
表面欠陥検出・指示システムおよび表面処理の伴う加工物の製造方法

【課題】加工物の表面欠陥を自動的に検出するとともに、作業者に対して安全な環境を維持しつつ、その表面欠陥の位置を正確かつすばやく明示し、その後の表面欠陥の再加工を円滑に行わせることのできる表面欠陥検出・指示システムおよび表面処理の伴う加工物の製造方法を提供する。
【解決手段】ロボットの動作範囲内に表面処理された加工物を置いて、その加工物の表面をスキャンさせ、表面欠陥があったときには、その欠陥位置を特定する情報を記憶させておき、そのスキャン後に、加工物をロボットの動作範囲外におき、欠陥位置情報をもとに指示器がその表面欠陥の位置を光で照射することのほか、その照射した光が指し示す加工物の表面部位に対して再表面処理を行う。
【解決手段】ロボットの動作範囲内に表面処理された加工物を置いて、その加工物の表面をスキャンさせ、表面欠陥があったときには、その欠陥位置を特定する情報を記憶させておき、そのスキャン後に、加工物をロボットの動作範囲外におき、欠陥位置情報をもとに指示器がその表面欠陥の位置を光で照射することのほか、その照射した光が指し示す加工物の表面部位に対して再表面処理を行う。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、加工物の表面欠陥を検出して、その検出された表面欠陥の位置を作業者等に明示して表面欠陥を再加工させるための表面欠陥検出・指示システムおよび表面処理の伴う加工物の製造方法に関する技術である。
【背景技術】
【0002】
自動車などといった比較的大型の加工物に対して塗装を行うとき、車体表面に付着した塵/埃/塗料ミスト等の影響で、色ムラ/ブツ等の塗装欠陥を誘発する場合がある。塗装欠陥が発見されたときには、部分的に表面を削ぎ落とし、研磨するなどして手直しが行われ、その後、必要に応じて再塗装が行われる。
【0003】
大型の加工物で塗装欠陥を探す方法としては、表面光沢の変化などを捉える人間の官能的検査が主流となっているが、塗装欠陥が比較的小さいため、検査のノウハウが求められるほか、作業効率が悪く、ときには見落としもある。こういった課題は、塗装された加工物のほか、薬品等で表面処理された加工物や、研磨や成型加工された加工物についても同様のことが言える。
そこで、画像処理技術等により、そういった塗装欠陥を自動的に検出するため技術が開示されている。
【0004】
たとえば、特許文献1にて開示されている表面欠陥検出装置は、ボディ表面に対して所定の角度で光を照射する照明装置と、この照明装置によって照射され、ボディ表面で鏡面反射して入射される位置に配置されたCCDカメラとを備え、撮影された画像の中で欠陥の位置が特定されると、再塗装などの処理を行うために、孤立点の位置座標を外部出力する。
【0005】
また、特許文献2にて開示されている表面欠陥検査方法は、明暗パターンを有した光源を車の塗装面等に写し出して、カメラを介してコンピュータに画像を取り込ませ、取り込んだ画像の濃度ヒストグラムを作成し、その濃度ヒストグラムから欠陥を抽出する工程を有し、欠陥が抽出されたときには、コンピュータに予め入力した検査表面の図に欠陥とその位置をマーキングし、プリントアウトして塗装の手直し工程に送り、欠陥を手直しさせる。
【0006】
また、特許文献3にて開示されている表面欠陥認識のための方法は、光学的な測定手段の後にマーキング装置が後置されており、そのマーキング装置は、コンピュータ装置を介して制御されて可動かつ解発可能なマーキングノズルを有し、認識された重要な表面欠陥のある筒所を水溶性のインクでマーキングするものである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−132957(段落番号0012、0013の記載ほか)
【特許文献2】特開2001−059717(段落番号0011、0024の記載ほか)
【特許文献3】特表2002−508071(請求の範囲18の記載ほか)
【発明の概要】
【発明が解決しようとする課題】
【0008】
ロボットで加工物の表面欠陥を検出した後で、その欠陥の修復を行うときには、ロボットの動作範囲内に作業者を立ち入らせることが危険なため、ロボットを完全に停止させるか、加工物をロボットの動作範囲外に置く必要がある。この場合、外部出力された位置情報(特許文献1) や、コンピュータに入力された検査表面の図(特許文献2)により、表面欠陥の位置をある程度把握できるものの、その情報を元に作業者が加工物の表面を見ながら、表面欠陥を再度探さなければならないこととなる。
【0009】
また、インクで表面欠陥をマーキングしていれば(特許文献3)、その表面欠陥を再度探す手間が省けるものの、そのインクを落とすという作業が必要となるほか、インクを落としにくい箇所や、インクがついてはならない箇所にマーキングされてしまうという問題が残る。
【0010】
そこで、本発明では、加工物の表面欠陥を自動的に検出するとともに、作業者に対して安全な環境を維持しつつ、その表面欠陥の位置を正確かつすばやく明示し、その後の表面欠陥の再加工を円滑に行わせることのできる表面欠陥検出・指示システムおよび表面処理の伴う加工物の製造方法を提供する。
【課題を解決するための手段】
【0011】
本発明第1の形態による表面欠陥検出・指示システムは、加工物の表面欠陥を検出する検出器と、前記検出器の位置を操作するロボットと、前記加工物を前記ロボットの動作範囲内に置いた状態で前記検出器が前記加工物の表面をスキャンするために前記ロボットを操作するロボットコントローラと、前記検出器が前記加工物の表面欠陥を検出したときの前記表面欠陥の位置情報または表面欠陥を検出したときの前記ロボットの姿勢情報を記憶する記憶装置と、前記加工物を前記ロボットの動作範囲外に置いた状態で前記加工物の表面を指し示す光を照射する指示器と、記憶された前記表面欠陥の位置情報または前記ロボットの姿勢情報に対応する前記表面欠陥の位置に光を照射するように前記指示器が照射する光の角度を操作する指示器コントローラと、を備えることを特徴とする。
【0012】
また、本発明第2の形態による表面欠陥検出・指示システムは、第1の形態に加え、前記記憶装置または別の記憶装置に前記加工物の表面をスキャンするための前記ロボットの軌道を教示データとして記憶させ、前記教示データは前記加工物の表面と前記検出器との間の距離と角度を一定に保つように作成され、前記ロボットコントローラは記憶された前記教示データに従って前記ロボットを操作し、前記表面欠陥の位置は前記加工物の表面と前記検出器との間の距離と角度の情報と記憶された前記ロボットの姿勢情報に基づいて特定されることを特徴とする。
【0013】
また、本発明第3の形態による表面欠陥検出・指示システムは、第1の形態に加え、前記検出器の受光部は画像データを取得するカメラであって、前記記憶装置または別の記憶装置に前記検出器で表面欠陥が検出されたときの画像データを記憶させ、前記記憶装置または別の記憶装置に前記加工物の表面をスキャンするための前記ロボットの軌道を教示データとして記憶させ、前記教示データは前記加工物の表面と前記検出器との間の距離と角度を一定に保つように作成され、前記ロボットコントローラは記憶された前記教示データに従って前記ロボットを操作し、前記表面欠陥の位置は前記加工物の表面と前記検出器との間の距離と角度の情報と記憶された前記ロボットの姿勢情報と記憶された前記画像データ中に占める表面欠陥の位置に基づいて特定されることを特徴とする。
【0014】
また、本発明第4の形態による表面欠陥検出・指示システムは、第1ないし第3の形態に加え、前記検出器の受光部は画像データを取得するカメラであって、前記記憶装置または別の記憶装置に前記検出器で表面欠陥が検出されたときの画像データを記憶させ、前記画像データを画面表示させるディスプレイを更に備え、前記ディスプレイが記憶された前記画像データを画面表示させるのと合わせて前記指示器コントローラが前記画像データに対応する表面欠陥に向けて光を照射することを特徴とする。
【0015】
また、本発明第5の形態による表面処理の伴う加工物の製造方法は、第1ないし第4の形態による表面欠陥検出・指示システムを備えた加工物の製造設備において、前記加工物に対して、塗装、研磨、あるいは、薬品処理などといった表面処理を行う表面処理工程と、前記加工物を前記ロボットの動作範囲内に置いて、前記検出器が前記加工物の表面をスキャンするように前記ロボットコントローラが前記ロボットを操作し、前記検出器が前記加工物の表面欠陥を検出したときには、前記表面欠陥の位置情報または表面欠陥を検出したときの前記ロボットの姿勢情報を前記記憶装置に記憶する検査工程と、前記加工物を前記ロボットの動作範囲外に置いて、記憶された前記表面欠陥の位置情報または前記ロボットの姿勢情報に対応する前記表面欠陥の位置に光を照射するように、前記指示器コントローラが前記指示器の照射する光の角度を操作するとともに、その照射した光が指し示す前記加工物の表面部位に対して、再塗装、再研磨、あるいは、再薬品処理などといった再表面処理を行う再表面処理工程と、によって加工物の表面処理を行うことを特徴とする。
【発明の効果】
【0016】
本発明第1の形態による表面欠陥検出・指示システムおよび本発明第5の形態による表面処理の伴う加工物の製造方法によれば、ロボットの動作範囲内に表面処理された加工物を置いて、その加工物の表面をスキャンさせ、表面欠陥があったときには、その欠陥位置を特定する情報を記憶させておき、そのスキャン後に、加工物をロボットの動作範囲外におき、欠陥位置情報をもとに指示器がその表面欠陥の位置を光で照射することのほか、その照射した光が指し示す加工物の表面部位に対して再表面処理を行うため、作業者はその光をもとにして表面欠陥を容易に認識できて表面欠陥を取り除くための再表面処理がスムーズに行えるほか、加工物に対する再表面処理を、ロボットの動きなどを気にすることなく安全に行うことができる。
