
Fターム[4E068CJ01]の内容
Fターム[4E068CJ01]の下位に属するFターム
Fターム[4E068CJ01]に分類される特許
41 - 60 / 342
薄鋼板のレーザ溶接方法
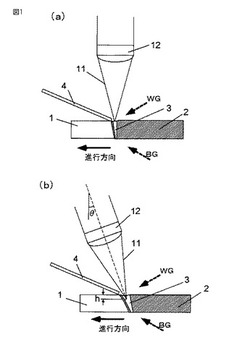
【課題】メンテナンス性に優れたファイバレーザを用いて、レーザ溶接時のアンダーフィルを抑制するとともに、溶接速度を落とすことなく、良好な溶接品質が得られるレーザ溶接方法を提供する。
【解決手段】光ファイバによって伝送されたレーザビームを用いて、鋼板の端部を突き合わせて溶接するレーザ溶接方法において、溶接裏面のシールドガスを、CO2及び/又はO2を含有し、体積%で、50%≦[CO2]+5×[O2]≦100%を満たし、残部がN2又はArからなるガスとし、レーザビームを、20〜40°の範囲で、溶接進行方向の前方に傾斜させて鋼板に照射することを特徴とする薄鋼板のレーザ溶接方法。ただし、[CO2]、[O2]は、それぞれ、CO2、O2の体積割合(%)を表すものとする。
(もっと読む)
レーザ加工方法およびレーザ加工装置

【課題】 本発明は、繊維強化複合材料等の難加工材料のレーザ除去加工であって、工業的に満足できる加工速度を実現可能な効率のよいレーザ加工方法とそれに用いるレーザ加工装置とを提供することを課題とする。
【解決手段】 本発明は、繊維強化複合材料または機械切削が困難な無機材料よりなる被加工物表面にレーザを照射してレーザ照射部を除去するレーザ除去加工において、レーザ照射によって発生する分解生成物をレーザ照射と同時に除去する除去手段を用いることを特徴とする。除去手段は、流体をレーザ照射部へ0.3〜5.0MPaで噴射するノズルである。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】温度変化が発生した場合にも、安定して高速に高精度で、加工ノズルの開口中心とレーザビームの光軸とを偏心させることのできるレーザ加工装置を得る。
【解決手段】加工ヘッドからレーザビームを出射すると同時に加工ガスを噴出し、ワークの切断加工を行う際に、レーザビームを集光させる加工レンズをレーザビームの光軸に対し垂直な平面内で2軸移動させることで、加工ノズルの中心とレーザビームの光軸中心との偏心量を制御する制御部(50)を有し、制御部は、計測された位置情報が目標位置となるように加工レンズの位置をフィードバック制御することで偏心量制御を行うとともに、フィードバック制御の実行前に本来原点であるべき位置で計測された原点位置情報に基づいて、フィードバック制御の実行中に計測される位置情報を補償する。
(もっと読む)
レーザー加工方法及び装置
【課題】 加工部に変色なく且つ安定した加工を可能とする。
【解決手段】レーザー発信器3から発信されるレーザー光を走査エリア12内で走査しフレーム・サスペンション27の加工部にfシーター・レンズ7により垂直に当ててスポット溶接するレーザー加工方法であって、レーザー光の透過をガラス板9aから可能にしつつ走査エリア12上をチャンバ―部9により閉じ空間として覆い、配管21によってガス供給源から供給される窒素又はアルゴンを、ガス供給部11のバルブ15,17,19により走査エリア12に沿って扇状又は並列線状に噴出させ、閉じ空間の正圧を維持しながら排気部13の孔13a,13bから内部の窒素又はアルゴンを排気することができることを特徴とする。
(もっと読む)
建築部材の製造方法
【課題】溶接の後に補修塗料の塗布量を抑えても耐食性が劣ることがないT字溶接継手部を備えためっき鋼板製の建築部材を安価に提供する。
