
Fターム[3B154DA30]の内容
Fターム[3B154DA30]に分類される特許
21 - 40 / 141
ファンシーヤーンの特徴付け方法

【課題】 ファンシーヤーンの個々のスラブの連続をわかり易く表示する。
【解決手段】 ファンシーヤーン(9)の特徴付け方法により、ファンシーヤーンの少なくとも一つの特性を前記ファンシーヤーンの長手方向(x)に沿ってスキャンし、前記スキャンの値を評価し、前記評価の結果を出力する。評価の少なくとも一つの結果がグラフ表示の形で出力される。グラフ表示がカラムチャートまたは棒グラフであり、そのカラム又は棒が、ファンシーヤーンのスラブ(92)に対応せしめられ、かつそれぞれ少なくとも二つの要素から構成される。その際第一の要素の長さまたは面積がそれぞれのスラブ(92)の特性(LE)を示し、第二の要素の長さまたは面積が隣接するベース糸(91)の特性(LS)を示す。
(もっと読む)
積層物品の製造方法

【課題】積層体と該積層体に部分的に接合された表層シートを有する積層物品を製造するに際し、表層シートにたわみやしわが発生することを防止することができると共に、レーザー光による加工が、前記積層体における表層シートの対向面に対して悪影響を与えることも防止することができる、積層物品の製造方法を提供すること。
【解決手段】本発明の積層物品の製造方法は、複数のシートが積層一体化された積層体と、該積層体上に、部分的に接合された状態で配されている表層シートとを有する積層物品の製造方法であり、複数のシートが積層一体化された積層体6A上に表層シート7Aを重ねた構成を有する被加工体1Aにおける、表層シート7Aが積層体6Aに接合されていない部分76に対して、該表層シート7A側からレーザー光Rを照射し、該表層シート7Aのみに開孔加工、切断加工又はミシン目加工を施す工程を具備する。
(もっと読む)
布接着装置、及び接着プログラム
【課題】安定的に布に接着剤を塗布し、布と布とを適切に接着することができる布接着装置、及び接着プログラムを提供する。
【解決手段】布接着装置は、ペダルの踏み込み量から、布の移送速度を特定する(S13)。布接着装置は、作業者が予め設定した接着剤の厚さ、ノズルの吐出口の幅、及び移送速度から、ギアポンプの回転速度を特定する(S14)。布接着装置は、ギアポンプの回転速度が、ギアポンプを駆動するモータが許容できる最大の回転速度を超えた場合(S19:YES)、作業者が設定した接着剤の厚さで布に接着剤を塗布できるように、ギアポンプ、上移送ローラ及び下移送ローラの回転速度を修正する(S21,S23)。ギアポンプの回転速度は、モータが許容できる最大の回転速度に修正するので、ギアポンプは安定的に駆動し、接着剤は安定的にノズルから吐出する(S41)。
(もっと読む)
一軸布又は多軸布を製造するための装置および方法
【課題】繊維帯の切断時に張力差を極力小さいものに抑えることを目的とする。
【解決手段】繊維帯から一軸布又は多軸布を製造するための装置(1)および方法であって、この装置(1)は前記繊維帯(6)を供給するための供給装置(7)と前記繊維帯(6)を所定長さに切断するための切断装置(9)と並置された前記繊維帯(6)の少なくとも1層を接合機構へと移送するための移送機構(2、3)と前記切断された前記繊維帯を前記移送機構(2、3)上に載置するための搬送機構とを有し、前記切断装置(9)が切刃(12)を備えた刃物(10)を有し、該切刃(12)がその延設方向で変位可能である。
(もっと読む)
繊維製布帛の蒸気処理装置及び同処理方法
【課題】繊維製布帛に高圧蒸気噴出ノズルにより高圧蒸気を噴射させることにより多様な処理をするための効率的且つ省力化可能な繊維製布帛の連続処理装置と同装置を使った処理方法を提供する。
【解決手段】繊維製布帛の連続処理は、多孔性エンドレスベルトにより搬送される繊維製布帛Fに向けて高圧蒸気を噴射する高圧蒸気噴出ノズル10の、前記多孔性エンドレスベルトを挟んだ対向位置に吸引ボックス40が配される。このとき、前記吸引ボックスの蒸気吸引開口を前記高圧蒸気噴出ノズル10の蒸気噴出ノズル孔列に正対させずに両者の位置をベルト進行方向の前後の少なくともいずれかに偏位させて配置する。