【0017】
また、本発明第2の形態による表面欠陥検出・指示システムによれば、加工物の表面と検出器との間の距離と角度を一定に保つようにロボットの教示データが作成され、表面欠陥の位置が、加工物の表面と検出器との間の距離と角度の情報と、欠陥を発見したときのロボットの姿勢情報に基づいて特定されるので、表面欠陥の位置をより高い精度で指し示すことができる。
【0018】
また、本発明第3の形態による表面欠陥検出・指示システムによれば、画像データを取得するカメラを検出器の受光部とし、表面欠陥が検出されたときの画像データを取得し、表面欠陥の位置が、加工物の表面と検出器との間の距離と角度の情報と、欠陥を発見したときのロボットの姿勢情報と、画像データ中に占める表面欠陥の位置に基づいて特定されるので、表面欠陥の位置を更に高い精度で指し示すことができる。
【0019】
また、本発明第4の形態による表面欠陥検出・指示システムによれば、画像データを画面表示させるディスプレイを更に備え、ディスプレイが表面欠陥に対応する画像データを画面表示させるのと合わせて、指示器が表面欠陥に光を照射するので、作業者が表面欠陥を容易に認識できる。
【図面の簡単な説明】
【0020】
【図1】実施例1による表面欠陥検出・指示システムの全体構成を示す説明図
【図2】工場内ネットワークの構成を示す説明図
【図3】検出器をロボットに取り付けたときの状態を示す説明図
【図4】検出器にて加工物の表面をスキャンしているときの状態を示す説明図
【図5】指示器の具体的構成を示す説明図
【図6】ロボットの軌道パターンの一例を示す説明図
【図7】検出器と加工物表面の位置関係を示す説明図
【発明を実施するための形態】
【実施例1】
【0021】
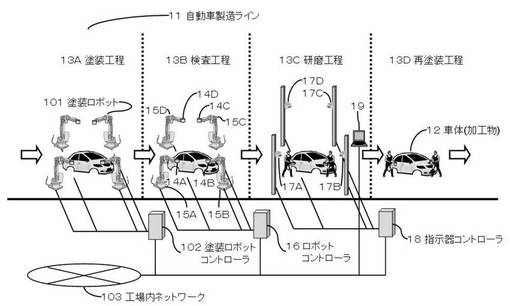
本発明の実施例1にかかる表面欠陥検出・指示システムについて説明する。図1は、実施例1による表面欠陥検出・指示システムの全体構成を示す説明図であり、自動車の製造ラインの中に表面欠陥検出・指示システムを配置したケースを想定している。
【0022】
自動車製造ライン11には、工程の一部として、加工物(車体)12の塗装工程13A、検査工程13B、研磨工程13C、再塗装工程13Dなどがある。
【0023】
塗装工程13Aは、塗装ロボット101および塗装ロボットコントローラ102によって加工物12へ塗装を施す工程であり、表面に研磨を必要とする製造ラインでは研磨工程、表面に薬品処理を必要とする製造ラインでは薬品処理工程、というように、加工物に対する表面処理を行うための工程に相当する。
【0024】
また、研磨工程13Cや再塗装工程13Dは、加工物12に塗装欠陥があるときに、その欠陥部分を除去して再塗装を施す工程であり、表面に薬品処理を必要とする製造ラインでは再薬品処理工程、というように、加工物の表面の一部に再表面処理を行うための工程に相当する。
【0025】
検査工程13Bには、加工物12の表面欠陥を検出する検出器14A〜14D(検出器14と表す場合がある)と、検出器14の位置を操作するロボット15A〜15D(ロボット15と表す場合がある)と、ロボット15を操作するロボットコントローラ16を備える。加工物12がロボット15の動作範囲内に入ったときには、検出器14が加工物12の表面をスキャンするように、ロボットコントローラ16がロボット15を動作させるようになっている。
【0026】
安全衛生の観点から、検査工程13Bのエリア内には、作業者が立ち入れないような安全防護柵のほか、作業者がみだりに立ち入ったときにロボット15を非常停止させる停止機構(インターロックガード)などが設けられる。検出器14の位置操作を多関節ロボット(たとえば、姿勢を含めた位置制御を行わせようとする場合には6軸、あるいは、さらに冗長性を持たせるために7軸以上のロボットを用いると好適である)に行わせることで、加工物12の表面が曲面などになっていたとしても、加工物12の表面と垂直で、かつ一定距離を保ちつつ検出器14を走査させることができる。また、図1のように検出器14を取り付けたロボット15を複数台設置することで、検査時間の短縮化やロボットの小型化も実現される。
【0027】
研磨工程13Cには、加工物12の表面を指し示す光を照射する指示器17A〜17D(検出器17と表す場合がある)と、表面欠陥の位置に光を照射するように、指示器17が照射する光の角度を操作する指示器コントローラ18を備える。研磨工程13Cは、ロボット15の動作範囲外に設置し、作業者が立ち入っても、ロボットと接触しないようになっている。なお、図1のように指示器17A〜17Dを複数台設置することで、光を照射するために最適な指示器を選択することができる。
【0028】
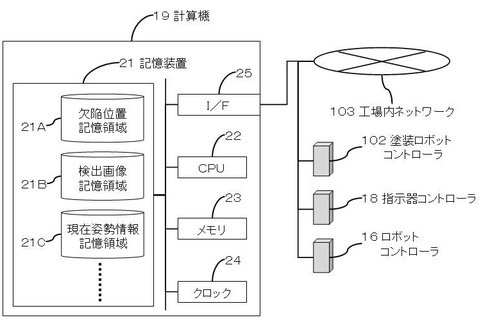
図2は、工場内ネットワークの構成を示す説明図である。これらの各工程間の処理(または、その一部の処理)は、工場内ネットワーク103と接続された計算機19にて管理する。計算機19には記憶装置21、CPU22、メモリ23、クロック24、通信I/F25をなど備え、記憶装置21には、各種記憶領域21A,21B,21C,…が確保されている。また、工場内ネットワーク103は、各工程のコントローラ16,18,102とも接続され、計算機19や各コントローラとの間で必要な情報の送受信が行われる。
【0029】
検査工程13Bにて、検出器14が加工物12の表面欠陥を検出したときには、ロボットコントローラ16がロボット15の姿勢情報を計算機19へ送信するようになっており、その姿勢情報が欠陥位置記憶領域21Aに記憶される。
表面欠陥の位置と検出器の向きは、一定値とした加工物12の表面と検出器との間の距離と角度のほか、ロボットの姿勢情報に基づいて特定されるので、そういった座標変換の処理を指示器コントローラ18などに行わせるとよい。
【0030】
また、検出器14が加工物12の表面欠陥を検出したときには、ロボットコントローラ16にて、表面欠陥の位置や検出器の向きを算出して、その算出された情報を計算機19へ送信して欠陥位置記憶領域21Aに記憶させるようにしてもよい。
【0031】
検査工程13Bにおける加工物12の表面のスキャンが終わると、加工物12は研磨工程13Cに送られる。研磨工程13Cに加工物12が入ったときには、作業者の指示により、いずれかの指示器17A〜17Dが加工物12の表面欠陥の位置を指し示すようになっており、指示器コントローラ18が計算機19にある欠陥位置記憶領域21Aの情報を読み込んで、指示器コントローラ18により指示器17の角度を調整することで、表面欠陥の位置に光を照射する。指示器17にて光を照射する範囲内には、作業者が立ち入ることになるので、指示器17が照射する光は人体への影響が少ない(JIS C 6802:2005(IEC60825-1:2001)で定める)クラス1、クラス2などのレーザポインタ等を用いるとよい。
【0032】
欠陥位置記憶領域21Aに記憶された情報が、加工物12の表面欠陥の位置をあらわすものである場合には、その位置を光が通過するように指示器17の向きを制御し、一方、欠陥位置記憶領域21Aに記憶された情報が、加工物12の表面欠陥を発見したときのロボット15の姿勢を表すものである場合には、ロボット15の姿勢情報から、表面欠陥の位置や検出器の向きを算出した後で、前述した処理を行うようにしておけばよい。
【0033】
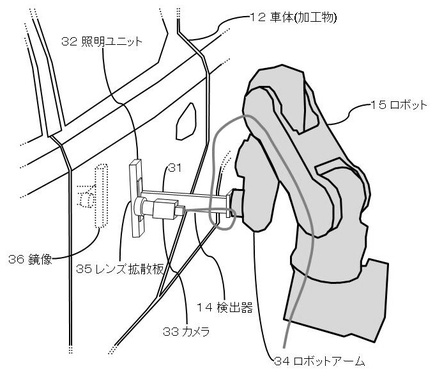
次いで、検査工程13B内にある検出器14およびロボット15等の構成をより具体的に説明する。図3は、検出器をロボットに取り付けたときの状態を示す説明図であり、図4は、検出器にて加工物の表面をスキャンしているときの状態を示す説明図である。
検出器14は、ブラケット31、照明ユニット32、カメラ33などにて構成され、照明ユニット32、カメラ33がブラケット31にて固定され、ブラケット31がロボットアーム34の先端に取り付けられる。
【0034】
照明ユニット32は紫外線を出力し、レンズ拡散板35を通って加工物12の表面を照射する。なお、加工物12の表面の状態によっては、肉眼でも検出器14の鏡像36を視認できる場合がある。
カメラ33は、検出器14の受光部の役割を果たし、画像データを取得する。また、そのレンズに紫外線通過フィルタ(図示省略)が取り付けられており、可視光線等の余分な光をフィルタリングして紫外線の像(鏡像36のうち、紫外線以外の光をカットした像)を取得するようにしてもよい。
【0035】
レンズ拡散板35が、一定間隔でスリットパターンを形成するようレンズ加工されており、カメラ33にて撮影される像は、図4(a)に示すような縞模様となる。ここで、表面欠陥がない箇所で撮影された像は、レンズ拡散板35のレンズ形状に応じた縞模様41aのみが映り、図4(b)(c)に示すように、表面欠陥がある箇所で撮影された像には、縞模様41bのほかに、反射ムラ42b、42cが映りこむこととなる。
【0036】
なお、表面欠陥を検出する方法として、次の2例を示しておく。
(例1)取得した画像と、その1フレーム前の画像とのフレーム間差分をとり、その差分画像を所定の閾値を境として二値化処理する。そうすると、表面欠陥の部分が反転されるので、二値化画像の中である程度の一定以上の大きさとなる領域の有無を(ブロブ解析などによって)調べ、そういった領域があれば、その領域を表面欠陥として識別する。
(例2)取得した画像に対して、図4の縞模様41に相当する部分をマスキングする。そうすると、表面欠陥の部分だけが明るく表示されるので、マスキングされた画像の各画素について、周囲と比べれば輝度が高ければ白、そうでなかれば黒というような、動的二値化画像を生成する。そして、二値化画像の中である程度の一定以上の大きさとなる領域の有無を(ブロブ解析などによって)調べ、そういった領域があれば、その領域を表面欠陥として識別する。
