
Fターム[4K024AA02]の内容
電気メッキ方法、物品 (25,708) | メッキ析出金属 (5,114) | 単金属 (4,227) | Cr (252)
Fターム[4K024AA02]に分類される特許
201 - 220 / 252
低摩擦性、耐摩耗性を向上させた金属板およびその製造方法
【課題】
金属母材表面に硬質クロムめっきを施すと共に、該硬質クロムめっきによって形成された硬質クロムめっき層に、微粒子ショットピーニング処理をすることにより、前記硬質クロムめっき層が保有する微細なクラックを減少、または消滅させ、本来の硬質クロムめっきではなし得なかった前記金属母材表面の低摩擦性、耐摩耗性を一層向上させた金属板およびその製造方法を提供する。
【解決する手段】
金属母材1表面に、硬質クロムめっきを施して硬質クロムめっき層2を形成すると共に、更に、該硬質クロムめっき層2に微粒子ショットピーニング処理を施すことにより、該金属母材1表面の微細なクラック3を減少、または消滅させる。
(もっと読む)
クロムめっき製品の製造方法
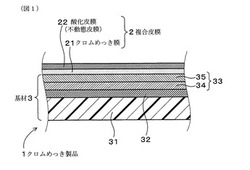
【課題】基材の種類に関係なく、短時間で、耐腐食性に優れたクロムめっき製品を製造できるクロムめっき製品の製造方法を提供すること。
【解決手段】クロムめっき膜21と、これを被覆するクロムの酸化皮膜22との複合皮膜2が、基材3の表面に形成されたクロムめっき製品1の製造方法である。該製造方法においては、めっき工程とプラズマ処理工程とを行う。めっき工程においては、基材3の表面にクロムめっきを施して、クロムめっき膜21を形成する。プラズマ処理工程においては、クロムめっき膜21の表面にプラズマ処理を施して、クロムめっき膜21の表面に酸化皮膜22を形成する。また、プラズマ処理工程においては、NaCl水溶液中で、Ag/AgCl電極を基準電極としたときの複合皮膜2の自然電極電位が−0.3V以上となるように制御する。
(もっと読む)
ポリアセタール樹脂成形物の金属めっき方法とそのめっき製品

【課題】 ポリアセタール樹脂成形物へのめっき密着性をより向上させ、且つ前処理工程での樹脂自体の割れの発生を防ぎ、めっき強度に優れ且つ表面の滑り性に優れた、ポリアセタール樹脂成形物を得る。
【解決手段】 ポリアセタール樹脂成形物表面を前処理する前処理工程、化学めっきを行なう工程、複数回の電気めっきを行ない多層構造の電気めっき層を形成する工程を有し、第1段階で行なう化学めっきと第2段階で行なう電気めっきの2段階でめっきを行ない、前記化学めっきの次に行なう電気めっきは、導電性の高いCuめっきであり、以降はNiめっき、Crめっきとする。前処理工程において、樹脂成形物表面をバフ研磨後にめっき温度以上の温度で熱処理を行ない、その後ブラスト処理を行ない、且つブラスト処理後に脱脂処理を行なう。
(もっと読む)
エンボス加工アセンブリ及び製造方法
本発明は、外面に形成された三次元パターンを有するエンボス加工スリーブ、拡張可能インサート、並びに前記エンボス加工スリーブ及び前記拡張可能インサートを載置したドラムを備えるエンボス加工アセンブリに向けられている。本発明は、エンボス加工スリーブ又はエンボス加工ドラムの製造方法にも向けられている。更に、本発明は、電気メッキ方法において、ドラム又はスリーブの表面のメッキ材料の厚さを制御する方法に向けられている。 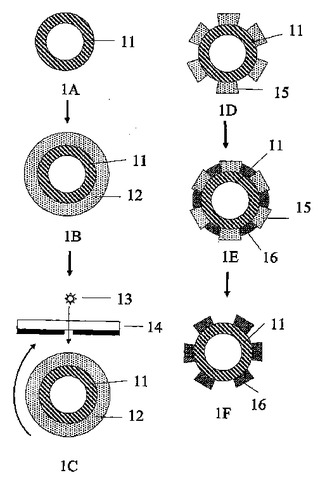 (もっと読む)
(もっと読む)
銅フリー樹脂めっきの成膜方法
【課題】 光沢ニッケルめっき膜部分を、レべリング性の高い超光沢ニッケルめっきを代用することで、銅フリーめっきでニッケルめっき膜厚を削減しても良好な外観、さらに耐食性を向上させる。
