
Fターム[4F202AD19]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 複合体 (339)
Fターム[4F202AD19]に分類される特許
21 - 40 / 339
樹脂封止成形品の製造方法
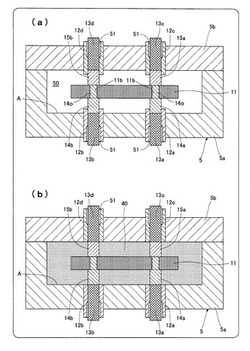
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
モールドバスバーの製造法及びモールドバスバー

【課題】 通電金属部材であるバスバーに樹脂成形部をモールドするモールドバスバーの製造において、バスバーをモールド型内に保持するために、バスバーに当接する保持ピンを使用せず後加工も必要としないで、バスバーの十分な絶縁性を確保する。
【解決手段】 モールド型3内に配置した通電金属部材8に、その一部を覆う樹脂成形部6をモールドするに当り、通電金属部材8とモールド型3内面との間に樹脂製スペーサ7d,7eを介在させる。樹脂製スペーサの一方端面が通電金属部材8に当接し他方端面がモールド型3内面に当接することにより、通電金属部材8を保持する。そして、通電金属部材8と樹脂製スペーサ7d,7eの周囲に樹脂成形部6をモールドする。樹脂製スペーサ7d,7eは、樹脂成形部6との界面となる外面に段部を有する。
(もっと読む)
ディゲート方法、ディゲート装置、トランスファモールド装置、および半導体パッケージの製造方法
【課題】半導体パッケージの製造歩留まりを向上する。
【解決手段】トランスファモールドによるレンズ86を含むワークWから、ワークWで接続された成形品ランナ91などの不要樹脂を分離するディゲート方法であって、(a)成形品ランナ91などの不要樹脂が接続されている箇所を除いてワークWを上下からクランプして、成形品ランナ91などの不要樹脂を浮かせた状態とする工程と、(b)上下方向の一方から他方へ浮いた状態の成形品ランナ91などの不要樹脂を押し続けて、ワークWから成形品ランナ91などの不要樹脂を引き千切る工程と、を含む。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】電子部品9の樹脂封止成形装置の大型化を抑え、樹脂成形品の品質向上と生産性を向上させ、更に、樹脂材料16の歩留まりを向上させる。
【解決手段】成形装置を上型6と下型7及び中間型5とを含む三型構造とし、上型6と中間型5との接合面に複数枚の樹脂封止前基板8を同時に並設してセットさせる基板セット部5dを構成する。また、上型に上型キャビティ6aを設け、中間型5に下型キャビティ5bを設け、下型キャビティ5bに中間型5の下面に連通するゲート5cを穿設する。更に、下型7の外周に下型嵌合ブロック11を嵌装させて下型7の上面と下型嵌合ブロック11の内周面とにより樹脂材料供給部12を構成する。樹脂材料供給部12内の溶融樹脂材料はゲート5cを通して上下両キャビティ5b・6a内に、直接、加圧移送する。
(もっと読む)
電気融着継手の製造方法
【課題】製造歩掛りを高め、接合作業の管理をインジケータによって確実に行える信頼性の高い電気融着継手を製造することが可能を可能にする電気融着継手の製造方法を提供する。
【解決手段】電熱線3を取り付けた内型と、凹所8及びインジケータ13を形成するための棒状のインジケータピンを備える外型とを型締めして形成した射出空間に溶融樹脂を射出し、凹所8及びインジケータ13を有する継手本体2を成形する。そして、このとき、インジケータピンの先端から外型に接続する後端側に向けて凹設され、溶融樹脂を充填してインジケータ13を形成するためのインジケータ形成用孔を、先端側が後端側よりも大径になるように形成しておき、段部14を境にして一端13a側に他端13b側よりも大径の大径部15を備えたインジケータ13を形成する。