【解決手段】ともにZn系めっきが施されためっき鋼板からなる第一の金属板1に第二の金属板2の端部を垂直に押し当てて形成したT字状継手部3aにおいて、T字状継手部3aを構成する第二の金属板2の端部に、レーザー光7を、第一の金属板1の表面に接触せずに第二の金属板2の端部にのみに当たり、前記第二の金属板2が板厚全体にわたって溶融されるように、小さな傾斜角度αで片側からのみ照射する。
Zn系めっきとして、ZnとAlを含む合金めっきを施したものが用いられる。
(もっと読む)
欠陥修正装置
【課題】レーザ光を用いて、対象物の所定箇所をさらに正確にかつ能率よく加工し、修正を行う
【解決手段】基板を載置するステージと、基板を加工する加工部となる局所排気領域と、ステージに向けてガスを噴射することにより該ステージから浮上するためのガス供給部と、ステージに向けて噴射したガス及び局所排気領域から該ステージ側に供給されたガスを排気する排気部とを備えた局所排気装置を有する。
局所排気装置は、局所排気領域に繋がる流路を、薄膜形成用の原料ガスを供給する原料供給部と、エッチングにより局所排気領域内に発生したダストを排出する局所排気部とに切り換えて連通させる切換手段を備える。そして、基板に薄膜を形成する場合には、切換手段により局所排気領域に繋がる流路が原料供給部に連通され、基板をエッチングする場合には、切換手段により局所排気領域に繋がる流路が局所排気部に連通される。
(もっと読む)
レーザ加工装置
【課題】従来のレーザ加工装置は、加工ヘッド本体の重量が重く、高速、高精度な加工が困難である。
【解決手段】この発明に係るレーザ加工装置は、レーザ発振器と、レーザビーム7が伝送される加工ヘッド本体3と、開口8がワーク5に指向した加工ノズル2と、この加工ノズル2に加工ガス6を供給するガス供給装置と、加工ヘッド本体3に設けられ加工ガス6が加工ヘッド本体3の内部に侵入するのを阻止する仕切板21とを備え、加工ヘッド本体3は、レーザビーム7をワーク5に向けて集光させる加工レンズ13を有しているレーザ加工装置であって、加工ヘッド本体3は、加工レンズ13を、レーザビーム7の光軸1に対し垂直な平面内で電磁石による磁気駆動で2軸直線移動させる磁気移動機構4を備えている。
(もっと読む)
レーザ加工ヘッド及び肉盛溶接方法
【課題】本発明の課題は、パウダ供給量の迅速な制御が可能であり、より安定したパウダ供給量を得ることができるレーザ加工ヘッドを提供する。
【解決手段】本発明のレーザ加工ヘッドH1は、パウダ供給部3は、パウダを施工対象物6のレーザ5の照射部14に吐出するパウダ供給ノズル111(パウダ吐出部)と、このパウダ供給ノズル111に供給されるパウダ流の流量を予め分配することでこのパウダ供給ノズル111に対するパウダ供給量を調整するパウダ供給量調整機構130と、を備えると共に、パウダ供給量調整機構130によるパウダ流4の流量の分配を制御する制御機構9を更に備えることを特徴とする。
(もっと読む)
切削工具とその製造方法および製造装置
【課題】切削工具材料を所定形状に切断する際に、切断面の表面が一様に平滑となり、安定した性能を有する切削工具を提供することができる切削工具の製造技術を提供する。
【解決手段】レーザとして、2つの直線偏光レーザをその偏光方向が直交するように合波したレーザを用いて、切削工具材料を切断する切削工具の製造方法。レーザとして、円偏光レーザを用いる切削工具の製造方法。レーザとして、ランダム偏光レーザを用いる切削工具の製造方法。前記製造方法により製造された切削工具。偏光方向が直交する2つの直線偏光レーザの合波レーザの発生手段と、合波レーザを前記切削工具材料に導く光学系とを備えている切削工具の製造装置。円偏光レーザの発生手段を備えている切削工具の製造装置。ランダム偏光レーザの発生手段を備えている切削工具の製造装置。
(もっと読む)
レーザ加工装置
【課題】 施工対象物からの反射光によって装置が損傷することを抑制できるレーザ加工装置を提供する。