【0037】
検出器14とロボット15が一体となっているので、こういった画像処理はロボットコントローラ16に行わせるとよい。また、ロボットコントローラ16の代わりに、計算機19や図示しない他の計算機でこういった画像処理をさせても差し支えない。
【0038】
ロボット15により検出器14を操作しながら加工物12の表面をスキャンしている途中で、表面欠陥が検出された場合には、ロボットコントローラ16が欠陥を検出した検出器(14a〜14dのいずれか)を操作しているロボット(15a〜15dのいずれか)の各軸の関節角度の情報を取得して、欠陥位置記憶領域21Aなどといった工場内ネットワーク103内にある記憶装置(あるいは工場内ネットワーク103を経由してアクセスできる別の記憶装置でもよい)にその情報を記憶させる。ここで、ロボット15が複数台設置されている場合には、記憶させる情報に、欠陥を検出した検出器が取り付けられたロボット(15a〜15dのいずれか)を特定するための情報が含まれることはいうまでもない。
【0039】
あるいは、表面欠陥が検出された場合には、ロボットコントローラ16に、表面欠陥の位置(3次元空間における位置(x,y,z)および姿勢(α,β,γ))を算出させ、その位置情報を欠陥位置記憶領域21Aなどに記憶させるようにしてもよい。
【0040】
このように、表面欠陥の位置の算出は、必ずしもロボットコントローラ16に行わせる必要はなく、同じような位置算出の演算を計算機19などにて処理させるようにしてもよい。この場合、計算機19はロボットコントローラ16から、カメラ33と加工物12の表面との間でなす角度と距離、ロボット15の各軸の位置(角度)を受け取り、所要の計算により欠陥位置を求めてもよいし、計算機19はロボットコントローラ16から送られた情報を単に記憶しておくにとどめ、後述する指示器コントローラ18等に所要の計算をさせるようにしてもよい。
【0041】
こういった形態のほか、処理の分散化を図るため、図2の記憶装置21には、ロボットの姿勢情報を記憶するための現在姿勢情報記憶領域21Cを設けておき、ロボットコントローラ16が、各ロボット15a〜15dの姿勢情報を現在姿勢情報記憶領域21Cに逐一記録するようにしておくと共に、いずれかの検出器14が表面欠陥を検出したときには、ロボットコントローラ16が欠陥検出信号を計算機19に送信するようにしておき、計算機19がその欠陥検出信号を受けて、現在姿勢情報記憶領域21Cに記憶された情報を元に、表面欠陥の位置(3次元空間における位置(x,y,z)および姿勢(α,β,γ))を算出させ、その位置情報を欠陥位置記憶領域21Aなどに記憶させるようにしてもよい。
【0042】
いずれにしても、表面欠陥の位置と検出器の向きは、一定値とした加工物12の表面と検出器との間の距離と角度のほか、ロボットの姿勢情報に基づいて特定される。各ロボットの設置場所と初期姿勢、各アーム(ロボットのワーク部分となる検出器を含む)の長さ、欠陥検出時のロボットの各関節の角度、欠陥検出時の検出器と表面との間でなす角度と距離がわかれば、順運動学等により、検出器が向いた先にある加工物12の表面位置(および検出器の向き)を一意に特定することができる。従って、ロボットコントローラ16、指示器コントローラ18あるいは計算機19などのいずれかの記憶装置に、こういった物理状態量に関する情報(表面欠陥を検出したときの情報であれば、座標変換する前の情報であっても、変換した後の情報であっても構わない)を記憶させておけばよい。
【0043】
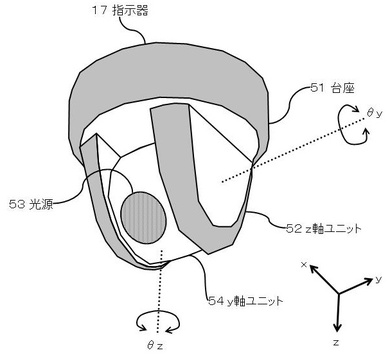
続いて、研磨工程13C内にある指示器17の構成をより具体的に説明する。指示器17は、研磨工程13C内にある柱、壁、天井などに固定される。図5は、指示器の具体的構成を示す説明図であり、図5に示されるxyz座標系にて、指示器17を天井に取り付けた場合を考えると、指示器17が、台座51とz軸ユニット52との間はθz方向に回転し、z軸ユニット52と光源53を搭載したy軸ユニット54との間はθy方向に回転する構造としたとき、指示器17の中心から(x0,y0,z0)だけ離れた位置に光を照射させるためには、
θy=tan−1(z0÷√(x02+y02)),
θz=tan−1(y0÷x0)
となるように、指示器コントローラ18が指示器17を制御すればよいことになる。
【0044】
なお、図1のように指示器17が複数ある場合には、すべての指示器17a〜17dに表面欠陥を指示させるといった方法も考えられるが、照射しようとする表面欠陥の位置によっては、影になり、あるいは、裏側から光を照射してしまうなど、表面欠陥に所望の光を照射できない指示器も存在しうる。
【0045】
このため、指示器17が表面欠陥の位置を指し示すときには、表面欠陥を検出したときの検出器14の向き(方向ベクトルa)と、各指示器17a〜17dの向き(方向ベクトルb)との内積値(=a・b÷(|a||b|) )を各指示器についてそれぞれ演算し、内積値が一番大きな値となる指示器(あるいは内積値が一定値以上となる指示器)に光を照射させるようにすればよい。
【0046】
(内積値)=a・b÷(|a||b|)にて内積を定義すれば、その値は−1から1までの実数値をとりうる。内積値が大きければ(1に近い値となっていれば)、検出器と指示器が近い向き(加工物12の表面に対して垂直に近い状態)にあるということがいえるので、表面欠陥に光を照射しやすいばかりでなく、照射される位置の誤差も抑えやすい。また、内積値が小さければ(0に近い値または負の値となっていれば)、表面欠陥に光を当てにくい位置関係にあるといえるので、そういった指示器17a〜17dについては、光を照射しないように、指示器コントローラ18がレーザ光をOFFとする制御をしてもよい。
こういった状況の下で作業者は、指示器17によって照射された光が指し示す加工物12の表面部位に対して、再塗装、再研磨、あるいは、再薬品処理などといった再表面処理を行う。
【0047】
このように、本発明の実施例1にかかる表面欠陥検出・指示システムによれば、ロボットの動作範囲内に表面処理された加工物を置いて、その加工物の表面をスキャンさせ、表面欠陥があったときには、その欠陥位置を特定する情報を記憶させておき、そのスキャン後に、加工物をロボットの動作範囲外におき、欠陥位置情報をもとに指示器がその表面欠陥の位置を光で照射することのほか、その照射した光が指し示す加工物の表面部位に対して再表面処理を行うため、作業者はその光をもとにして表面欠陥を容易に認識できて表面欠陥を取り除くための再表面処理がスムーズに行えるほか、加工物に対する再表面処理を、ロボットの動きなどを気にすることなく安全に行うことができる。
【実施例2】
【0048】
続いて、本発明の実施例2にかかる表面欠陥検出・指示システムについて説明する。実施例2では、加工物(車体)の形状(車種)に応じた、ロボットのスキャンデータの教示(ティーチング)について詳しく説明するほか、表面欠陥の位置を作業者に教示する別の形態についてもあわせて説明する。なお、実施例1で説明した図や符号をそのまま用いる場合がある。
【0049】
加工物(車体)12を自動車製造ライン11に流すに先立って、検査工程13Bに加工物12(あるいはその試作品等)を置き、検出器14が加工物12の表面をスキャンするためのロボット15の動作パターン(軌道)を生成する。
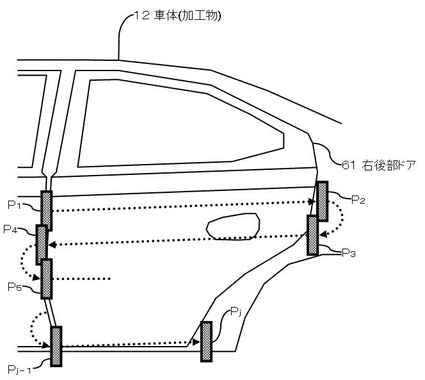
図6はロボットの軌道パターンの一例を示す説明図であり、図7は検出器と加工物表面の位置関係を示す説明図である。
図6において、加工物12のうち、右後部ドア61の表面をP1,P2,…,Pjというようにj箇所のティーチングポイントで定義し、ロボットコントローラ16によって位置決めする。
【0050】
このとき、図7で示すように照明ユニット32にて参照光を照射して、カメラ33の映像をディスプレイ(図示省略)に表示させるようにする。なお。図7(a)に示すように、検出器(照明ユニット32、カメラ33)が、加工物表面71との間で一定の距離と角度を保つようにするため、照明ユニット32によって照射された光は、加工物表面71で鏡面反射してカメラ33に入射されるように配置されている。そして、図7(b)の撮影領域72の中で検査領域73を指定し、その検査領域73の中で縞模様41が所定の位置・大きさとなるように、ティーチングポイントP1,P2,…,Pjを順次決めてゆく。
【0051】
加工物表面71が曲面であったとしても、検出器14と加工物表面71の角度をほぼ垂直となるようにティーチングポイントを定めておけば、縞模様41の形状の変化も小さく、表面欠陥の検出精度が高まるほか、検出器14と加工物表面71の距離をほぼ一定となるようにしておけば、カメラ33の焦点距離も固定できる。
【0052】
このようにして作成されたティーチングポイントP1,P2,…,Pjの情報は、教示データとしてロボットコントローラ16内部にある記憶装置(図示省略)に記憶させる。この教示データには、車種を識別するためのインデックス(たとえばファイル名などで区別できるようにする)が付され、車種ごとに記憶される。なお、ティーチングポイントP1,P2,…,Pjの情報は、計算機19の記憶装置21など、工場内ネットワーク103にある(あるいは工場内ネットワーク103を経由してアクセスできる形でもよい)別の記憶媒体に記憶させても差し支えない。
【0053】
なお、教示データの作成は、検査工程13Bに加工物12を置いた上で実測するといった方法に限られるわけではなく、加工物12の形状データをロボットシミュレータに読み込ませ、シミュレーション上で教示データを作成するようにしてもよい。この場合、ロボットシミュレータにて作成された教示データを、工場内ネットワーク103にある何らかの記憶媒体に記憶させることとなる。