(もっと読む)
炭素繊維束の選別方法及びプリプレグの製造方法
【課題】
実質的に繊維割れのない優れたプリプレグを製造するのに有用な炭素繊維束を効率的に選別する方法、及びこの選別方法により選別された炭素繊維束を使用するプリプレグの製造方法を提供する。
【解決手段】
炭素繊維束を提供する工程(1)、及び前記炭素繊維束を繊維方向に張力5〜20Nで引張って固定し、該炭素繊維束に対し、振動数10〜15Hzで往復動する衝打手段を5〜10秒間当接させるか、又は振動数10〜15Hzで振動する振動手段を5〜10秒間接触させる工程(2)を有し、工程(2)の後、炭素繊維束において、フィラメント糸条間に幅1mm以上かつ長さ50mm以上の割れが認められない場合、該炭素繊維束をプリプレグ用強化繊維として採用する、炭素繊維束の選別方法、並びに、前記炭素繊維束の選別方法に従って炭素繊維束を選別する工程(I)、及び、工程(I)で選別した炭素繊維束を開繊し、開繊した炭素繊維に、架橋性樹脂を含有する樹脂組成物を含浸させて、プリプレグを得る工程(IIa)、又は、工程(I)で選別した炭素繊維束を開繊し、開繊した炭素繊維に、シクロオレフィンモノマー及びメタセシス重合触媒を含有する重合性組成物を含浸させ、該重合性組成物を塊状重合させることにより、プリプレグを得る工程(IIb)を有する、プリプレグの製造方法。
(もっと読む)
繊維片製造方法
【課題】長い繊維を高収率かつ狭い長さ分布で切断することで、短繊維を簡単に作製すること。
【解決手段】電界紡糸繊維のような切断すべき長繊維を、何れもこの長繊維の貧溶媒である二つの液体相の界面に置く。次に、図に示すように、界面に位置している長繊維をホモジナイザー中にあるような回転刃で切断する。
(もっと読む)
加圧スチーム処理装置
【課題】スチームの漏出を最小限に抑えるとともに、糸条の損傷や毛羽の発生、および断糸を抑制することができる加圧スチーム処理装置を提供すること。
【解決手段】加圧スチーム処理部の前後にラビリンスシール部を備える糸条の加圧スチーム処理装置において、当該ラビリンスシール内部に、糸条の走行面の上方および下方に糸条を挟み込むように、複数個のラビリンスローラーを配置する。
(もっと読む)
シール部材の製造方法
【課題】無機質繊維マットの不要部分を取り除く作業について、その作業性を改善することができる打抜板を用いたシール部材の製造方法を提供すること。
【解決手段】打抜板11を用いて無機質繊維マット31から打ち抜き加工により排ガス処理体用のシール部材34を製造する。打抜板11を用いて無機質繊維マットを打ち抜く際に、第1打抜刃14、第3打抜刃16により複数のシール部材を形成し、第2打抜刃15により連結部で連続する枠状の不要部分を形成する。この打ち抜き加工された無機質繊維マットを、枠状の不要部分の内側に形成された複数のシール部材を取り囲んだ状態で搬送し、枠状の不要部分から連結部を引き裂くことにより、分割された不要部分を取り除く。
(もっと読む)
ガラス繊維束の検査装置及び検査方法
【課題】昨今の高密度プリント配線板の原材料となる直径が3μmより大きく7μm以下程度の極細ガラス繊維モノフィラメントにも対応可能なガラス繊維束の検査装置を提供する。
【解決手段】複数のモノフィラメントを集束してなるガラス繊維束Xの検査装置100であって、進行中のガラス繊維束Xに検査光を照射する照射手段1と、ガラス繊維束Xの表面の輝度レベルをライン状に計測する計測手段2と、計測した輝度レベルに基づいて、ガラス繊維束Xから吐出するモノフィラメントを抽出する抽出手段4と、抽出結果を256階調の輝度レベル画像に変換し、二値化する画像処理手段5と、二値化画像において、モノフィラメントの吐出量が所定の閾値以上であると認められる場合に、当該モノフィラメントを欠陥と判定する判定手段6とを備える。