【解決手段】 レーザ光源と、レーザ光を集光するための集光レンズを搭載し、レーザ光を被加工物に照射するためのレーザ照射ヘッドと、レーザ光源からのレーザ光をレーザ照射ヘッドに伝送するためのレーザ光伝送手段と、レーザ光の照射による被加工物の酸化を防止するための酸化防止ガスを供給する酸化防止ガス供給装置と、レーザ照射ヘッドと被加工物との間に介在するとともに、被加工物のレーザ光の照射部位の周囲を囲むようにレーザ照射ヘッドに配設され、かつ、レーザ照射ヘッドと被加工物との間の距離の変動に応じて変形可能とされ、金属、セラミックス、カーボンのいずれかからなる遮光体とを具備している。
(もっと読む)
羽根車の溶接方法、溶接装置及び羽根車
【課題】溶接ビードの仕上げ加工等を省略ないし簡素化することができるとともに、肉盛溶接の施工効率の向上、溶接変形の緩和等も図りながら、溶接継手部に所要の強度を確保できる羽根車の溶接方法及び溶接装置を提供する。
【解決手段】羽根13に突き合わせられる側板12の反突き合わせ側の面に、羽根13に向けて所定の深さと幅を有する溝14を設け、該溝14の底部14aにレーザ光21を照射して、裏側に形成されるビード部分4が内方側に凹んだ曲面となるように、溝底部14aと羽根13の端部とを裏波溶接し、その後、溝底部14aにレーザ光21を走査しながら溶融部に溶加材8を供給して肉盛溶接を行う。この場合、レーザ光21の集光部211が細長方形とされ、裏波溶接工程では、集光部211の長辺を溝14の長さ方向に対して平行ないし所定角度傾斜させ、溶接工程では、集光部211の長辺を溝14の長さ方向に対して裏波溶接工程とは異なる角度に傾斜させる。
(もっと読む)
レーザ加工装置およびその加工方法
【課題】 プルームを効果的にレーザ照射部の鉛直上方から押し流し、かつ最適な加工雰囲気においてレーザ加工を行うことができるレーザ加工装置の提供を目的とする。
【解決手段】 レーザ加工装置1は、レーザ光源2と、加工材料40のレーザ溶射部101にレーザ光20を照射する集光レンズ3と、レーザ溶射部101の斜め上方に設けられ、ノズル開口部50の形状は、鉛直方向の全長が、水平方向の全長よりも長い形状であって、レーザ照射部41に向けてシールドガス30を噴射するシールドガスノズル6と、シールドガス供給装置7と、シールドガスノズル6と反対側であって、レーザ溶射部101の斜め上方に設けられ、空気を吸引する吸引ノズル8と、吸引装置9とを備える。
(もっと読む)
レーザ接合方法及びレーザ接合物
【課題】複数の材料相互をレーザ接合する際に、使用する材料を同一種類として材料費を抑える。
【解決手段】一対の合成樹脂材料1,3の接合面1a,3aを傾斜面として互いに向かい合わせることで、これら接合面1a,3a相互間に隙間5を形成し、この隙間5の広い側から狭い側に向けてレーザ光7を照射する。レーザ光7の照射によって隙間5の主に狭い側の接合面1a,3aが溶融し、この状態で合成樹脂材料1,3を互いに接近する方向に加圧する。これにより、溶融した溶融材料9の一部が隙間5の広い側に向けて流れ、隙間5の全域に溶融材料9が行き渡り固化することで、合成樹脂材料1,3相互が溶着接合される。
(もっと読む)
グリーンシートの溝加工装置および多数個取り配線基板の製造方法
【課題】グリーンシート積層体に分割溝をレーザで形成する際に発生するセラミック成分または金属成分からなる塵埃を極力外部へ排出できる溝加工装置、および該加工装置を用いた高歩留まりの多数個取り配線基板の製造方法を提供する。
【解決手段】主面3に導体層5が形成されたグリーンシート積層体2を載置する載置部13を有し、且つ平面視で該積層体2を縦横方向に沿って移動させるテーブル10と、該テーブル10の主面11の上方において、軸方向が該テーブル10の主面11に対して直交する垂直方向に沿って配置されたレーザ照射ヘッド20と、該ヘッド20の先端20a側の周囲に配置され、平面視の軸方向がテーブル20の移動方向と逆向きで、且つ側面視の軸方向とレーザ照射ヘッド20の軸方向との間が鋭角θ1であるガス吹き付けノズル26,28と、レーザ照射ヘッド20の周囲において、該ヘッド20を囲むように配置されたガス吸引口22と、を含む、グリーンシートの溝加工装置1。