【解決手段】 高耐食性が要求される電気めっきを樹脂成形品に施す銅フリー樹脂めっきの成膜方法であって、樹脂成形品にダイレクトめっきの前処理S1、S2、S3、S4を施し、次に、樹脂成形品に半光沢ニッケルめっきS5、超光沢ニッケルめっきS6、光沢ニッケルめっきS7、MPニッケルめっき(マイクロポーラスニッケルめっき)S8の順で各めっき処理を施し、最後にクロムめっきS9を施す。
(もっと読む)
電気接点材料製造方法及び電気接点材料
【課題】 金属メッキの表面の凹凸形状を大きくすることができる電気接点材料製造方法及び電気接点材料を提供する。
【解決手段】 母材2に電機メッキを施す際、電気メッキの初期段階において過電流を流し、その後は通常値の電流を流して母材2に銀メッキを形成する。この処理として、まず過電流を流す漕である第1メッキ漕3aに、メッキに必要な量の母材2を巻き取って導入する。母材2が第1メッキ漕3aにセットされると、メッキ液4に浸された母材2と電極との間に過電流を流し、メッキ液4に浸されている母材2に銀メッキを形成する。続いて、第1メッキ漕3aで銀メッキが形成された部分が第2メッキ漕3bにセットされ、その母材と電極との間に通常値の電流が流され、先程の銀メッキに銀成分を積み重ねることで必要な厚みを有した銀メッキを形成する。
(もっと読む)
銅フリー樹脂めっきの耐食性向上方法
【課題】 銅フリー樹脂めっきの前処理を無電解ニッケルめっきからダイレクトめっきに替えることで、電気ニッケルめっきの膜厚によらず、腐食によるめっきふくれ現象が発生せず、かつレベリング目的(めっき用素材のキズや凹凸をなめらかにすること)の光沢ニッケルの膜厚を、前処理に無電解ニッケルを使用する工程での膜厚より薄くしても、良好なめっき外観と耐食性を向上させる。
【解決手段】 樹脂成形品に銅めっきを省略して電気めっきを施す銅フリー樹脂めっきの耐食性向上方法であって、前記樹脂成形品に、エッチングS1、エッチング中和S2、触媒付与S3及び導電化S4の各処理を施し、次に樹脂成形品に電気ニッケルめっきを施し、最後にクロムめっきS8を施す。
(もっと読む)
プローブコンタクトのためのポスト及びチップ設計
本発明は、入射光を拡散する粗い上面(1500)と断面とを有するポストと、自動画像認識に適したらか滑な反射面を有し、かつポストの断面よりも小さい断面を有する、ポストの粗い上面にリソグラフィーでメッキされた先端部とを備える微細加工された先端部(680)及びポスト構造(670)に関する。  (もっと読む)
(もっと読む)
摺動部材
【課題】 摺動面の面圧の変動があっても、摩擦係数が比較的安定した摺動部材を提供すること。
【解決手段】 摺動面をめっき皮膜で被覆した摺動部材において、前記めっき皮膜の表面にクラックを形成すると共に、該クラックにフッ素樹脂と金属硫化物との混合物を充填したことを特徴とする。
(もっと読む)
マスキング部材及びめっき方法
【課題】 ワークを段積みして電気めっきにより一括してめっき皮膜を形成するに際し、より均一な膜厚及び膜質を得られると共に、より短時間でめっき皮膜を形成し得るマスキング部材及びめっき方法を提供すること。
【解決手段】 貫通した開口部を有するワークWを、当該開口部が互いに連通するように複数段積みにして各々の前記ワークの前記開口部の内周面にめっき皮膜を電気めっきにより一括析出する際に、隣接する前記ワーク間に液密に介挿されるマスキング部材10において、前記開口部と略同形状の穴部と、前記穴部を規定する端縁12の両側部にそれぞれ形成され、当該端縁の両側部を前記ワークと離間させる切り欠き13と、を有することを特徴とする。
(もっと読む)