(もっと読む)
微小筒状フィルタ用濾材の製造方法
【課題】
従来の筒状フィルタ用濾材は、繊維あるいはテープなどの巻き付け斑、また不織布を直接巻き付けるため不織布固有の地合の悪さ・厚薄が、積層されることにより筒状に仕上げた場合に、表面に凹凸が現れ濾過性能の均一性に問題があったのを改善する。
【解決手段】
低融点繊維と高融点繊維及び/又は融点を有さない繊維からなる不織布1を、先ず30〜50℃の温度にて予熱aを行い、次いでレーヨン、ナイロンなどの吸湿しやすい繊維を含むときは、その吸湿分を除去すべく70〜90℃で乾燥bを行い、最後に再度低融点繊維の融点から+10℃の範囲に加熱した熱板あるいは回転ロール上にて加圧cし、表面を平滑にしながら直接芯材2に巻き付け表面平滑性に優れかつ不織布の層間が充分に融着された筒状フィルタ用濾材3を得て、その後、芯材を抜去し、更に幅方向所望の長さにスリットする。
(もっと読む)
活性剤不織布ウェブを含むフィラメント及びその製造方法
フィラメント形成材料及び添加剤を含むフィラメント、不織布ウェブ、並びにかかるフィラメントを作製する方法が提供される。  (もっと読む)
(もっと読む)
裁断装置及び裁断方法
【課題】シート材の延出から裁断までを比較的短い時間で行うことができ、構造が簡易であり、かつ、比較的狭い場所に設置できる裁断装置を提供すること。
【解決手段】裁断装置1は、裁断テーブル2と、裁断ユニット22と、解反機3を備える。解反機3でロール5から解反した布地を、裁断テーブル2のベルトコンベヤ21で一端側から他端側へ延出し、支持面Ac上に延反する。カッターヘッド25の分離カッター28で布地を切断してロール5と分離して、布地片51を形成する。ベルトコンベヤ21が布地片51を他端側から一端側へ移送し、布地片51の他端部を支持面Acの一端側に位置させる。解反機3から巻き出された布地が布地片51の上に位置合わせされた後、解反機3の解反動作とベルトコンベヤ21の延反動作により、布地片51の上に布地52を積層する。布地片51と布地52を、カッターヘッド25で同時に裁断する。
(もっと読む)
ドライヤーカンバスの継手
【課題】シングルラン方式で、高速で走行させるのに適したドライヤーカンバスを形成しうる、ドライヤーカンバスの継手を提供する。
【解決手段】二重織以上の織組織を有するドライヤーカンバス本体の両端部において緯糸を除去して繰り出された経糸を、非接紙面側から接紙面側に向かって折り返し、かつ繰り出された隣り合う経糸A12およびB14からなる組において、経糸A12を、非接紙面側表面から、ドライヤーカンバス本体の厚さの例えば1/8〜3/8の深さの位置にて、180°捻転させ、経糸B14を、ドライヤーカンバスの非接紙面側表面から、ドライヤーカンバス本体の厚さの例えば3/8〜5/8の深さの位置にて、180°捻転させて、経糸A12およびB14の捻転位置がカンバス本体の厚さ方向において異なる位置となるようにする。
(もっと読む)
伸縮性シートの製造方法、及び製造装置
【課題】エンボス部などの凹部を有する原シートに伸縮性を均一に発現させる。
【解決手段】外周部に配置された複数の歯を互いに噛み合わせながら回転軸回りに回転する一対のギアロールを準備することと、前記一対のギアロールの間隙に、複数種類の繊維を含む原シートを通すことにより、該原シートを前記歯によって、前記ギアロールの回転方向又は前記回転軸と平行な方向を延伸方向として延伸することと、を有する伸縮性シートの製造方法である。前記原シートは、押圧加工されてなる複数の凹部を、少なくとも前記延伸方向に沿った同一直線上に、前記延伸方向に所定の形成ピッチで有する。前記一対のギアロールの各ギアロールにつき、前記歯の前記延伸方向の配置ピッチは、前記形成ピッチの1倍よりも大きく、前記形成ピッチの2倍未満である。
(もっと読む)
連続的に搬送されるシート材料を熱処理するための装置および方法