【0054】
自動車製造ライン11における実際の製造の局面にあっては、加工物12が塗装されたあと、塗装工程13Aから検査工程13Bにおくられ、ロボットコントローラ16が、加工物12の形状(車種)に応じた、ロボット15の教示データを読み込んでロボット15を操作しながら、加工物12の表面をスキャンしてゆく。
なお、ロボットコントローラ16は、ティーチングポイントP1,P2,…,Pjの各ポイント間におけるカメラ33の撮影領域72を監視し、その検査領域73の中で縞模様41が所定の位置・大きさを占めるように、検出器14と加工物表面71との間の距離と角度(すなわち、ロボットの各軸の角度)が微調整されるような機能を搭載しておくとより好適である。
【0055】
ロボット15により検出器14を操作しながら加工物12の表面をスキャンしている途中で、表面欠陥が検出された場合には、ロボットコントローラ16が欠陥を検出した検出器(14a〜14dのいずれか)を操作しているロボット(15a〜15dのいずれか)の各軸の関節角度の情報を取得して、欠陥位置記憶領域21Aなどといった工場内ネットワーク103内にある記憶装置にその情報を記憶させる。
また同時に、そのときに取得したカメラ33の画像データを、工場内ネットワーク103内にある記憶装置(たとえば、記憶装置21内にある検出画像記憶領域21Bなど)に記憶させる。
【0056】
あるいは、表面欠陥が検出された場合には、ロボットコントローラ16に、各軸の関節角度と画像データに基づいて、画像データ中に占める表面欠陥位置を加味した表面欠陥の位置(3次元空間における位置(x,y,z)および姿勢(α,β,γ))を算出させ、その位置情報を欠陥位置記憶領域21Aなどに記憶させるようにしてもよい。
【0057】
このように、表面欠陥の位置の算出は、必ずしもロボットコントローラ16に行わせる必要はなく、同じような位置算出の演算を計算機19などにて処理させるようにしてもよい。この場合、計算機19はロボットコントローラ16から、カメラ33と加工物12の表面との間でなす角度と距離、ロボット15の各軸の位置(角度)のほか、画像データを受け取り、所要の計算により欠陥位置を求めてもよいし、計算機19はロボットコントローラ16から送られた情報(画像データを含む)を単に記憶しておくにとどめ、指示器コントローラ18等に所要の計算をさせるようにしてもよい。
【0058】
いずれにしても、表面欠陥の位置と検出器の向きは、一定値とした加工物12の表面と検出器との間の距離と角度のほか、ロボットの姿勢情報と画像データ中に占める表面欠陥の位置に基づいて特定される。各ロボットの設置場所と初期姿勢、各アーム(ロボットのワーク部分となる検出器を含む)の長さ、欠陥検出時のロボットの各関節の角度、欠陥検出時の検出器と加工物12の表面との間でなす角度と距離、画像データ中に占める表面欠陥の位置がわかれば、順運動学等により、検出器が向いた先にある加工物12の表面位置(および検出器の向き)と画像データ中に占める表面欠陥の位置を一意に特定することができる。従って、ロボットコントローラ16、指示器コントローラ18あるいは計算機19などのいずれかの記憶装置に、こういった物理状態量に関する情報(表面欠陥を検出したときの情報であれば、座標変換する前の情報であっても、変換した後の情報であっても構わない)と画像データを記憶させておけばよい。
【0059】
また、研磨工程13Cにはディスプレイを備えた計算機19が設置され、検出画像記憶領域21Bに記憶された画像データまたは工場内ネットワーク103を経由して入手できる画像データを画面上に表示させる。ひとつの加工物12に複数の表面欠陥がある場合には、そのディスプレイにて、画像データを含んだ表面欠陥をリスト表示させておき、作業者が確認したい画像データ(表面欠陥)を指定(選択)すると、その選択した情報が指示器コントローラ18に送られ、指示器コントローラ18が選択した画像データに対応する表面欠陥に向けて光を照射するように指示器17を制御すると、作業者が表面欠陥を容易に認識できる。
【0060】
このように、本発明の実施例2にかかる表面欠陥検出・指示システムによれば、加工物の表面と検出器との間の距離と角度を一定に保つようにロボットの教示データが作成され、表面欠陥の位置が、加工物の表面と検出器との間の距離と角度の情報と、欠陥を発見したときのロボットの姿勢情報に基づいて特定されるので、表面欠陥の位置をより高い精度で指し示すことができる。
【0061】
また、画像データを取得するカメラを検出器の受光部とし、表面欠陥が検出されたときの画像データを取得し、表面欠陥の位置が、加工物の表面と検出器との間の距離と角度の情報と、欠陥を発見したときのロボットの姿勢情報と、画像データ中に占める表面欠陥の位置に基づいて特定されるので、表面欠陥の位置を更に高い精度で指し示すことができる。
【0062】
また、画像データを画面表示させるディスプレイを更に備え、ディスプレイが表面欠陥に対応する画像データを画面表示させるのと合わせて、指示器が表面欠陥に光を照射するので、作業者が表面欠陥を容易に認識できる。
【産業上の利用可能性】
【0063】
この発明は、大型加工物の塗装結果に対する良否判定のほか、表面欠陥の検出方法を適宜変えることで、薬品等で表面処理された加工物の表面検査や、研磨や成型加工された加工物の表面検査などにも適用できる。
【符号の説明】
【0064】
11 自動車製造ライン
12 加工物(車体)
13A 塗装工程
13B 検査工程
13C 研磨工程
13D 再塗装工程
14,14A〜14D 検出器
15,15A〜15D ロボット
16 ロボットコントローラ
17,17A〜17D 指示器
18 指示器コントローラ
19 計算機
101 塗装ロボット
102 塗装ロボットコントローラ
103 工場内ネットワーク
21 記憶装置
21A 欠陥位置記憶領域
21B 検出画像記憶領域
21C 現在姿勢情報記憶領域
22 CPU
23 メモリ
24 クロック
25 通信I/F
31 ブラケット
32 照明ユニット
33 カメラ
34 ロボットアーム
35 レンズ拡散板
36 鏡像
41a,41b 縞模様
42b、42c 反射ムラ
51 台座
52 z軸ユニット
53 光源
54 y軸ユニット
61 右後部ドア
71 加工物表面
72 撮影領域
73 検査領域
【技術分野】
【0001】
この発明は、加工物の表面欠陥を検出して、その検出された表面欠陥の位置を作業者等に明示して表面欠陥を再加工させるための表面欠陥検出・指示システムおよび表面処理の伴う加工物の製造方法に関する技術である。
【背景技術】
【0002】
自動車などといった比較的大型の加工物に対して塗装を行うとき、車体表面に付着した塵/埃/塗料ミスト等の影響で、色ムラ/ブツ等の塗装欠陥を誘発する場合がある。塗装欠陥が発見されたときには、部分的に表面を削ぎ落とし、研磨するなどして手直しが行われ、その後、必要に応じて再塗装が行われる。
【0003】
大型の加工物で塗装欠陥を探す方法としては、表面光沢の変化などを捉える人間の官能的検査が主流となっているが、塗装欠陥が比較的小さいため、検査のノウハウが求められるほか、作業効率が悪く、ときには見落としもある。こういった課題は、塗装された加工物のほか、薬品等で表面処理された加工物や、研磨や成型加工された加工物についても同様のことが言える。
そこで、画像処理技術等により、そういった塗装欠陥を自動的に検出するため技術が開示されている。
【0004】
たとえば、特許文献1にて開示されている表面欠陥検出装置は、ボディ表面に対して所定の角度で光を照射する照明装置と、この照明装置によって照射され、ボディ表面で鏡面反射して入射される位置に配置されたCCDカメラとを備え、撮影された画像の中で欠陥の位置が特定されると、再塗装などの処理を行うために、孤立点の位置座標を外部出力する。
【0005】
また、特許文献2にて開示されている表面欠陥検査方法は、明暗パターンを有した光源を車の塗装面等に写し出して、カメラを介してコンピュータに画像を取り込ませ、取り込んだ画像の濃度ヒストグラムを作成し、その濃度ヒストグラムから欠陥を抽出する工程を有し、欠陥が抽出されたときには、コンピュータに予め入力した検査表面の図に欠陥とその位置をマーキングし、プリントアウトして塗装の手直し工程に送り、欠陥を手直しさせる。
【0006】
また、特許文献3にて開示されている表面欠陥認識のための方法は、光学的な測定手段の後にマーキング装置が後置されており、そのマーキング装置は、コンピュータ装置を介して制御されて可動かつ解発可能なマーキングノズルを有し、認識された重要な表面欠陥のある筒所を水溶性のインクでマーキングするものである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−132957(段落番号0012、0013の記載ほか)
【特許文献2】特開2001−059717(段落番号0011、0024の記載ほか)
【特許文献3】特表2002−508071(請求の範囲18の記載ほか)
【発明の概要】
【発明が解決しようとする課題】
【0008】
ロボットで加工物の表面欠陥を検出した後で、その欠陥の修復を行うときには、ロボットの動作範囲内に作業者を立ち入らせることが危険なため、ロボットを完全に停止させるか、加工物をロボットの動作範囲外に置く必要がある。この場合、外部出力された位置情報(特許文献1) や、コンピュータに入力された検査表面の図(特許文献2)により、表面欠陥の位置をある程度把握できるものの、その情報を元に作業者が加工物の表面を見ながら、表面欠陥を再度探さなければならないこととなる。
【0009】
