
Fターム[4E068CJ01]の内容
Fターム[4E068CJ01]の下位に属するFターム
Fターム[4E068CJ01]に分類される特許
101 - 120 / 342
光熱接合装置

【課題】接合部分を冷却せずに継続して余熱を行うことができる光熱接合装置を提供する。
【解決手段】光1を発生する光発生手段2と、前記光発生手段2からの光1を接合部材3に照射する照射手段4と、前記接合部材3と前記照射手段4からの照射光5を相対移動させる駆動手段6と、前記駆動手段6を制御する制御手段7と、前記接合部材3に熱風8を吹き付けるノズル9を備え、前記駆動手段6による前記照射光5の進行方向の前方に前記ノズル9からの熱風8が吹きつけられる角度で前記ノズル9を配置したもので、この構成により、常に余熱用の熱風8が照射光5の進行方向に吹き付けられるので、照射光5が照射されている接合部分に熱風8が流れず、接合部分を冷却することがなく、継続して余熱を行うことができる。
(もっと読む)
レーザ溶接によって結合されたニオブ部品を備えるニオブベース超伝導無線周波(SCRF)キャビティおよびその製造方法並びに製造装置
ニオブ又はその合金をベースとする超伝導無線周波(SCRF)キャビティ(DB)は、最小のHAZ、最小の歪み及び収縮と共に厚さの半分を超えて完全な深さまでの溶け込みを達成するためキャビティの壁の内側の面から溶接されたSCRFキャビティの中に少なくとも1つのレーザビーム溶接部品を含む。方法は、改善された溶接品質及び実質的に溶接欠陥のない表面仕上げを保証する。更に、ニオブ又はその合金をベースとする超伝導無線周波(SCRF)キャビティのレーザ溶接を容易にするように適応された溶接ノズルシステム(NA1NB)及び溶接リグ(CF)が開示される。本発明は、生産性を向上し、一貫した品質及び信頼性を保証し、最小のHAZと共に溶接の溶け込みを向上し、可能な低減コストで溶接継ぎ目の仕上げを滑らかにすることに向けられる。 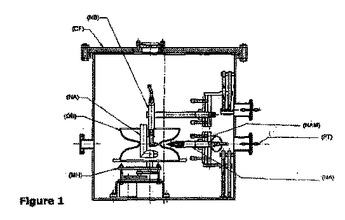 (もっと読む)
(もっと読む)
電極体の芯体露出部と集電用部材との溶接方法

【課題】傾斜面を有する積層された芯体露出部と集電用部材とをレーザ光等の高エネルギー線を用いて溶接する際に、安定した溶接品質を確保することができ、良好に芯体露出部と集電用部材との間を溶接できる電極体の芯体露出部と集電用部材との溶接方法を提供する。
【解決手段】電極体の芯体露出部11と集電用部材12とをレーザ光LBにより溶接する際、集電用部材12として表面に凸部13が形成されたものを用い、凸部13の下側角部の一方に傾斜面を有する積層された芯体露出部11の端部11aの傾斜面の端11bを合わせ、レーザ光LBを走査しながら、傾斜面において隣接する各芯体露出部11の端部11aを溶融させて互いに接続すると共に、集電用部材12の凸部13をも溶融させて溶融部15aを形成し、この溶融部15aを芯体露出部の溶融部分15に接続する。
(もっと読む)
測定手段の使用下での付加材料を用いた素材結合式の接合のための接合装置
本発明は、付加材料18を用いた素材結合式の接合のための接合装置14であって、付加材料としてのワイヤ18のための供給装置であって、ワイヤ18を接合装置14の運転中に所定の送り速度で供給するために形成されている供給装置と、ワイヤ18を溶融させるための少なくとも2つの部分ビーム26を備えるエネルギビームのためのガイド装置21とを備える接合装置14に関する。接合装置14は、ワイヤ18の横方向の変位を検出するための第1の測定手段と、ワイヤ18の送りに伴う量を検出するための第2の測定手段とを有しており、エネルギビームのためのガイド装置21は、第1及び第2の測定手段に接続され、エネルギビームが第1及び第2の測定手段の出力信号に基づいて変位かつ/又は集光されるように構成されている。 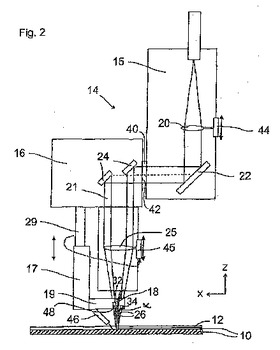 (もっと読む)
(もっと読む)
レーザ溶接方法