導電性膜の製造方法及びその製造装置並びに透光性電磁波シールド膜及びプラズマディスプレーパネル
【課題】 ハロゲン化銀写真感光材料にパターン露光と現像を行い、さらに電解めっきする際に電解めっき工程で生じるめっきむらを低減できる方法を提示すること。それによって、均一で高い導電性と高い透光性とを有する透光性導電性膜、とくに電磁波シールド膜、並びにそれらを装備した画像表示装置を提供すること。
【解決手段】 支持体上にハロゲン化銀乳剤層を含む少なくとも1層の親水性コロイド層を有する黒白ハロゲン化銀写真感光材料に現像処理を施して金属銀部を形成し、続いて該金属銀部に電解めっきを施す導電性膜の製造方法において、該現像処理済み感光材料がメッキ液に浸漬される際に液面の変動を抑制することを特徴とする透光性導電性膜の製造方法及び装置。これを用いた透光性導電性膜、透光性電磁波シールド膜及びそれらを装備した画像表示装置。
(もっと読む)
電気めっきを施されたプラスチック製衛生用品を製造する方法
【課題】 プラスチック製衛生用品の場合に、特定の表面領域のみを対象とした電気めっき(電流下での)による金属膜被覆を実施することを可能ならしめる。
【解決手段】 電気めっきによって金属膜被覆された表面をもつプラスチック製衛生用品を製造する方法である。前記衛生用品は、それが外部電源を用いての電気めっきによって金属膜被覆される前に、少なくとも1個の非電気伝導性部品を有する。この部品は、外部電源を用いての電気めっきによる金属膜被覆の間、前記衛生用品の送水部分を少なくとも部分的に電流の流れから遮断する。前記部品は、前記衛生用品に可逆的に連結できる独立した部品であることが好ましい。本発明は、電流を遮断するための前記部品自体および前記部品を備えた衛生用品をも包含する。
(もっと読む)
ディーゼルエンジンのためのコーティングされたパワーシリンダ部品
ディーゼルエンジンピストン組品は、その中に形成された燃焼ボウルを伴ったトップ壁を有するとともに、燃焼ボウルエッジ、上側壁を伴ったトップリング溝を含む複数のリング溝ならびにトップリング溝とトップ壁との間に配置されたそのトップランド部を伴って形成された外側リングベルト、互いに位置合わせされたピンボアを伴った1対のピンボス、およびスカートを有するピストン本体と、少なくともトップ壁、燃焼ボウルエッジ、トップランド部、およびトップリング溝の上側壁に塗布されたダイヤモンド拡散複合コーティングとを備える。 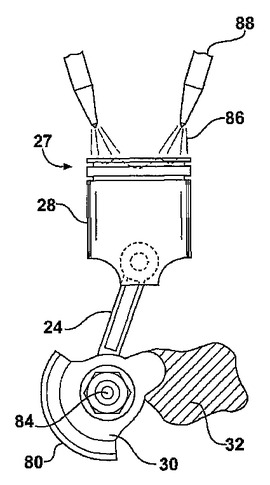 (もっと読む)
(もっと読む)
プラズマディスプレイ電磁波シールドフィルター用銅箔及びその製造方法
【目的】本願発明の解決しようとする課題はプラズマディスプレイ電磁波シールド用銅箔で特に強く要求される特性、銅箔のラミネート面が黒色であること、銅箔が超低粗度であること、銅箔のラミネート面の平滑性が高いこと、以上3点の特徴を有したプラズマディスプレイ電磁波シールドフィルター用銅箔及びその製造方法を提供する事にある。
【解決手段】銅箔の少なくとも一方の面に粗化粒子大きさ0.6μm以下の銅-錫からなる粗化粒子からなる粗化処理層を施し、且つ、粗面粗度Rzを1.5μm以下に調整する事で、JIZ Z 8729に記載の色の表色系L*a*b*のL*が30以下であり、且つ、JISZ8471に基づきGs(85°)で測定した鏡面光沢度が80以上である、黒色、超低粗度、高い平滑性という特徴を有したプラズマディスプラレイ電磁波シールドフィルター用銅箔及びその製造方法。
(もっと読む)
クロムめっき部材
【課題】300℃以上の厳しい熱履歴を受けてもクラックが発生し難い電気クロムめっき層が設けられたクロムめっき部材を提供する。