また、インクで表面欠陥をマーキングしていれば(特許文献3)、その表面欠陥を再度探す手間が省けるものの、そのインクを落とすという作業が必要となるほか、インクを落としにくい箇所や、インクがついてはならない箇所にマーキングされてしまうという問題が残る。
【0010】
そこで、本発明では、加工物の表面欠陥を自動的に検出するとともに、作業者に対して安全な環境を維持しつつ、その表面欠陥の位置を正確かつすばやく明示し、その後の表面欠陥の再加工を円滑に行わせることのできる表面欠陥検出・指示システムおよび表面処理の伴う加工物の製造方法を提供する。
【課題を解決するための手段】
【0011】
本発明第1の形態による表面欠陥検出・指示システムは、加工物の表面欠陥を検出する検出器と、前記検出器の位置を操作するロボットと、前記加工物を前記ロボットの動作範囲内に置いた状態で前記検出器が前記加工物の表面をスキャンするために前記ロボットを操作するロボットコントローラと、前記検出器が前記加工物の表面欠陥を検出したときの前記表面欠陥の位置情報または表面欠陥を検出したときの前記ロボットの姿勢情報を記憶する記憶装置と、前記加工物を前記ロボットの動作範囲外に置いた状態で前記加工物の表面を指し示す光を照射する指示器と、記憶された前記表面欠陥の位置情報または前記ロボットの姿勢情報に対応する前記表面欠陥の位置に光を照射するように前記指示器が照射する光の角度を操作する指示器コントローラと、を備えることを特徴とする。
【0012】
また、本発明第2の形態による表面欠陥検出・指示システムは、第1の形態に加え、前記記憶装置または別の記憶装置に前記加工物の表面をスキャンするための前記ロボットの軌道を教示データとして記憶させ、前記教示データは前記加工物の表面と前記検出器との間の距離と角度を一定に保つように作成され、前記ロボットコントローラは記憶された前記教示データに従って前記ロボットを操作し、前記表面欠陥の位置は前記加工物の表面と前記検出器との間の距離と角度の情報と記憶された前記ロボットの姿勢情報に基づいて特定されることを特徴とする。
【0013】
また、本発明第3の形態による表面欠陥検出・指示システムは、第1の形態に加え、前記検出器の受光部は画像データを取得するカメラであって、前記記憶装置または別の記憶装置に前記検出器で表面欠陥が検出されたときの画像データを記憶させ、前記記憶装置または別の記憶装置に前記加工物の表面をスキャンするための前記ロボットの軌道を教示データとして記憶させ、前記教示データは前記加工物の表面と前記検出器との間の距離と角度を一定に保つように作成され、前記ロボットコントローラは記憶された前記教示データに従って前記ロボットを操作し、前記表面欠陥の位置は前記加工物の表面と前記検出器との間の距離と角度の情報と記憶された前記ロボットの姿勢情報と記憶された前記画像データ中に占める表面欠陥の位置に基づいて特定されることを特徴とする。
【0014】
また、本発明第4の形態による表面欠陥検出・指示システムは、第1ないし第3の形態に加え、前記検出器の受光部は画像データを取得するカメラであって、前記記憶装置または別の記憶装置に前記検出器で表面欠陥が検出されたときの画像データを記憶させ、前記画像データを画面表示させるディスプレイを更に備え、前記ディスプレイが記憶された前記画像データを画面表示させるのと合わせて前記指示器コントローラが前記画像データに対応する表面欠陥に向けて光を照射することを特徴とする。
【0015】
また、本発明第5の形態による表面処理の伴う加工物の製造方法は、第1ないし第4の形態による表面欠陥検出・指示システムを備えた加工物の製造設備において、前記加工物に対して、塗装、研磨、あるいは、薬品処理などといった表面処理を行う表面処理工程と、前記加工物を前記ロボットの動作範囲内に置いて、前記検出器が前記加工物の表面をスキャンするように前記ロボットコントローラが前記ロボットを操作し、前記検出器が前記加工物の表面欠陥を検出したときには、前記表面欠陥の位置情報または表面欠陥を検出したときの前記ロボットの姿勢情報を前記記憶装置に記憶する検査工程と、前記加工物を前記ロボットの動作範囲外に置いて、記憶された前記表面欠陥の位置情報または前記ロボットの姿勢情報に対応する前記表面欠陥の位置に光を照射するように、前記指示器コントローラが前記指示器の照射する光の角度を操作するとともに、その照射した光が指し示す前記加工物の表面部位に対して、再塗装、再研磨、あるいは、再薬品処理などといった再表面処理を行う再表面処理工程と、によって加工物の表面処理を行うことを特徴とする。
【発明の効果】
【0016】
本発明第1の形態による表面欠陥検出・指示システムおよび本発明第5の形態による表面処理の伴う加工物の製造方法によれば、ロボットの動作範囲内に表面処理された加工物を置いて、その加工物の表面をスキャンさせ、表面欠陥があったときには、その欠陥位置を特定する情報を記憶させておき、そのスキャン後に、加工物をロボットの動作範囲外におき、欠陥位置情報をもとに指示器がその表面欠陥の位置を光で照射することのほか、その照射した光が指し示す加工物の表面部位に対して再表面処理を行うため、作業者はその光をもとにして表面欠陥を容易に認識できて表面欠陥を取り除くための再表面処理がスムーズに行えるほか、加工物に対する再表面処理を、ロボットの動きなどを気にすることなく安全に行うことができる。
【0017】
また、本発明第2の形態による表面欠陥検出・指示システムによれば、加工物の表面と検出器との間の距離と角度を一定に保つようにロボットの教示データが作成され、表面欠陥の位置が、加工物の表面と検出器との間の距離と角度の情報と、欠陥を発見したときのロボットの姿勢情報に基づいて特定されるので、表面欠陥の位置をより高い精度で指し示すことができる。
【0018】
また、本発明第3の形態による表面欠陥検出・指示システムによれば、画像データを取得するカメラを検出器の受光部とし、表面欠陥が検出されたときの画像データを取得し、表面欠陥の位置が、加工物の表面と検出器との間の距離と角度の情報と、欠陥を発見したときのロボットの姿勢情報と、画像データ中に占める表面欠陥の位置に基づいて特定されるので、表面欠陥の位置を更に高い精度で指し示すことができる。
【0019】
また、本発明第4の形態による表面欠陥検出・指示システムによれば、画像データを画面表示させるディスプレイを更に備え、ディスプレイが表面欠陥に対応する画像データを画面表示させるのと合わせて、指示器が表面欠陥に光を照射するので、作業者が表面欠陥を容易に認識できる。
【図面の簡単な説明】
【0020】
【図1】実施例1による表面欠陥検出・指示システムの全体構成を示す説明図
【図2】工場内ネットワークの構成を示す説明図
【図3】検出器をロボットに取り付けたときの状態を示す説明図
【図4】検出器にて加工物の表面をスキャンしているときの状態を示す説明図
【図5】指示器の具体的構成を示す説明図
【図6】ロボットの軌道パターンの一例を示す説明図
【図7】検出器と加工物表面の位置関係を示す説明図
【発明を実施するための形態】
【実施例1】
【0021】
本発明の実施例1にかかる表面欠陥検出・指示システムについて説明する。図1は、実施例1による表面欠陥検出・指示システムの全体構成を示す説明図であり、自動車の製造ラインの中に表面欠陥検出・指示システムを配置したケースを想定している。
【0022】
自動車製造ライン11には、工程の一部として、加工物(車体)12の塗装工程13A、検査工程13B、研磨工程13C、再塗装工程13Dなどがある。
【0023】
塗装工程13Aは、塗装ロボット101および塗装ロボットコントローラ102によって加工物12へ塗装を施す工程であり、表面に研磨を必要とする製造ラインでは研磨工程、表面に薬品処理を必要とする製造ラインでは薬品処理工程、というように、加工物に対する表面処理を行うための工程に相当する。
【0024】
また、研磨工程13Cや再塗装工程13Dは、加工物12に塗装欠陥があるときに、その欠陥部分を除去して再塗装を施す工程であり、表面に薬品処理を必要とする製造ラインでは再薬品処理工程、というように、加工物の表面の一部に再表面処理を行うための工程に相当する。
【0025】
検査工程13Bには、加工物12の表面欠陥を検出する検出器14A〜14D(検出器14と表す場合がある)と、検出器14の位置を操作するロボット15A〜15D(ロボット15と表す場合がある)と、ロボット15を操作するロボットコントローラ16を備える。加工物12がロボット15の動作範囲内に入ったときには、検出器14が加工物12の表面をスキャンするように、ロボットコントローラ16がロボット15を動作させるようになっている。
【0026】
安全衛生の観点から、検査工程13Bのエリア内には、作業者が立ち入れないような安全防護柵のほか、作業者がみだりに立ち入ったときにロボット15を非常停止させる停止機構(インターロックガード)などが設けられる。検出器14の位置操作を多関節ロボット(たとえば、姿勢を含めた位置制御を行わせようとする場合には6軸、あるいは、さらに冗長性を持たせるために7軸以上のロボットを用いると好適である)に行わせることで、加工物12の表面が曲面などになっていたとしても、加工物12の表面と垂直で、かつ一定距離を保ちつつ検出器14を走査させることができる。また、図1のように検出器14を取り付けたロボット15を複数台設置することで、検査時間の短縮化やロボットの小型化も実現される。
【0027】
研磨工程13Cには、加工物12の表面を指し示す光を照射する指示器17A〜17D(検出器17と表す場合がある)と、表面欠陥の位置に光を照射するように、指示器17が照射する光の角度を操作する指示器コントローラ18を備える。研磨工程13Cは、ロボット15の動作範囲外に設置し、作業者が立ち入っても、ロボットと接触しないようになっている。なお、図1のように指示器17A〜17Dを複数台設置することで、光を照射するために最適な指示器を選択することができる。