本発明は、少なくとも1つの処理モジュール(10)を含む、熱処理を行うための装置に関する。少なくとも1つの処理モジュール(10)は、第1および第2の加熱部(11a,11b)を有する。熱空気(L)が加熱部(11a,11b)へライン接続部(13)を介して導入される。処理の後、この熱空気(L)は吸引手段(14)を介して排出される。吸引手段は、加熱部(11a,11b)の端面に配される。 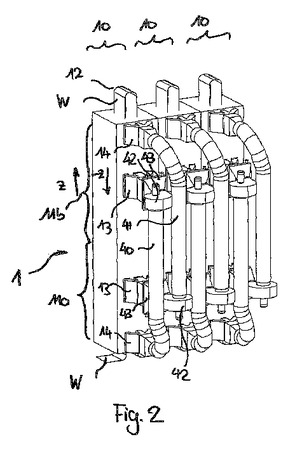 (もっと読む)
(もっと読む)
伸縮性シートの製造方法
【課題】延伸加工後のシートの幅が所要幅を保つと共に、延伸加工後のシートの伸縮性が一定に保たれた伸縮性シートを製造する伸縮性シートの製造方法を提供すること。
【解決手段】本発明の複合シートに延伸加工を施して伸縮性シートを得る伸縮性シートの製造方法は、互いに噛み合う一対の歯溝ロール2,3の噛み合い部分に複合シート10を搬送方向(Y方向)に連続供給して、歯溝ロール2,3間で複合シート10に伸縮性を付与する延伸工程を有する。また、伸縮性シートの製造方法は、延伸工程を経て得た伸縮性シート10’の幅Wを検知する幅検知工程を有する。また、伸縮性シートの製造方法は、検知した伸縮性シート10’の幅Wと、伸縮性シート10’の設定幅Waとの差に基づいて、噛み合い部分の噛み合いの深さ、及び/又は歯溝ロール2,3の回転速度を制御する制御工程を有している。
(もっと読む)
延反装置
【課題】延反により重ね合わせた定寸生地からカーテンを縫製するため、原反から一方向に繰出生地を繰り出して生地目の方向を揃えながら、表面同士(又は裏面同士)を対向させて切断して作る定寸生地を重ね合わせる。
【解決手段】原反4を保持させた装置フレーム1の下段にあり、切断された定寸生地を中折りにして架け渡す生地重ね部2と、前記装置フレーム1の上段にあり、原反4から繰り出した繰出生地41を下段に向けて垂らして定寸毎に切断して定寸生地を作る生地繰出部3とから構成される延反装置であり、中折れした定寸生地を支持する生地掛けバー211を有し、装置フレーム1の上段から垂れる繰出生地41の水平位置を挟んで前記繰出生地41の繰出方向に往復動させ、かつ水平旋回させる生地掛けハンガー21を生地重ね部2に設けたことを特徴とする。
(もっと読む)
繊維成形体とその製造方法および筆記具,液体供給具
【課題】液体の搬送能力が大きく,吸い上げ速度の速い繊維成形体とその製造方法および筆記具,液体供給具を提供すること。
【解決手段】本発明の繊維成形体(芯材12)は,熱融着性繊維を含む不織布を棒状に加熱成形した繊維成形体であって,繊維成形体の軸方向に垂直な断面中に,断面積が0.005〜0.5mm2 の範囲内の大隙間と,断面積が0.005mm2 未満の小隙間とを含み,繊維成形体の軸方向に垂直な断面の面積に対し,大隙間の断面積の合計が3〜30%の範囲内の割合を占めており,繊維成形体の軸方向に垂直な断面50mm2 当たり,大隙間が15〜500個存在しているものである。
(もっと読む)
ノズル・バーのための連結可能なフォイル・セグメントを有するノズル・フォイル
【課題】ノズル・フォイルの改良、特に、繊維加工機械のノズル・バーの当該ノズル・フォイルの設置の簡略化を目的とする。
【解決手段】ノズル・フォイル12は、長さ方向Lの一以上の列に配列された複数のノズル孔16を有し、少なくとも2つのフォイル・セグメント25から成る。隣接するフォイル・セグメント25は、互いに嵌め合う形で連結され、その上側15および下側17は、共通の平面にある。嵌め合い接続を達成するために、接続手段27が、フォイル・セグメント25に設けられ、当該接続手段27は、他方のフォイル・セグメント25の対向する接続手段28と相互に作用する。接続手段27および対向する接続手段28は、それぞれのフォイル・セグメント25の不可分な要素であり、それぞれのフォイル・セグメント25と同時に製造される。当該接続手段は、それぞれのフォイル・セグメント25と同じ素材から成る。
(もっと読む)
21 - 40 / 141
[ Back to top ]