【課題】容易に且つ確実に隅肉溶接を行うことができるレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法では、接合体20の裏面となる第1部材21の端部22側から溶接予定領域Rに沿ってレーザビーム34を照射する。この溶接予定領域Rは、第1部材21において縁22aから後退した位置、つまり、第1部材21の縁22aではなく第1部材21の平坦面に設定される。そのため、金属材の縁を狙ってレーザビームを照射する従来の方法に比べて、作業者が照射領域を明確に把握することができるので、照射位置にレーザビーム34を容易に照射することができる。したがって、溶接部25の形成に高い技術とレーザビームの照射位置の狙い精度とを必要としないため、容易に且つ確実に隅肉溶接を行うことができる。
(もっと読む)
レーザ加工方法
【課題】変形により平面度がレーザ光の焦点位置に対して許容範囲を超えた基材について、簡単な構造の装置により、効率的なスクライブ加工或いは分断加工を可能とするレーザ加工方法を提供する。
【解決手段】照射部2の下方の2ヶ所に突設された脚部7において、ローラR1、R2を回動可能に支持するようにした。このローラR1、R2間の中間位置は、レーザ光5の集光部6と一致するように配置されている。そして、照射部2の移動と共にローラR1、R2を転動させて、ローラR1、R2の間にある基材8を載置面9に押し付けるようにした。
(もっと読む)
薄鋼板の重ねすみ肉アーク溶接継手およびその製造方法
【課題】溶接施工時間を犠牲にすることなく、重ねすみ肉アーク溶接継手の疲労強度を向上させることのできる、薄鋼板の重ねすみ肉アーク溶接継手およびその製造方法を提供する。
【解決手段】本発明の溶接継手は、重ねすみ肉アーク溶接による溶接金属とは異なる溶融、凝固組織が隣接し、その最大深さが下板厚の20〜50%であり、その溶接ビード幅方向の幅が下板表面で下板厚の30〜70%であることを特徴とし、本発明の製造方法は、溶接継手の下板となる鋼板の表面上に、重ねすみ肉溶接ビードの止端部が形成される個所を想定し、予め当該箇所に、レーザ、プラズマアーク、TIGアークのいずれかの高エネルギー照射手段により、溶融、凝固部を形成した後、重ねすみ肉アーク溶接することを特徴とする。
(もっと読む)
複合材料のレーザ加工法
【課題】繊維強化プラスチック(FRP)、繊維強化金属(FRM)の切断、穴あけ、溶接、曲げ加工、表面処理は困難であり、また作業者の安全衛生上の問題からも、加工コストが高く、CFRP(炭素繊維強化プラスチック)などの適用拡大を阻害する要素となっている。
【解決手段】精密に切断、穴あけ、溶接、曲げなど行う場合には高出力レーザと超短パルスレーザを併用した加工装置で高速処理し、また、複合材料の溶接にはモザイク継手加工をレーザ2重切断法で精密加工したのち、強化繊維を数%から数10%含む熱硬化性・熱可塑性混合樹脂を成分とする溶加材を用いたレーザ溶接法を適用する。
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と亜鉛メッキ鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤ1は、アルミニウム又はアルミニウム合金材2と亜鉛メッキ鋼材3との異材レーザ溶接に使用される。フラックス入りワイヤ1は、Siを0.8乃至1.9質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスとを有する。皮材中の不可避的不純物としては、Mn、Mg又はFeがあり、その含有量は夫々皮材の全質量あたり0.1質量%以下である。フラックスの充填率は、ワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
少なくとも5mmの周辺厚さを有するZnSレンズを備えるレーザー集束ヘッド、およびそのような集束ヘッドを用いた方法およびレーザー切削ユニット
本発明は、コリメータレンズ(13)および集束レンズ(14)を含み、コリメータレンズ(13)および充足レンズ(14)がZnSからなるとともに少なくとも5mmの周辺厚さを有する、レーザービームを集束させるためのヘッドに関する。さらに、40から50°の入射角(α)にて作用する折り畳み反射鏡(15)が前記集束ヘッド内のレーザービームの経路における、コリメーティングレンズ(13)と集束レンズ(14)との間に設けられる。本発明はさらに:、1.06から1.10μmの波長および0.1から25kWの出力を有する固体レーザー(SL)装置と、本発明に係る集束ヘッドと、そして、固体レーザー(SL)装置から集束ヘッドにレーザービームを伝達するように、固体レーザー(SL)装置を集束ヘッドに接続する伝達ファイバー(CF)を備えるレーザービーム切削機器に関する。 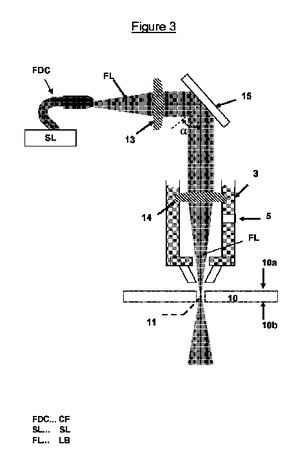 (もっと読む)