【0028】
図2は、工場内ネットワークの構成を示す説明図である。これらの各工程間の処理(または、その一部の処理)は、工場内ネットワーク103と接続された計算機19にて管理する。計算機19には記憶装置21、CPU22、メモリ23、クロック24、通信I/F25をなど備え、記憶装置21には、各種記憶領域21A,21B,21C,…が確保されている。また、工場内ネットワーク103は、各工程のコントローラ16,18,102とも接続され、計算機19や各コントローラとの間で必要な情報の送受信が行われる。
【0029】
検査工程13Bにて、検出器14が加工物12の表面欠陥を検出したときには、ロボットコントローラ16がロボット15の姿勢情報を計算機19へ送信するようになっており、その姿勢情報が欠陥位置記憶領域21Aに記憶される。
表面欠陥の位置と検出器の向きは、一定値とした加工物12の表面と検出器との間の距離と角度のほか、ロボットの姿勢情報に基づいて特定されるので、そういった座標変換の処理を指示器コントローラ18などに行わせるとよい。
【0030】
また、検出器14が加工物12の表面欠陥を検出したときには、ロボットコントローラ16にて、表面欠陥の位置や検出器の向きを算出して、その算出された情報を計算機19へ送信して欠陥位置記憶領域21Aに記憶させるようにしてもよい。
【0031】
検査工程13Bにおける加工物12の表面のスキャンが終わると、加工物12は研磨工程13Cに送られる。研磨工程13Cに加工物12が入ったときには、作業者の指示により、いずれかの指示器17A〜17Dが加工物12の表面欠陥の位置を指し示すようになっており、指示器コントローラ18が計算機19にある欠陥位置記憶領域21Aの情報を読み込んで、指示器コントローラ18により指示器17の角度を調整することで、表面欠陥の位置に光を照射する。指示器17にて光を照射する範囲内には、作業者が立ち入ることになるので、指示器17が照射する光は人体への影響が少ない(JIS C 6802:2005(IEC60825-1:2001)で定める)クラス1、クラス2などのレーザポインタ等を用いるとよい。
【0032】
欠陥位置記憶領域21Aに記憶された情報が、加工物12の表面欠陥の位置をあらわすものである場合には、その位置を光が通過するように指示器17の向きを制御し、一方、欠陥位置記憶領域21Aに記憶された情報が、加工物12の表面欠陥を発見したときのロボット15の姿勢を表すものである場合には、ロボット15の姿勢情報から、表面欠陥の位置や検出器の向きを算出した後で、前述した処理を行うようにしておけばよい。
【0033】
次いで、検査工程13B内にある検出器14およびロボット15等の構成をより具体的に説明する。図3は、検出器をロボットに取り付けたときの状態を示す説明図であり、図4は、検出器にて加工物の表面をスキャンしているときの状態を示す説明図である。
検出器14は、ブラケット31、照明ユニット32、カメラ33などにて構成され、照明ユニット32、カメラ33がブラケット31にて固定され、ブラケット31がロボットアーム34の先端に取り付けられる。
【0034】
照明ユニット32は紫外線を出力し、レンズ拡散板35を通って加工物12の表面を照射する。なお、加工物12の表面の状態によっては、肉眼でも検出器14の鏡像36を視認できる場合がある。
カメラ33は、検出器14の受光部の役割を果たし、画像データを取得する。また、そのレンズに紫外線通過フィルタ(図示省略)が取り付けられており、可視光線等の余分な光をフィルタリングして紫外線の像(鏡像36のうち、紫外線以外の光をカットした像)を取得するようにしてもよい。
【0035】
レンズ拡散板35が、一定間隔でスリットパターンを形成するようレンズ加工されており、カメラ33にて撮影される像は、図4(a)に示すような縞模様となる。ここで、表面欠陥がない箇所で撮影された像は、レンズ拡散板35のレンズ形状に応じた縞模様41aのみが映り、図4(b)(c)に示すように、表面欠陥がある箇所で撮影された像には、縞模様41bのほかに、反射ムラ42b、42cが映りこむこととなる。
【0036】
なお、表面欠陥を検出する方法として、次の2例を示しておく。
(例1)取得した画像と、その1フレーム前の画像とのフレーム間差分をとり、その差分画像を所定の閾値を境として二値化処理する。そうすると、表面欠陥の部分が反転されるので、二値化画像の中である程度の一定以上の大きさとなる領域の有無を(ブロブ解析などによって)調べ、そういった領域があれば、その領域を表面欠陥として識別する。
(例2)取得した画像に対して、図4の縞模様41に相当する部分をマスキングする。そうすると、表面欠陥の部分だけが明るく表示されるので、マスキングされた画像の各画素について、周囲と比べれば輝度が高ければ白、そうでなかれば黒というような、動的二値化画像を生成する。そして、二値化画像の中である程度の一定以上の大きさとなる領域の有無を(ブロブ解析などによって)調べ、そういった領域があれば、その領域を表面欠陥として識別する。
【0037】
検出器14とロボット15が一体となっているので、こういった画像処理はロボットコントローラ16に行わせるとよい。また、ロボットコントローラ16の代わりに、計算機19や図示しない他の計算機でこういった画像処理をさせても差し支えない。
【0038】
ロボット15により検出器14を操作しながら加工物12の表面をスキャンしている途中で、表面欠陥が検出された場合には、ロボットコントローラ16が欠陥を検出した検出器(14a〜14dのいずれか)を操作しているロボット(15a〜15dのいずれか)の各軸の関節角度の情報を取得して、欠陥位置記憶領域21Aなどといった工場内ネットワーク103内にある記憶装置(あるいは工場内ネットワーク103を経由してアクセスできる別の記憶装置でもよい)にその情報を記憶させる。ここで、ロボット15が複数台設置されている場合には、記憶させる情報に、欠陥を検出した検出器が取り付けられたロボット(15a〜15dのいずれか)を特定するための情報が含まれることはいうまでもない。
【0039】
あるいは、表面欠陥が検出された場合には、ロボットコントローラ16に、表面欠陥の位置(3次元空間における位置(x,y,z)および姿勢(α,β,γ))を算出させ、その位置情報を欠陥位置記憶領域21Aなどに記憶させるようにしてもよい。
【0040】
このように、表面欠陥の位置の算出は、必ずしもロボットコントローラ16に行わせる必要はなく、同じような位置算出の演算を計算機19などにて処理させるようにしてもよい。この場合、計算機19はロボットコントローラ16から、カメラ33と加工物12の表面との間でなす角度と距離、ロボット15の各軸の位置(角度)を受け取り、所要の計算により欠陥位置を求めてもよいし、計算機19はロボットコントローラ16から送られた情報を単に記憶しておくにとどめ、後述する指示器コントローラ18等に所要の計算をさせるようにしてもよい。
【0041】
こういった形態のほか、処理の分散化を図るため、図2の記憶装置21には、ロボットの姿勢情報を記憶するための現在姿勢情報記憶領域21Cを設けておき、ロボットコントローラ16が、各ロボット15a〜15dの姿勢情報を現在姿勢情報記憶領域21Cに逐一記録するようにしておくと共に、いずれかの検出器14が表面欠陥を検出したときには、ロボットコントローラ16が欠陥検出信号を計算機19に送信するようにしておき、計算機19がその欠陥検出信号を受けて、現在姿勢情報記憶領域21Cに記憶された情報を元に、表面欠陥の位置(3次元空間における位置(x,y,z)および姿勢(α,β,γ))を算出させ、その位置情報を欠陥位置記憶領域21Aなどに記憶させるようにしてもよい。
【0042】
いずれにしても、表面欠陥の位置と検出器の向きは、一定値とした加工物12の表面と検出器との間の距離と角度のほか、ロボットの姿勢情報に基づいて特定される。各ロボットの設置場所と初期姿勢、各アーム(ロボットのワーク部分となる検出器を含む)の長さ、欠陥検出時のロボットの各関節の角度、欠陥検出時の検出器と表面との間でなす角度と距離がわかれば、順運動学等により、検出器が向いた先にある加工物12の表面位置(および検出器の向き)を一意に特定することができる。従って、ロボットコントローラ16、指示器コントローラ18あるいは計算機19などのいずれかの記憶装置に、こういった物理状態量に関する情報(表面欠陥を検出したときの情報であれば、座標変換する前の情報であっても、変換した後の情報であっても構わない)を記憶させておけばよい。
【0043】
続いて、研磨工程13C内にある指示器17の構成をより具体的に説明する。指示器17は、研磨工程13C内にある柱、壁、天井などに固定される。図5は、指示器の具体的構成を示す説明図であり、図5に示されるxyz座標系にて、指示器17を天井に取り付けた場合を考えると、指示器17が、台座51とz軸ユニット52との間はθz方向に回転し、z軸ユニット52と光源53を搭載したy軸ユニット54との間はθy方向に回転する構造としたとき、指示器17の中心から(x0,y0,z0)だけ離れた位置に光を照射させるためには、
θy=tan−1(z0÷√(x02+y02)),
θz=tan−1(y0÷x0)
となるように、指示器コントローラ18が指示器17を制御すればよいことになる。
【0044】
なお、図1のように指示器17が複数ある場合には、すべての指示器17a〜17dに表面欠陥を指示させるといった方法も考えられるが、照射しようとする表面欠陥の位置によっては、影になり、あるいは、裏側から光を照射してしまうなど、表面欠陥に所望の光を照射できない指示器も存在しうる。
【0045】
