
Fターム[4F205HF30]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (663) | 供給方法、装置 (233) | 吸引、減圧 (56)
Fターム[4F205HF30]に分類される特許
21 - 40 / 56
略矩形状熱可塑性樹脂被覆FRP線条物の製造方法、及び同FRP線条物を用いたドロップ光ファイバケーブル
【課題】ドロップ光ケーブル用テンションメンバなどとして使用可能なFRP部の短辺が0.3mm未満の略矩形状を有する熱可塑性樹脂被覆FRP線条物の改良された製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法である。
(もっと読む)
複合材料から成る部品を製造するための可撓性膜
本発明は、複合材料から成る部品を製造するのに用いられる成形装置に関する。この成形装置は誘導性の可撓性膜(1)と導電性の剛体部分(2)を含む。誘導性の可撓性膜は磁界を発生し、それが剛体部分に渦電流を生成し、熱の流れを生む。この熱の流れが伝導によって複合材料から成る部品を加熱する。 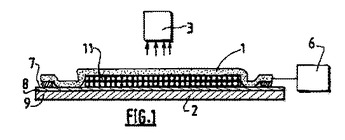 (もっと読む)
(もっと読む)
オートクレーブ硬化サイクルの設計プロセス及び硬化方法

方法は、ポリイミド樹脂を染み込ませた繊維強化層を用いてプレフォームを形成するステップと、ポリイミド樹脂系から溶媒のほぼ全部を除去するに十分な第1の時間をかけて、第1の真空、圧力、及び温度条件で溶媒を除去し、ポリイミド樹脂のイミド化がほぼ完全に生じるに十分な第2の時間をかけて、第2の真空、圧力、及び温度条件下でポリイミド樹脂系をイミド化し、イミド化の後、プレフォームが所定の温度になるとプレフォームに圧力をかけることを含めた第3の真空、圧力、及び温度条件下でプレフォームを強化し、第4の真空、圧力、及び温度条件でプレフォームを固化し、タービンエンジン部品の形状を有する硬化積層構造物を形成するステップを含む。溶媒除去段階、イミド化段階、強化段階、及び固化段階における所望の結果に応じた、ポリイミド樹脂の全体的な硬化サイクルを設計するための方法を提供する。
(もっと読む)
複合構造を製造するプロセスおよび装置
航空機エンジンナセルコンポーネントに適した吸音外板などの有孔複合構造を製造するプロセスおよび装置。このプロセスは、少なくとも1つのマット部材、未含浸布部材、およびパッド部材を成形型表面上に配置するステップであって、マット部材上に配設したピンが、この布部材を貫いて突出して布部材に穴を画定し、この布部材が、マット部材とパッド部材の間にあり、マット部材、布部材、およびパッド部材が、成形型表面に適合する未含浸スタックをもたらすように配置するステップを含む。次いで、布部材は、樹脂含浸した布をもたらすように樹脂が注入され、樹脂含浸した布内の樹脂が、部分的に硬化させられ、その後、部分的に硬化した樹脂含浸した布は、成形型表面から、およびマット部材とパッド部材の間から除去される。次いで、部分的に硬化した樹脂含浸した布の後硬化を実行して、穴を備えた複合構造をもたらすことができる。 (もっと読む)
航空機の平面部材およびその製造方法
本発明は、航空機(2)の平面部材(1)であって、前記平面部材が材料厚(4)を有する面(3)を形成し、前記面が座屈剛性を高めるために、ウエブ高さ(6)を有するウエブ(5)によって規定された少なくとも前記面の一部または部分面(7)に、ビード高さ(9)を有する少なくとも1つの補強ビード(8)を備えて実施されており、前記補強ビードが前記ウエブ(5)の間で前記部分面(7)にわたって延びているものに関する。さらに、特にオートクレーブ内でこのような平面部材の製造を可能とする製造方法がなお提案される。
