の平均粒径よりも大きい目開き寸法を有するものであることが好ましい。
(もっと読む)
燃料電池セパレータ製造用金型とこの金型を用いた燃料電池セパレータの製造方法
【課題】 圧縮成形時に発生するバリが金型に固着することなく成形品と一体となって離型でき、金型の清掃が容易で、かつ成形品に巣ができ難い燃料電池セパレータ製造用金型およびこの金型を用いた燃料電池セパレータの製造方法を提供すること。
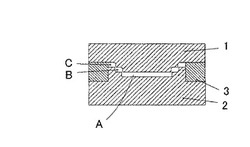
【解決手段】 本発明の燃料電池セパレータ製造用金型は、上型1と下型2もしくはそれらに加えて中型3とからなる金型であって、上型1と下型2とから形成された空間をセパレータ成形用のキャビティAとし、キャビティAの直近外周の全面に空所Bが形成され、更に空所Bの外側全周にバリ溜用空所Cが形成されたことを特徴とし、この金型を用いる本発明の燃料電池セパレータの製造方法は、黒鉛粉と熱硬化性樹脂とを混合し、粉砕して成形粉を作製し、成形粉を上記の燃料電池セパレータ製造用金型のキャビティAおよび空所Bに充填して、熱圧成形することを特徴とする。好ましくは、成形粉を予備成形した予備成形体を燃料電池セパレータ製造用金型のキャビティAおよび空所Bに装入して充填する。
(もっと読む)
冷蔵庫扉内板、冷蔵庫扉内板の成形金型装置、冷蔵庫扉内板の成形方法

【課題】 従来の冷蔵庫扉内板は、成形時型離型時無理抜き状態ではメクレ、反り又はヒネレ等が生じ抗品質の成形品を得ることができないという課題があった。
【解決手段】 この発明は、扉外板とで冷蔵庫扉本体を形成する扉内板であって、前記扉内板はポケット部を挟持する側壁部と、前記扉内板の裏面にあって前記側壁部の裏面中空肉盗み部と、この中空肉盗み部を多数分割するように所定間隔で設けた駒倒れリブ部と、前記扉外板と扉内板との間に発泡充填される断熱材を食付かせるアンダーカット挿入部を複数設けた内板平面部と、前記裏面中空肉盗み部を有する側壁部の外周縁部に設けたガスケット保持溝部とを合成樹脂材により一体に成形したことを特徴とする冷蔵庫扉内板。
バランスの良い
(もっと読む)
浴槽
【課題】 浴槽の周囲をエプロンや壁で囲わずに浴槽を浴室に設置した場合でも、浴槽の端縁部での層間剥離や、浴槽の端縁面から中間層への浴水の侵入を防止できる浴槽を提供する。
【解決手段】 全表面を化粧面6にした内側層2と表面の少なくとも一部を化粧面6にした外側層3との間に断熱性を備えた中間層4を設ける。内側層2の端縁部と外側層3の端縁部とを接着剤5で一体に連結すると共に、この接着剤5で中間層4をシールする。
(もっと読む)
人造大理石の製造方法
【課題】注型用金型成型を用いて樹脂成型品を製造する際に、成型品内部に気泡を残すことなく、成型歪みや反りが少ない人造大理石の製造方法を提供する。
【解決手段】熱硬化性樹脂に充填剤、内部離型剤、硬化剤、人造大理石柄を表現する柄材等の添加物を配合した樹脂組成物7を準備して、該樹脂組成物7を注型用金型1の注入口2から注入空間部4へ注入し、加熱硬化させて製造する人造大理石の製造方法において、上記樹脂組成物7に振動を与えながら、上記注入口2より上記注入空間部4へ注入することを特徴とする。
(もっと読む)
軟質材料による留め具の製造方法
【課題】 構成が簡素で低コストである軟質材料の留め具の製造方法の提供。
【解決手段】凹凸の結合部を有し凹留め具1と凸留め具2で構成される一対の軟質材料の留め具を成形する製造方法である。凹留め具用金型4aと凸留め具用金型4bとにおいて、各々の上金型4cおよび下金型4dの間の型内に所定量のシリコーンゴムを充填させ、この上金型4cと下金型4dの金型を閉じた後、加熱加圧して前記留め具を成形する。凹留め具用金型4aと凸留め具用金型4bは、一体の金型であるとよい。凹留め具用金型4aには入れ子6を挿入して凹留め具1を製造する。
(もっと読む)
人造大理石の製造方法
【課題】注型用金型を用いて樹脂成型品を製造する際に、成型品内部に気泡を残すことなく、成型歪みや反りが少ない人造大理石の製造方法を提供する。
【解決手段】熱硬化性樹脂に充填剤、内部離型剤、硬化剤、人造大理石柄を表現する柄材等の添加物を配合した樹脂組成物7を準備して、該樹脂組成物7を注型用金型1の注入口2から注入空間部4へ注入し、加熱硬化させて製造する人造大理石の製造方法において、上記注入空間部4へ減圧をかけながら、上記樹脂組成物7の注入作業を行うことを特徴とする。
(もっと読む)
吸盤の製造方法および吸盤ならびに車載機器
【課題】ゲル状の層と吸盤本体とが剥がれることなく一体化され、重量のある車載機器を車のダッシュボード上に安定した状態で保持できる吸盤の製造方法を提供すること。
【解決手段】 金型50、52の内部に吸盤本体14に対応した形状のキャビティ54を作る。次に、キャビティ54に射出路56から流動状態の合成樹脂材料を射出し吸盤本体14を成形する。次に、金型52を開き、吸盤本体14を得る。次に、図4(A)に示すように、共通金型50に2次金型62を合わせ、それら金型50、62の内部で取り付け面1402Aとの間にゲル状の層16に対応した形状のキャビティ64を作る。次に、図4(B)に示すように、キャビティ64に射出路66から流動状態のゲルを射出しゲル状の層16を成形する。次に、図4(C)に示すように、2次金型62を開き、共通金型50上に、ゲル状の層16と吸盤本体14からなる吸盤12を得る。
(もっと読む)
細胞培養チップおよびその製造方法
【課題】 観察槽の観察を妨げることなく、簡単な工程で観察槽または流路の形状に応じた設計の変更が容易な細胞培養チップおよびその製造方法を提供する。
【解決手段】 樹脂部12は熱硬化性樹脂により形成されている。そのため、樹脂部12は、接着剤を用いることなく自身の接着性により基板11と接着する。また、樹脂部12は金型を用いることなく形成される。そのため、観察槽21および流路22、23のパターンが複数ある場合でも、容易に成形型および細胞培養チップ10の設計を変更することができる。さらに、金型を用いないため、基板11をインサート成形する場合でも、基板11に傷や損傷を招くことはない。したがって、観察槽21の観察は妨げられることがない。
(もっと読む)
タイヤサイドケーシングおよびその製造方法
【課題】タイヤ回転時の圧縮・復元運動をスムースにする柔軟なサイドウォール部と、リムへの座りをよくする硬いビード部とを境界域が優れた耐久性を有するように一体成形するタイヤサイドケーシングおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂中に架橋エラストマーを微細分散させてなる熱可塑性エラストマーを、半径方向内側のビード部32と半径方向外側のサイドウォール部31とを互いに連通するように形成した円盤状モールド20に注入後、円盤状モールド20を熱可塑性樹脂の溶融温度以上に加熱しつつ回転させながら、前記架橋エラストマーの分散密度が前記ビード部32とサイドウォール部31とで異なる傾斜状態が形成された時点で冷却固化することを特徴とする。
(もっと読む)
151 - 160 / 242
[ Back to top ]