このため、指示器17が表面欠陥の位置を指し示すときには、表面欠陥を検出したときの検出器14の向き(方向ベクトルa)と、各指示器17a〜17dの向き(方向ベクトルb)との内積値(=a・b÷(|a||b|) )を各指示器についてそれぞれ演算し、内積値が一番大きな値となる指示器(あるいは内積値が一定値以上となる指示器)に光を照射させるようにすればよい。
【0046】
(内積値)=a・b÷(|a||b|)にて内積を定義すれば、その値は−1から1までの実数値をとりうる。内積値が大きければ(1に近い値となっていれば)、検出器と指示器が近い向き(加工物12の表面に対して垂直に近い状態)にあるということがいえるので、表面欠陥に光を照射しやすいばかりでなく、照射される位置の誤差も抑えやすい。また、内積値が小さければ(0に近い値または負の値となっていれば)、表面欠陥に光を当てにくい位置関係にあるといえるので、そういった指示器17a〜17dについては、光を照射しないように、指示器コントローラ18がレーザ光をOFFとする制御をしてもよい。
こういった状況の下で作業者は、指示器17によって照射された光が指し示す加工物12の表面部位に対して、再塗装、再研磨、あるいは、再薬品処理などといった再表面処理を行う。
【0047】
このように、本発明の実施例1にかかる表面欠陥検出・指示システムによれば、ロボットの動作範囲内に表面処理された加工物を置いて、その加工物の表面をスキャンさせ、表面欠陥があったときには、その欠陥位置を特定する情報を記憶させておき、そのスキャン後に、加工物をロボットの動作範囲外におき、欠陥位置情報をもとに指示器がその表面欠陥の位置を光で照射することのほか、その照射した光が指し示す加工物の表面部位に対して再表面処理を行うため、作業者はその光をもとにして表面欠陥を容易に認識できて表面欠陥を取り除くための再表面処理がスムーズに行えるほか、加工物に対する再表面処理を、ロボットの動きなどを気にすることなく安全に行うことができる。
【実施例2】
【0048】
続いて、本発明の実施例2にかかる表面欠陥検出・指示システムについて説明する。実施例2では、加工物(車体)の形状(車種)に応じた、ロボットのスキャンデータの教示(ティーチング)について詳しく説明するほか、表面欠陥の位置を作業者に教示する別の形態についてもあわせて説明する。なお、実施例1で説明した図や符号をそのまま用いる場合がある。
【0049】
加工物(車体)12を自動車製造ライン11に流すに先立って、検査工程13Bに加工物12(あるいはその試作品等)を置き、検出器14が加工物12の表面をスキャンするためのロボット15の動作パターン(軌道)を生成する。
図6はロボットの軌道パターンの一例を示す説明図であり、図7は検出器と加工物表面の位置関係を示す説明図である。
図6において、加工物12のうち、右後部ドア61の表面をP1,P2,…,Pjというようにj箇所のティーチングポイントで定義し、ロボットコントローラ16によって位置決めする。
【0050】
このとき、図7で示すように照明ユニット32にて参照光を照射して、カメラ33の映像をディスプレイ(図示省略)に表示させるようにする。なお。図7(a)に示すように、検出器(照明ユニット32、カメラ33)が、加工物表面71との間で一定の距離と角度を保つようにするため、照明ユニット32によって照射された光は、加工物表面71で鏡面反射してカメラ33に入射されるように配置されている。そして、図7(b)の撮影領域72の中で検査領域73を指定し、その検査領域73の中で縞模様41が所定の位置・大きさとなるように、ティーチングポイントP1,P2,…,Pjを順次決めてゆく。
【0051】
加工物表面71が曲面であったとしても、検出器14と加工物表面71の角度をほぼ垂直となるようにティーチングポイントを定めておけば、縞模様41の形状の変化も小さく、表面欠陥の検出精度が高まるほか、検出器14と加工物表面71の距離をほぼ一定となるようにしておけば、カメラ33の焦点距離も固定できる。
【0052】
このようにして作成されたティーチングポイントP1,P2,…,Pjの情報は、教示データとしてロボットコントローラ16内部にある記憶装置(図示省略)に記憶させる。この教示データには、車種を識別するためのインデックス(たとえばファイル名などで区別できるようにする)が付され、車種ごとに記憶される。なお、ティーチングポイントP1,P2,…,Pjの情報は、計算機19の記憶装置21など、工場内ネットワーク103にある(あるいは工場内ネットワーク103を経由してアクセスできる形でもよい)別の記憶媒体に記憶させても差し支えない。
【0053】
なお、教示データの作成は、検査工程13Bに加工物12を置いた上で実測するといった方法に限られるわけではなく、加工物12の形状データをロボットシミュレータに読み込ませ、シミュレーション上で教示データを作成するようにしてもよい。この場合、ロボットシミュレータにて作成された教示データを、工場内ネットワーク103にある何らかの記憶媒体に記憶させることとなる。
【0054】
自動車製造ライン11における実際の製造の局面にあっては、加工物12が塗装されたあと、塗装工程13Aから検査工程13Bにおくられ、ロボットコントローラ16が、加工物12の形状(車種)に応じた、ロボット15の教示データを読み込んでロボット15を操作しながら、加工物12の表面をスキャンしてゆく。
なお、ロボットコントローラ16は、ティーチングポイントP1,P2,…,Pjの各ポイント間におけるカメラ33の撮影領域72を監視し、その検査領域73の中で縞模様41が所定の位置・大きさを占めるように、検出器14と加工物表面71との間の距離と角度(すなわち、ロボットの各軸の角度)が微調整されるような機能を搭載しておくとより好適である。
【0055】
ロボット15により検出器14を操作しながら加工物12の表面をスキャンしている途中で、表面欠陥が検出された場合には、ロボットコントローラ16が欠陥を検出した検出器(14a〜14dのいずれか)を操作しているロボット(15a〜15dのいずれか)の各軸の関節角度の情報を取得して、欠陥位置記憶領域21Aなどといった工場内ネットワーク103内にある記憶装置にその情報を記憶させる。
また同時に、そのときに取得したカメラ33の画像データを、工場内ネットワーク103内にある記憶装置(たとえば、記憶装置21内にある検出画像記憶領域21Bなど)に記憶させる。
【0056】
あるいは、表面欠陥が検出された場合には、ロボットコントローラ16に、各軸の関節角度と画像データに基づいて、画像データ中に占める表面欠陥位置を加味した表面欠陥の位置(3次元空間における位置(x,y,z)および姿勢(α,β,γ))を算出させ、その位置情報を欠陥位置記憶領域21Aなどに記憶させるようにしてもよい。
【0057】
このように、表面欠陥の位置の算出は、必ずしもロボットコントローラ16に行わせる必要はなく、同じような位置算出の演算を計算機19などにて処理させるようにしてもよい。この場合、計算機19はロボットコントローラ16から、カメラ33と加工物12の表面との間でなす角度と距離、ロボット15の各軸の位置(角度)のほか、画像データを受け取り、所要の計算により欠陥位置を求めてもよいし、計算機19はロボットコントローラ16から送られた情報(画像データを含む)を単に記憶しておくにとどめ、指示器コントローラ18等に所要の計算をさせるようにしてもよい。
【0058】
いずれにしても、表面欠陥の位置と検出器の向きは、一定値とした加工物12の表面と検出器との間の距離と角度のほか、ロボットの姿勢情報と画像データ中に占める表面欠陥の位置に基づいて特定される。各ロボットの設置場所と初期姿勢、各アーム(ロボットのワーク部分となる検出器を含む)の長さ、欠陥検出時のロボットの各関節の角度、欠陥検出時の検出器と加工物12の表面との間でなす角度と距離、画像データ中に占める表面欠陥の位置がわかれば、順運動学等により、検出器が向いた先にある加工物12の表面位置(および検出器の向き)と画像データ中に占める表面欠陥の位置を一意に特定することができる。従って、ロボットコントローラ16、指示器コントローラ18あるいは計算機19などのいずれかの記憶装置に、こういった物理状態量に関する情報(表面欠陥を検出したときの情報であれば、座標変換する前の情報であっても、変換した後の情報であっても構わない)と画像データを記憶させておけばよい。
【0059】
また、研磨工程13Cにはディスプレイを備えた計算機19が設置され、検出画像記憶領域21Bに記憶された画像データまたは工場内ネットワーク103を経由して入手できる画像データを画面上に表示させる。ひとつの加工物12に複数の表面欠陥がある場合には、そのディスプレイにて、画像データを含んだ表面欠陥をリスト表示させておき、作業者が確認したい画像データ(表面欠陥)を指定(選択)すると、その選択した情報が指示器コントローラ18に送られ、指示器コントローラ18が選択した画像データに対応する表面欠陥に向けて光を照射するように指示器17を制御すると、作業者が表面欠陥を容易に認識できる。
【0060】
このように、本発明の実施例2にかかる表面欠陥検出・指示システムによれば、加工物の表面と検出器との間の距離と角度を一定に保つようにロボットの教示データが作成され、表面欠陥の位置が、加工物の表面と検出器との間の距離と角度の情報と、欠陥を発見したときのロボットの姿勢情報に基づいて特定されるので、表面欠陥の位置をより高い精度で指し示すことができる。
【0061】
また、画像データを取得するカメラを検出器の受光部とし、表面欠陥が検出されたときの画像データを取得し、表面欠陥の位置が、加工物の表面と検出器との間の距離と角度の情報と、欠陥を発見したときのロボットの姿勢情報と、画像データ中に占める表面欠陥の位置に基づいて特定されるので、表面欠陥の位置を更に高い精度で指し示すことができる。
【0062】