(もっと読む)
繊維複合部品を製造するための成形体
本発明は、繊維複合部品を製造するための成形体に関する。
本発明によれば、成形体は、少なくとも一部において、紙及び/又は厚紙材料を利用して形成される。紙及び/又は厚紙材料は、適切な機能レイヤを利用することにより、気密性や非粘着特性のようなさらなる特性が提供され得る。さらには、材料は、高い再現性のある空間次元を有する繊維複合部品が製造され得るような方法で、高い寸法安定性の成形体又は支持コアを製造することを可能にする。加えて、硬化の後、成形体は、真空状態を利用することにより、単純な方法で潰され得て、その後、残留物無しに、繊維複合部品から除去され得る。さらには、成形体は、コスト効率よく、かつ包装業界から公知の製造方法を利用して、事実上無制限の範囲の幾何学的形状に製造され得る。本発明はさらに、成形体を利用する繊維複合部品を製造するための方法に関する。
(もっと読む)
タービン翼半体の製造方法、タービン翼半体、タービン翼の製造方法およびタービン翼
【課題】樹脂注入成形によるタービン翼半体(1,2)の製造方法において、より少ない時間でタービン翼を生産する方法を提供することを目的とする。
【解決手段】製造方法は、以下のステップ:繊維マット(4)を有するタービン翼シェル用の型(3)を準備すること、強化用部材(6)を該型(3)の中の該繊維マット(4)上に置くこと、空気不透過封止膜(17)を該繊維マット(4)上にかつ該強化用部材(6)にもたれかけて置くこと、減圧下において該強化用部材(6)の下側の領域を含む該繊維マット(4)の中に硬化性樹脂を導入すること、タービン翼半体(1、2)を形成するために該樹脂を硬化させること、この結果前記タービン翼半体(1、2)は該硬化樹脂によって該強化用部材(6)に接着されたタービン翼シェル(11)を具備する、を備える。
(もっと読む)
ドレープ成形方法
【課題】プリプレグ積層体を曲げるに際し、シワやボイドの無い良質な成形体を得るためのドレープ成形方法を提供する。
【解決手段】平板状に積層したプリプレグ積層体を、所望の型上で横断面に屈曲部を有する柱状に賦形した後に加熱硬化させるドレープ成形方法であって、プリプレグに使用しているマトリックス樹脂の40℃における粘度が1500Pa・s以上30000Pa・s以下で、かつ該プリプレグ積層体を50℃以上100℃以下に加熱した後、真空脱気法を用いて3分以上25分以下の時間をかけて所望の型に賦形した後に加熱硬化させることを特徴とするドレープ成形方法。
(もっと読む)
航空機または宇宙機のための繊維複合構成材
少なくとも一部に導電性繊維(6)を有する、航空機または宇宙機のための繊維複合構成材(1)では、導電性繊維(6)は、導電性繊維を加熱し、および/または導電性繊維(6)の電気抵抗を測定するための電流を通電させる電力源に接続される。 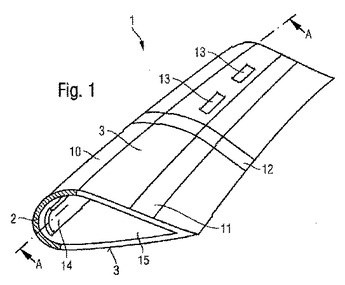 (もっと読む)
(もっと読む)
可撓性多層面状材料
繊維複合体の半製品から繊維強化樹脂組立体を形成する場合に、母材供給空間を形成する可撓性多層面状材料は、膜層(41)と、膜層上に積層された繊維層(42)と、繊維層(42)上に配置される空間保持層(43)とを有する多機能積層体(40)を有する。 (もっと読む)
繊維複合材料からプロファイルを製造する方法