(もっと読む)
トランスファ成形方法及び成形装置
【課題】ポットからの樹脂漏れを防止するとともに、プランジャをスムーズに摺動させることができるトランスファ成形方法及び成形装置を提供すること。
【解決手段】高周波加熱より溶融させた樹脂20aをキャビティ15に加圧、注入してワークWを樹脂封止するトランスファ成形方法において、金属により形成され上型11、及び絶縁物により形成された下型12に備わる金属製のプランジャ13が高周波発生装置14に接続されており、ワークWの一部を、キャビティ15の外で上型11に接触させた状態で型締めして、高周波発生装置14により上型11及びプランジャ13に高周波を印加し、ワークWを高周波電極として機能させてポット17内に配置した樹脂タブレット20を高周波加熱する。
(もっと読む)
樹脂成形品及びその製造方法
【課題】各導電部材及びチップ部品を樹脂でインサート成形する際、成形時の樹脂の圧力によって各導電部材からチップ部品に加わる外力を抑制することのできる樹脂成形品及びその製造方法を提供する。
【解決手段】各導電部材1同士を固定する補強チップ3を各導電部材1に亘るように各導電部材1に接続したので、各導電部材1及び各チップ部品2を覆う樹脂部をインサート成形する際、金型内に流入する樹脂の圧力が各導電部材1に加わった場合でも、各導電部材1同士の歪みを補強チップ3によって抑制することができる。これにより、各導電部材1からチップ部品2に加わる捩れ、曲げ等の外力を大幅に低減することができ、チップ部品2の特性を低下させることがないという利点がある。
(もっと読む)
樹脂封止方法および樹脂封止装置
【課題】半導体パッケージの成形品質を向上する。
【解決手段】まず、型開きしたモールド金型2にワークWを供給する。また、大きさが均一の粒体樹脂12を計数する。キャビティ凹部11に対応する位置であって、計数した複数の粒体樹脂12を配分して、複数の供給領域A1のそれぞれに供給する。ここで、供給領域A1とその周囲を仕切る段差部B1によって、供給領域A1に供給された粒体樹脂12の動きを規制する。次いで、供給された複数の粒体樹脂12を溶融する。モールド金型2を型締めしてワークWを保持し、溶融した樹脂12が充填されたキャビティ凹部11で、ワークWを樹脂封止する。
(もっと読む)
半導体パッケージの成形装置
【課題】半導体パッケージの成形装置を提供すること。
【解決手段】半導体パッケージの成形装置は、少なくとも1つの第1半導体チップが安定して支持される下金型、前記下金型の上部に位置して少なくとも1つの第2半導体チップが安定して支持され、前記下金型と対向する面に前記第1半導体チップの成形空間のための第1キャビティを有する中金型、前記中金型の上部に位置して前記中金型と対向する面に前記第2半導体チップの成形空間のための第2キャビティを有する上金型、前記下金型を貫通して前記第1キャビティと連結される第1供給ポート、前記下金型と前記中金型とを貫通して前記第2キャビティと連結される第2供給ポート、及び前記下金型の下部に位置して前記第1及び第2供給ポートに各々備わり、前記第1及び第2供給ポート内の成形樹脂を加圧して前記第1及び第2キャビティに供給する第1及び第2トランスファー・ラムを有する加圧ユニットを含む。
(もっと読む)
樹脂モールド方法および樹脂モールド装置
【課題】所望の成形品質の成形品を得ることのできる技術を提供する。
【解決手段】まず、金型クランプ面23aで開口するキャビティ凹部5の底面に設けられたポット27と、ポット27内で型締め動作に応じて相対的に往復動するように設けられたプランジャ31とを有するモールド金型2を準備する。次いで、ポット27内にポット用樹脂6aを供給した後、キャビティ凹部5内にキャビティ用樹脂6bを供給する。次いで、モールド金型2を型締めすることによって、溶融したポット用樹脂6aおよびキャビティ用樹脂6bを混ぜ合わせるようにプランジャ31で押圧し、キャビティ凹部5内に溶融樹脂6を充填する。次いで、キャビティ凹部5内の溶融樹脂6を所定の樹脂圧で保圧して加熱硬化させる。