また、画像データを画面表示させるディスプレイを更に備え、ディスプレイが表面欠陥に対応する画像データを画面表示させるのと合わせて、指示器が表面欠陥に光を照射するので、作業者が表面欠陥を容易に認識できる。
【産業上の利用可能性】
【0063】
この発明は、大型加工物の塗装結果に対する良否判定のほか、表面欠陥の検出方法を適宜変えることで、薬品等で表面処理された加工物の表面検査や、研磨や成型加工された加工物の表面検査などにも適用できる。
【符号の説明】
【0064】
11 自動車製造ライン
12 加工物(車体)
13A 塗装工程
13B 検査工程
13C 研磨工程
13D 再塗装工程
14,14A〜14D 検出器
15,15A〜15D ロボット
16 ロボットコントローラ
17,17A〜17D 指示器
18 指示器コントローラ
19 計算機
101 塗装ロボット
102 塗装ロボットコントローラ
103 工場内ネットワーク
21 記憶装置
21A 欠陥位置記憶領域
21B 検出画像記憶領域
21C 現在姿勢情報記憶領域
22 CPU
23 メモリ
24 クロック
25 通信I/F
31 ブラケット
32 照明ユニット
33 カメラ
34 ロボットアーム
35 レンズ拡散板
36 鏡像
41a,41b 縞模様
42b、42c 反射ムラ
51 台座
52 z軸ユニット
53 光源
54 y軸ユニット
61 右後部ドア
71 加工物表面
72 撮影領域
73 検査領域
【特許請求の範囲】
【請求項1】
加工物の表面欠陥を検出する検出器と、
前記検出器の位置を操作するロボットと、
前記加工物を前記ロボットの動作範囲内に置いた状態で前記検出器が前記加工物の表面をスキャンするために前記ロボットを操作するロボットコントローラと、
前記検出器が前記加工物の表面欠陥を検出したときの前記表面欠陥の位置情報または表面欠陥を検出したときの前記ロボットの姿勢情報を記憶する記憶装置と、
前記加工物を前記ロボットの動作範囲外に置いた状態で前記加工物の表面を指し示す光を照射する指示器と、
記憶された前記表面欠陥の位置情報または前記ロボットの姿勢情報に対応する前記表面欠陥の位置に光を照射するように前記指示器が照射する光の角度を操作する指示器コントローラと、
を備える表面欠陥検出・指示システム。
【請求項2】
前記記憶装置または別の記憶装置に前記加工物の表面をスキャンするための前記ロボットの軌道を教示データとして記憶させ、
前記教示データは前記加工物の表面と前記検出器との間の距離と角度を一定に保つように作成され、
前記ロボットコントローラは記憶された前記教示データに従って前記ロボットを操作し、
前記表面欠陥の位置は前記加工物の表面と前記検出器との間の距離と角度の情報と記憶された前記ロボットの姿勢情報に基づいて特定される
ことを特徴とする請求項1に記載の表面欠陥検出・指示システム。
【請求項3】
前記検出器の受光部は画像データを取得するカメラであって、
前記記憶装置または別の記憶装置に前記検出器で表面欠陥が検出されたときの画像データを記憶させ、
前記記憶装置または別の記憶装置に前記加工物の表面をスキャンするための前記ロボットの軌道を教示データとして記憶させ、
前記教示データは前記加工物の表面と前記検出器との間の距離と角度を一定に保つように作成され、
前記ロボットコントローラは記憶された前記教示データに従って前記ロボットを操作し、
前記表面欠陥の位置は前記加工物の表面と前記検出器との間の距離と角度の情報と記憶された前記ロボットの姿勢情報と記憶された前記画像データ中に占める表面欠陥の位置に基づいて特定される
ことを特徴とする請求項1に記載の表面欠陥検出・指示システム。
【請求項4】
前記検出器の受光部は画像データを取得するカメラであって、
前記記憶装置または別の記憶装置に前記検出器で表面欠陥が検出されたときの画像データを記憶させ、
前記画像データを画面表示させるディスプレイを更に備え、
前記ディスプレイが記憶された前記画像データを画面表示させるのと合わせて前記指示器コントローラが前記画像データに対応する表面欠陥に向けて光を照射する
ことを特徴とする請求項1ないし請求項3のいずれかに記載の表面欠陥検出・指示システム。
【請求項5】
請求項1ないし請求項4のいずれかに記載の表面欠陥検出・指示システムを備えた加工物の製造設備において、
前記加工物に対して、塗装、研磨、あるいは、薬品処理などといった表面処理を行う表面処理工程と、
前記加工物を前記ロボットの動作範囲内に置いて、前記検出器が前記加工物の表面をスキャンするように前記ロボットコントローラが前記ロボットを操作し、前記検出器が前記加工物の表面欠陥を検出したときには、前記表面欠陥の位置情報または表面欠陥を検出したときの前記ロボットの姿勢情報を前記記憶装置に記憶する検査工程と、
前記加工物を前記ロボットの動作範囲外に置いて、記憶された前記表面欠陥の位置情報または前記ロボットの姿勢情報に対応する前記表面欠陥の位置に光を照射するように、前記指示器コントローラが前記指示器の照射する光の角度を操作するとともに、その照射した光が指し示す前記加工物の表面部位に対して、再塗装、再研磨、あるいは、再薬品処理などといった再表面処理を行う再表面処理工程と、
によって加工物の表面処理を行うことを特徴とする表面処理の伴う加工物の製造方法。
【請求項1】
加工物の表面欠陥を検出する検出器と、
前記検出器の位置を操作するロボットと、
前記加工物を前記ロボットの動作範囲内に置いた状態で前記検出器が前記加工物の表面をスキャンするために前記ロボットを操作するロボットコントローラと、
前記検出器が前記加工物の表面欠陥を検出したときの前記表面欠陥の位置情報または表面欠陥を検出したときの前記ロボットの姿勢情報を記憶する記憶装置と、
前記加工物を前記ロボットの動作範囲外に置いた状態で前記加工物の表面を指し示す光を照射する指示器と、
記憶された前記表面欠陥の位置情報または前記ロボットの姿勢情報に対応する前記表面欠陥の位置に光を照射するように前記指示器が照射する光の角度を操作する指示器コントローラと、
を備える表面欠陥検出・指示システム。
【請求項2】
前記記憶装置または別の記憶装置に前記加工物の表面をスキャンするための前記ロボットの軌道を教示データとして記憶させ、
前記教示データは前記加工物の表面と前記検出器との間の距離と角度を一定に保つように作成され、
前記ロボットコントローラは記憶された前記教示データに従って前記ロボットを操作し、
前記表面欠陥の位置は前記加工物の表面と前記検出器との間の距離と角度の情報と記憶された前記ロボットの姿勢情報に基づいて特定される
ことを特徴とする請求項1に記載の表面欠陥検出・指示システム。
【請求項3】
前記検出器の受光部は画像データを取得するカメラであって、
前記記憶装置または別の記憶装置に前記検出器で表面欠陥が検出されたときの画像データを記憶させ、
前記記憶装置または別の記憶装置に前記加工物の表面をスキャンするための前記ロボットの軌道を教示データとして記憶させ、
前記教示データは前記加工物の表面と前記検出器との間の距離と角度を一定に保つように作成され、
前記ロボットコントローラは記憶された前記教示データに従って前記ロボットを操作し、
前記表面欠陥の位置は前記加工物の表面と前記検出器との間の距離と角度の情報と記憶された前記ロボットの姿勢情報と記憶された前記画像データ中に占める表面欠陥の位置に基づいて特定される
ことを特徴とする請求項1に記載の表面欠陥検出・指示システム。
【請求項4】
前記検出器の受光部は画像データを取得するカメラであって、
前記記憶装置または別の記憶装置に前記検出器で表面欠陥が検出されたときの画像データを記憶させ、
前記画像データを画面表示させるディスプレイを更に備え、
前記ディスプレイが記憶された前記画像データを画面表示させるのと合わせて前記指示器コントローラが前記画像データに対応する表面欠陥に向けて光を照射する
ことを特徴とする請求項1ないし請求項3のいずれかに記載の表面欠陥検出・指示システム。
【請求項5】
請求項1ないし請求項4のいずれかに記載の表面欠陥検出・指示システムを備えた加工物の製造設備において、
前記加工物に対して、塗装、研磨、あるいは、薬品処理などといった表面処理を行う表面処理工程と、
前記加工物を前記ロボットの動作範囲内に置いて、前記検出器が前記加工物の表面をスキャンするように前記ロボットコントローラが前記ロボットを操作し、前記検出器が前記加工物の表面欠陥を検出したときには、前記表面欠陥の位置情報または表面欠陥を検出したときの前記ロボットの姿勢情報を前記記憶装置に記憶する検査工程と、
前記加工物を前記ロボットの動作範囲外に置いて、記憶された前記表面欠陥の位置情報または前記ロボットの姿勢情報に対応する前記表面欠陥の位置に光を照射するように、前記指示器コントローラが前記指示器の照射する光の角度を操作するとともに、その照射した光が指し示す前記加工物の表面部位に対して、再塗装、再研磨、あるいは、再薬品処理などといった再表面処理を行う再表面処理工程と、
によって加工物の表面処理を行うことを特徴とする表面処理の伴う加工物の製造方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−141223(P2012−141223A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2010−294511(P2010−294511)
【出願日】平成22年12月29日(2010.12.29)
【出願人】(399076312)安川情報システム株式会社 (77)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成22年12月29日(2010.12.29)
【出願人】(399076312)安川情報システム株式会社 (77)
【Fターム(参考)】
[ Back to top ]