本発明は、特に航空機産業及び航空宇宙分野における、以下の工程を有する、繊維複合材料からプロファイルを製造する方法を提供する。特に予め含浸させた繊維材料からなる予備ファブリック(3)を、まず、真空バッグ(7)で被覆する。その後、支持要素(17、18)を、被覆した予備ファブリック(3)上に置き、これを支持する。その後、真空バッグ(7)に真空(PI)を与える。次に、予備ファブリック(3)は、特にオートクレーブ内で、熱の作用の下で硬化されプロファイルとなる。特許請求する方法によれば、支持要素(17、18)は、真空バッグ(7)によって、長手方向(8)において予備ファブリック(3)から機械的に切り離されており、これにより、支持要素(17、18)を、予備ファブリック(3)に対して長手方向(8)に移動させることが可能となるため、非常に費用のかかる36ニッケルスチールの代わりに、好ましい材料、特にアルミニウムから支持要素(17、18)を形成することができ、好都合である。 (もっと読む)
繊維強化樹脂複合材料及びそれを成形してなる成形品
【課題】軽量かつ耐衝撃性、材料の飛散防止性能に優れると共に、プレス成形が困難な凹凸の多い成形品等を成形する際の賦形性に優れる、繊維強化樹脂複合材料を提供する。また、繊維強化樹脂複合材料を成形してなる、軽量で、耐衝撃性、材料の飛散防止性能及び外観に優れる成形品を提供する。
【解決手段】繊度が200dtex〜900dtexの高強度かつ高弾性率の有機繊維糸条よりなる目付(単位面積当りの重量)が50g/m2〜200g/m2の3軸織物を、強化繊維が炭素繊維よりなる目付が50g/m2〜500g/m2の織物で、マトリックス樹脂が熱硬化性樹脂で、かつ樹脂の重量含有率が30%〜70%である樹脂シートの少なくとも片面に、積層一体化してなる繊維強化樹脂複合材料、並びに、該材料を成形してなる成形品。
(もっと読む)
重合される複合材料から成る機体胴部の周囲に真空バッグを用いる方法
真空バッグは、縦軸(x)回りの回転体形状を有する心棒(10)外面に積層により形成され、重合される複合材料から成る機体胴部(11)の周囲に用いられる。機体胴部(11)の縦方向長さに対応する横幅を持つシート(30)形状のバッグ材料が、心棒に沿って供給される。シートの第1横方向端部(30a)が胴部(11)又は心棒(10)の外面に固着又は封着される。その後、心棒が軸(x)の回りに回転され、胴部(11)の回りにシート(30)を巻き付ける。心棒(10)が回転している間、シート(30)の対向する軸方向端部(30d)が心棒(10)に封着される。最後に、シートの第2横方向端部(30b)が胴部(11)又は心棒の外面に封着される。 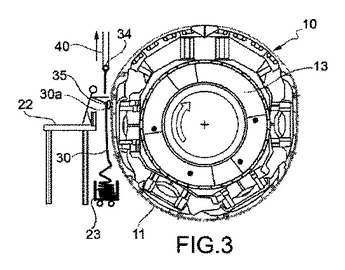 (もっと読む)
(もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
FRP成形体の製造方法及び製造システム
【課題】繊維の張力を低減したり、樹脂の粘度を高めることなく、高Vf化を抑制できるFRP成形体の製造方法及び製造システムを提供する。
【解決手段】FRP成形体の製造方法は、フィラメント・ワインディング法によりFRP成形体を製造する方法であって、熱硬化性の樹脂を繊維に含浸させる工程(a)と、中空の回転部材の内部を減圧しながら、樹脂を含浸した繊維を回転部材の周囲に巻き付けることにより、樹脂含浸繊維層を形成する工程(b)とを備える。また、FRP成形体の製造システムは、熱硬化性の樹脂を繊維に含浸させる樹脂含浸部30と、回転部材としてのライナ50を回転駆動する回転駆動部53と、樹脂を含浸した繊維を回転部材の方向に導くことにより、回転部材の周囲に繊維を巻き付ける繊維束ガイド40と、回転部材の内部を減圧する真空ポンプ60とを備える。
(もっと読む)
繊維補強樹脂の成形方法及びそれに用いる成形用型
【課題】繊維補強樹脂中の気泡を確実に除去することを可能にする繊維補強樹脂の成形方法及びそれに用いる成形用型を提供する。