(もっと読む)
気密電子部品の製造方法、及び気密電子部品
【課題】電子基板上の気密部を気密する部材に付与された圧縮歪を維持することによって電子部品の気密性を維持でき、且つ工程が簡易である気密電子部品の製造方法、及び、当該方法により製造される気密電子部品を提供すること。
【解決手段】電子基板上の気密域の近傍に第一成形品を配置した後に、第一成形品が配置された電子基板を射出成形用の金型に載置し、型締力により第一成形品に圧縮歪を付与し、次いで、第一成形品の圧縮歪を保持する第二成形品を射出成形により形成することにより、電子基板上の気密域を覆う気密部を形成して、気密電子部品を製造する。
(もっと読む)
樹脂成形体およびその製造方法
【課題】床材、壁材、柱、間柱、根太、または構造用合板に従来のねじを用いて容易かつ確実に弛み無く固定できる発泡体を内装した樹脂成形体およびその製造方法を提供する。
【解決手段】樹脂成形体100は発泡体122を内装している。発泡体122にはその厚み方向に中空孔を有するねじ受け材125が挿入されている。該ねじ受け材の中空孔105には内面に突出する段部103を有する。該ねじ受け材は、該樹脂成形体の表面材を成す一方の樹脂壁内面と他方の樹脂壁内面に溶着するフランジ104を両端に備える。該ねじ受け材は、略円筒状の胴部を有しており、胴部には放射状に突出した回転止めが形成されている。
(もっと読む)
フィルム、前記フィルムの製造方法及びそれを用いたLEDパッケージの製造方法
【課題】
良好な離型性と金型追従性を有するフィルムと、それを製造する手段を提供する。
【解決手段】
4−メチル−1−ペンテン(共)重合体(A)と、熱可塑性エラストマー(B)と、を含むフィルムであって、前記(B)の含有量が(A)と(B)の合計100重量部に対して10〜50重量部であり、かつ前記フィルムについて示差走査熱量計(DSC)により測定される前記(B)に由来する融点TmB2が100℃以下または前記融点TmB2が実質的に観測されないフィルム。
(もっと読む)
ICタグ一体成形品の製造方法
【課題】少ない工程で成形樹脂と粘着シートの接着が強固なICタグ一体成形品の製造方法を提供する。
【解決手段】凹状の下型4内にICタグ1、または、樹脂シート上に保持されたICタグを配置し、前記凹状の下型と、粘着ベース基材2aと粘着層2bから構成された粘着シート2を保持した上型6aとでキャビティ3を形成し、前記キャビティに樹脂を注入するICタグ一体成形品の製造方法であって、前記ICタグはICタグベース基材1bに設けられたアンテナ回路1aと該アンテナ回路に電気的に接続されたICチップ1cからなり、前記粘着シートは粘着層を上型側に保持され、前記上型は少なくとも一つの樹脂注入用のゲート6bを有し、前記粘着シートは前記ゲートに対応する位置に通孔2cを有することを特徴とするICタグ一体成形品の製造方法。
(もっと読む)
ポケット部形成装置及びPTP包装機
【課題】装置の大型化を抑制しつつも、汎用性の向上等を図ることのできるポケット部形成装置及びPTP包装機を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置等を備える。ポケット部形成装置は下型及び上型を備え、各型にはポケット部に対応して複数の孔部が形成されている。下型の孔部には成形プラグが上下動可能に挿通され、上型の孔部にはコイルばねにより付勢された状態でプッシャが収容されている。そして、両型により容器フィルム3を挟持した上で、成形プラグを第1位置まで突出させ、深さXのポケット部2を形成する。続けて、成形プラグを第2位置まで後退させ、プッシャの圧力により、ポケット部2の頂部2aに深さYの凹部2bを形成する。