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤは、Siを1.5乃至2.5質量%、Zrを0.05〜0.25質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスと、を有し、前記フラックスの充填率がワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
溶接トーチノズル
【課題】製造コストの上昇および溶接トーチノズルの大型化を抑制しつつ、プラズマ炎による溶接トーチノズル先端部の焼損を抑制する。
【解決手段】ノズルチップ31の外周側を、チップホルダ41のカバー部44により間隙45を介在させつつ包囲すると共に、ノズルチップ31の周壁部に複数の流通孔36を形成し、流通孔36を介してノズルチップ31内と間隙45内とを連通させる。ノズルチップ31内を流通して出射口34から吐出されるシールドガスの一部は、流通孔36を介して間隙45内に流入し、間隙45内を流通して吐出口46から吐出される。これにより、ノズルチップ31が冷却され、ノズルチップ31の酸化が抑制される。
(もっと読む)
シールドガス雰囲気の広域展開装置
【課題】レーザ光を照射して溶接するに際し、溶接部位の周囲のシールドガス雰囲気に濃淡のむらを生じさせない。
【解決手段】端板2に設けた複数の孔2a毎に管1を挿通して該管1の一方の端部1aと端板2とをレーザ溶接するレーザ加工機に於けるシールドガス雰囲気の広域展開装置Aであって、端板2に設けた孔2a毎に挿通した管1の他方の端部側にシールドガスの供給部材10を接続し、該供給部材10から前記管1を通してシールドガスを供給することによって、端板2に設けた孔2aと管1の一方の端部1aとの溶接部位3の周囲をシールドガス雰囲気とする。端板2に於ける複数の孔2aと各孔2a毎に挿通され該孔と溶接される管1の端部1aとが露出した溶接面2bを覆うカバー15を設ける。カバー15に於ける溶接部位3の上方にシールドガスを排出するための排出口16を設ける。カバー15に於ける溶接部位3の上方に透明の蓋体17を設ける。
(もっと読む)
レーザ加工方法および装置
【課題】確実に有機物を加工できるレーザ加工装置を提供する。
【解決手段】レーザ加工装置1は、レーザにより樹脂層を加工する加工部100と、加工中に反応性ガスを供給する反応性ガスソース150と、反応性ガスを閉じ込める閉じ込め部152とを備える。
(もっと読む)
異材接合方法
【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
レーザ切断方法
【課題】板厚のあるアルミニウム材をレーザビームにより切断するに際して、レーザパワーを上昇させることなく、アルミニウム材の表面近傍のみならず板厚方向の奥側においても、切断面粗さを向上させることが可能なレーザ切断方法を提供する。
【解決手段】ワークWの切断部Wbに向けてレーザビームLBを照射し且つ切断部Wbに向けて窒素ガスGを噴射する同軸ノズル1を用いて、ワークWを切断するに際して、同軸ノズル1の溶接進行方向の後ろ側に、窒素ガスGを噴射する補助ガスノズル2を配置し、同軸ノズル1からレーザビームLBを照射させると共に窒素ガスGを噴出させつつ、補助ガスノズル2からワークWの切断部Wbにおける板厚方向中央に向けて窒素ガスGを噴出させる。
(もっと読む)
41 - 60 / 342
[ Back to top ]