【解決手段】予め樹脂を含浸させて多層で積み重なる繊維織布を型12の型穴14に置く。そのうちの型12は型穴14と外部に繋がる少なくとも一つの穿孔22、32を有する。続いて型12を加熱すると同時に穿孔22、32から型穴14中の気体18を抜き出せば、予め樹脂を含浸させた繊維織布の間の気泡18を確実に抜き出すことが可能なだけでなく、過剰な樹脂まで抜き出すことが可能である。これにより製品の機械的強度をより向上させることが可能となる。
(もっと読む)
繊維強化プラスチックパネルの製造方法および製造装置
【課題】繊維補強基材の積層体に樹脂材料を含浸させる際、含浸状況を確実に把握できるようにした繊維強化プラスチックパネルの製造方法および製造装置を提供する。
【解決手段】 繊維補強基材の積層体4を覆ったバキュームバッグ7の内側に樹脂材料Wを供給パイプ6を通じて供給する前に、積層体4の層間に電気容量センサ10a、10bとなる2本の導線を、互いが通電しない状態で間隔をあけて配置しておき、モールド1上でバキュームバッグ7の内側の空気を吸引しつつ、バキュームバッグ7の内側に樹脂材料Wを供給して積層体4に樹脂材料Wを含浸させる際に、電気容量センサ10a、10bとなる2本の導線間の電気容量を測定し、この測定した電気容量値に基づいて、含浸状況を判断する。
(もっと読む)
航空機胴体室部を複合繊維材料で製造する方法及び機器
本発明は、継ぎ目なし一体化且つ基本的に中空の円筒状部品5、とりわけ航空機の胴体部分の製造方法に関する。本方法は、以下の工程を含む:a)第1真空膜3の固定巻心2への付与及び第1真空膜3の真空排気工程、b)巻心を巻き取ることにより、巻心2への胴体部5の積層状態での巻着工程、c)第1真空膜3の通気工程、d)固定巻心と比較して不安定な外型6の胴体部5への付与工程、巻心2は外型6を安定化させ、e)胴体部5を外型6に接近するように引き寄せると共に、胴体部5を少なくともいくつかの領域で、巻回心2から取り外すために、第2真空膜7の外型6への付与及び第2真空膜7の評価工程、f)完成胴体部を製造するために、オートクレーブでの装置全体の硬化工程。これにより、部品5の高い表面品質を生じさせる。更に、極めて高い寸法安定性が、とりわけ接着させられる部品5の断面形状に関して達成される。加えて、本発明は、本方法を実行する機器に関する。 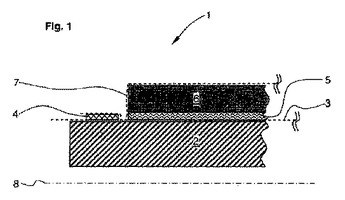 (もっと読む)
(もっと読む)
繊維強化プラスチック製中空構造部品の製造方法
【目的】繊維強化プラスチック製の中空構造部品の製造用のRTM法のための、強化繊維で覆う際の高い引っ張り力に支障なく耐える水分散性支持中子を提供する。
【構成】繊維強化プラスチック製の中空構造部品の製造のために、少なくとも部分的に水溶性ケイ酸塩含有結合剤と充填材とからなる水溶性結合剤で調製された水分散性支持中子を強化繊維で覆う。支持中子上の繊維を硬化性プラスチックで含浸させ、プラスチックを硬化させ、続いて支持中子を水で洗い出す。前記結合剤が少なくとも部分的に水ガラスであるのが好ましい。
(もっと読む)
延伸ポリマー補強要素を含む曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品の製造方法であって、複数の延伸ポリマー補強要素をマンドレル上に配置することと、その要素の少なくとも一部を互いに局部的に接着することと、製品をマンドレルから取り外すこととを含む方法に関する。本発明はまた、曲面物品(好ましくは防護物品)を曲面製品から製造するための方法であって、曲面製品を金型内に入れることと、前記製品を高温高圧で圧縮することとを含む方法に関する。曲面防護物品は良好な耐衝撃特性を有し、実質的にしわがない。 (もっと読む)
21 - 40 / 56
[ Back to top ]