(もっと読む)
電子部品の樹脂封止成形装置
【課題】電子部品の樹脂封止成形装置の全体形状が大型化されるのを抑えると共に、電子部品の樹脂封止成形品(樹脂成形済基板14)の品質向上と生産性とを向上する。
【解決手段】少なくとも二組の樹脂成形型6・7を上下方向又は左右方向へ直列配置すると共に、各樹脂成形型6・7における樹脂材料供給用ポット6f・7fの夫々に樹脂加圧用プランジャ17の先端加圧部17aを摺動可能な状態で且つ同じ方向から夫々嵌入して構成することにより、樹脂成形装置の全体形状が各樹脂成形型6・7の直列配置方向へ大型化されるのを抑える。また、各樹脂成形型6・7を直列配置することにより、各樹脂成形型6・7の型開閉機構等を兼用することが可能となり、従って、各樹脂成形型6・7における型締圧力や樹脂材料に対する樹脂加圧力等の樹脂成形条件の均等化を図り得て、均等で且つ高品質を備えた電子部品の樹脂封止成形品14を高能率生産することができる。
(もっと読む)
樹脂成形装置
【課題】使用する樹脂の種類や成形部分の形状の違いに拘わらず、成形品を確実に所望の金型に残留させて取り出す。
【解決手段】第1金型、第2金型及び第3金型を接離可能に配置し、第2金型と第3金型の間に基板56を挟持し、第2金型に形成した成形用凹部38と基板56とで形成されるキャビティ内に、第1金型に形成したランナー溝16と、第2金型に形成した縦ランナー孔を介して樹脂を充填することにより、基板56に実装した電子部品を樹脂封止する。第1金型は、ランナー溝16内で固化した樹脂を突き出すランナーエジェクタピン32と、ランナーエジェクタピン32を作動させる第1金型用エジェクタプレートと、を備える。第2金型は、エジェクタプレートに連動し、成形用凹部38で固化した樹脂を突き出す製品エジェクタピン42を備える。
(もっと読む)
セグメント化された着脱可能な締結具
【課題】弾性ポリウレタンフォームで成形されるシート・クッション等の締結具(面ファスナー)を成形時に締結具をフォームから保護するカバー部材を破棄等の無駄にすることが無く、あらゆる形状に適用でき、確実に保護できるカバー部材の提供。
【解決手段】セグメント化されたフック・ループ式締結具10は、成形の形状に適合する様に、複数の締結セグメント12から構成され、ベース16部の締結面上には、フック形またはループ形のいずれかの複数の締結部材20が担持される。隣接する各一対の締結部材20の間に配され、かつこれらを接続するのが、二つまたは三つの直交する軸のまわりで撓むことができる締結セグメント12の幅よりも細い幅を有する可撓性ネックで連結され各セグメントは、モールド時に締結具を保護するバリヤを有する事で達成した。
(もっと読む)
電子部品の製造装置
【課題】装置の小型化が可能な電子部品の製造装置を提供する。
【解決手段】電子部品保持部50の型対向面50Aに、電子部品60を有する基板61を保持させると共に共通ピン53を型20に向けて立設する。共通ピン53が、離型シート30を貫通して、型20の上面20Aの共通ピン穴22に挿入されることにより、電子部品60が成型部21内の樹脂R中に位置決めされる。
(もっと読む)
半導体装置の製造方法
【課題】半導体装置の歩留の向上を図る。
【解決手段】上金型14と下金型15で一対を成す樹脂成形金型13の上金型14において、キャビティ14aの注入ゲート14dに対向する第2隅部14fの内周面14bの断面の半径を、他の隅部の内周面14bの断面の半径より大きくすることで、樹脂注入時に樹脂中に含まれるボイド12をキャビティ14aの第2隅部14fに滞留させることなくエアベント14hに押し出すことができ、これにより、キャビティ内でのボイド12の発生を抑制して半導体装置の外観不良の発生を抑制できる。
(もっと読む)
21 - 40 / 339
[ Back to top ]