(もっと読む)
レーザ照射装置及び半導体基板の作製方法
【課題】半導体膜の結晶性若しくは表面の平坦性、又は結晶性及び表面の平坦性を高めることのできるレーザ照射装置を提供することを目的の一とする。
【解決手段】レーザ発振器と、レーザ発振器から射出されたレーザ光を線状に成形する光学系と、光学系によって成形された線状のレーザ光が照射される被照射物を載置するステージと、を有し、ステージは、支持台上に、ヒータ、不純物吸着材及び被照射物を載置する載置台が順に固定されているレーザ照射装置を用いて、絶縁表面上に設けられた半導体膜にレーザ光を照射し、半導体膜を結晶化する。
(もっと読む)
レーザ加工装置におけるレーザ加工ヘッド
【課題】レーザ光線による切断加工位置からの超音速流のアシストガスの剥離を抑制して厚板を良好に切断することのできるレーザ加工ヘッドを提供する。
【解決手段】レーザ加工装置1におけるレーザ加工ヘッド3であって、集光レンズ9によって集光されたレーザビームを外部へ照射するレーザ加工ヘッド3におけるヘッド本体5の先端部に、アシストガスを超音速で噴出するインナーノズル15を備え、当該インナーノズル15の外側に、当該インナーノズル15から噴出される超音速のアシストガスの周囲に亜音速でアシストガスを噴出するためのアウターノズル17を備えており、前記インナーノズル15の先端部よりも前記アウターノズル17の先端部の方が突出してあり、前記インナーノズル15に対してアウターノズル17を相対的に調節可能かつ着脱交換可能に備え、前記インナーノズル15及び前記アウターノズル17は、前記ヘッド本体5の内部に連通してある。
(もっと読む)
構成部分複合体、並びに構成部分複合体を製造するための方法
本発明は、特に自動車に使用するための構成部分複合体であって、第1の接触表面(3)を備えた第1の構成部分(1)と、第2の接触表面(5)を備えた少なくとも1つの第2の構成部分(4)とを有しており、前記第1の接触表面(3)が、マイクロ構造(7)を備えた表面組織(6)を有し、前記マイクロ構造(7)上にナノ構造(10)が重ねられている形式のものに関する。本発明によれば、前記両構成部分(1,4)の前記両接触表面(3,5)間に、素材結合するための媒体、特に接着剤層(12)が配置されている。 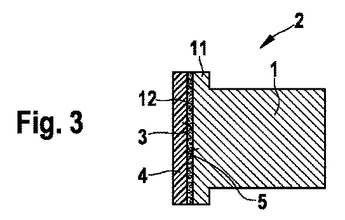 (もっと読む)
(もっと読む)
レーザ反応表面処理方法およびレーザ反応成形加工方法
【課題】鋳鉄をエキシマレーザによりアブレーション加工して表層部の黒鉛を分解除去し、その部分に陥没部を無数に形成させ摺動面を形成する方法は、装置価額が高価なエキシマレーザを使用しなければならず、汎用性が乏しい。また、黒鉛ブロック、窒化ケイ素部品などの難切削材の加工は切削工具による切削・除去加工が困難であり、その加工速度が非常に制限される。
【解決手段】本発明は、球状黒鉛鋳鉄や可鍛鋳鉄などの表面をより波長の長いレーザで加熱しつつ、反応ガスをノズルで供給し、表層部の黒鉛を炭素と酸素又は二酸化炭素(CO2)との反応させ、ガス化して除去し、陥没部を多数形成させる。この処理表面が摺動部品の摺動特性を改善できる。またカーボンブラックや窒化ケイ素などの難切削材料の切削・成形加工を反応ガスを用いて溝掘り加工、彫刻加工などの除去・成形加工をするレーザ反応加工を解決手段として提案している。
(もっと読む)
水中溶接装置
【課題】シールドカバーの劣化を抑制することができ、長期に亘り安定的に水中における溶接作業を実行することのできる水中溶接装置を提供する。
【解決手段】レーザ発振器およびシールドガス供給源に接続され、溶接ワイヤ供給系と、レーザ光を集光する光学系とを有する水中溶接ヘッドを具備し、当該水中溶接ヘッドを水中に配置して水中で構造物の被溶接部を溶接する水中溶接装置において、前記水中溶接ヘッド先端側に位置しレーザ光を射出するノズル部の周辺に、レーザ光の反射光を吸収する反射光吸収体を設けるとともに、前記反射光吸収体の周囲に、弾性部材からなり、前記水中溶接ヘッドの先端側に気中を形成するためのシールドカバーを設けた水中溶接装置。
(もっと読む)
レーザ狭開先溶接装置および溶接方法
【課題】厚板のレーザ狭開先溶接において、溶接ビードと開先側壁との間に生じる融合不良を防止し、溶加材が開先の側壁に接触して溶着し次層以降の溶接において溶加材の送給不具合や融合不良が生じることを抑制する。
【解決手段】狭開先内に固形溶加材を送給しながらレーザ光を溶接進行方向に走査して溶接を行うレーザ狭開先溶接に用いる溶接装置及び溶接方法であって、レーザ光の照射位置を開先の底部で所定の振幅で周期的に揺動させる機構を有したレーザ光照射ヘッドと、該レーザ光によって開先の底部に形成される溶融プールに固形溶加材を供給し、検出した固形溶加材の先端位置が常に開先の中央にあるように前記レーザ光照射ヘッドの動作とは独立して送給位置の調整を行う固形溶加材供給部を有する溶加材制御装置を備えた狭開先溶接装置および溶接方法を提供する。
(もっと読む)
レーザー光を用いた刃物硬化装置及び刃物硬化方法
【課題】高品質の刃物を低コストで再現性よく得る。
【解決手段】
この刃物硬化装置は、容器100中の水(流体)20中に固定された固定台11と、超短時間パルスの極高尖頭値の電磁界を持つパルスレーザー光を発するレーザー光源12を具備する。固定台11には、硬化処理される刃物30が機械的に固定される。レーザー光源12は超短時間パルスの極高尖頭値の電磁界をもつパルスレーザー光121を発し、刃先面32を照射する。このパルスレーザー光121の照射によって、刃先面32の近傍において光学的及び熱的に圧縮応力を生成し、刃物30全体、あるいはこのパルスレーザー光121に照射される任意の箇所において、圧縮残留応力、高硬度、高剛性等の特性を付与することができる。
(もっと読む)
弾性的に変形可能なガラス板を製造する方法及び装置
【課題】レーザビームを用いて弾性的に変形可能な大型のガラス板を分割する装置を提供する。
【解決手段】本発明は、弾性的に変形可能で大きな表面積を持つガラス板を大量に工業生産する装置及び方法に関し、以下の構成を備える。a)ガラス板(3)を供給する機器、b)ガラス板(3)表面の所望の破断線領域に初期損傷を与える機器、c)扇形状に枢動する様式で直線上を移動するレーザビームによりガラス表面を局所的に限定して加熱する機器、d)レーザビームの少なくとも片側に流体を排出する制御可能な冷却ノズルが配置されガラス表面を冷却する機器、e)ガラス板(3)を破断する機器領域へ熱で局所的に前処理されたガラス板(3)を輸送する機器、f)ガラス板(3)表面の直線状クラック形成を検知する機器、g)ブレードが片側及び/又は両側に持ち上げ可能でガラス板(3)の下側にある直線状破断ブレード。
(もっと読む)
炉内機器の予防保全方法及びその装置
【課題】原子炉圧力容器の炉内計装筒溶接部の検査を事前に実施して、ひびの有無により肉盛溶接の条件を変えることにより、施工後の信頼性に優れた予防保全工法を提供する。
【解決手段】施工対象部位を事前に検査して、ひびの有無により万一ひびが発見された場合は、肉盛溶接の厚さを肉盛溶接側へのき裂進展評価量により適正な厚さとし、また、ひびが無い場合は肉盛溶接の厚さを表面改質を考慮した最小厚さ以上の厚さとすることにより、施工時間の短縮が図れ、かつ肉盛溶接による溶接変形量も抑えた信頼性の高い予防保全工法が可能となる。
(もっと読む)
脆性材料の割断装置および脆性材料の割断方法
【課題】レーザによる熱応力割断の有する高品質を実現しながら、切り残しが残らずに、割断予定線の全長にわたって真直線状にフルボディ割断させることができる割断装置および割断方法を提供する。
【解決手段】脆性材料11を、第1のレーザビーム22を略円形に整形した第1ビーム照射領域13と第2のレーザビーム26を割断予定線12に沿った方向が直角方向よりも細長い形状に整形した第2ビーム照射領域14で加熱し、第1ビーム照射領域13を第2ビーム照射領域14に対し割断予定線12に沿った方向の前方に位置させ、第2ビーム照射領域14の後端から所定位置だけ離れた位置を冷却点15として冷却装置30で局所的に冷却し、冷却点15が割断予定線12の終端を通過した後、脆性材料11の割断予定線12の終端に気体噴射装置34で気体流を吹き付ける。
(もっと読む)
101 - 120 / 342
[ Back to top ]