【解決手段】金属製部材の表面に電気クロムめっき層が設けられたクロムめっき部材であって、前記電気クロムめっき層における結晶子の平均直径が16.0nm以上であると共に、X線回折法による{211}と{222}のピーク強度比({211}/{222})が0.10以上としたクロムめっき部材である。
(もっと読む)
ダイレクトめっき用樹脂組成物およびめっき装飾製品。
【課題】
ダイレクトめっき法におけるPC/ABS系樹脂の電気銅めっき工程におけるめっき析出性とめっき密着強度のバランスおよび耐衝撃性、耐熱性など樹脂性能に優れたダイレクトめっき用樹脂組成物を提供すること。
【解決手段】
ポリカーボネート樹脂(A)20〜80重量%およびゴム強化スチレン系樹脂(B)80〜20重量%からなる組成物において、該ゴム強化スチレン系樹脂(B)が、乳化重合にて製造されたゴム強化スチレン系樹脂(b−1)および塊状重合及び/又は溶液重合にて製造されたゴム強化スチレン系樹脂(b−2)からなるダイレクトめっき用樹脂組成物。
(もっと読む)
樹脂成形体へのめっき方法
【課題】自動車部品等として使用し得る十分な性能を有する樹脂成形体に対して、簡単な処理工程によって、外観や物性に優れためっき皮膜を形成できる方法を提供する。
【解決手段】下記(i)〜(iii)の工程を含む、ポリアミド系樹脂又はポリアミドアロイ系樹脂を樹脂成分とする樹脂成形体へのめっき方法:
(i)界面活性剤、無機酸及び有機酸を含有するエッチング処理用組成物を、上記樹脂成形体に接触させるエッチング工程、
(ii)上記(i)工程でエッチング処理された樹脂成形体を、貴金属化合物及び第一錫化合物を含有するコロイド溶液に接触させた後、パラジウム化合物を含有する水溶液に接触させる触媒付与工程、
(iii)上記(ii)工程で処理された樹脂成形体を、銅化合物、還元性を有する糖類、錯化剤及びアルカリ金属水酸化物を含有する無電解銅めっき液に接触させる無電解銅めっき工程。
(もっと読む)
アクチュエータ
【課題】吸引力ヒステリシスの発生を少ないアクチュエータの提供。
【解決手段】固定子側の摺動面に施したコーティング層内にグラファイト粒子を含ませることでアクチュエータに好適な摺動特性を実現できることを見いだした。すなわち、可動子とその可動子を往復動自在に支持する固定子とを有するアクチュエータにおいて、前記可動子の摺動面には無機化合物から形成されたコーティング層を有し、前記固定子の摺動面にはグラファイト粒子を含有するコーティング層を有することを特徴とする。特に、前記可動子の摺動面に形成された前記コーティング層は金属クロム、DLC及びグラファイト粒子からなる群から選択された1以上の無機化合物を含有させることで、可動子側の摺動面の硬度を高くすることが可能になり、摺動面の接触面積を長期間小さく保つことが可能になる。
(もっと読む)
導電膜の形成方法、及び導電パターン形成方法
【課題】温・湿度依存性の低い導電膜の形成方法を提供すること。また、温・湿度依存性が低く、耐イオンマイグレーション性に優れた金属配線を製造する際に好適な導電膜の形成方法を提供すること。更に、温・湿度依存性が低く、耐イオンマイグレーション性に優れた導電パターンの形成方法を提供すること。
【解決手段】基板上に、該基板表面に直接結合し、且つ、親水性基を有するグラフトポリマーを生成させる工程と、該グラフトポリマーに無電解メッキ触媒又はその前駆体を付与する工程と、無電解メッキを行う工程と、前記親水性基を疎水性に変換する工程と、をこの順に有することを特徴とする導電膜の形成方法、及び該方法で得られた導電膜をエッチングする工程を含む導電パターン形成方法。
(もっと読む)
エッジオーバーコート防止装置
【課題】 金属帯板に電気めっきする際に、めっき着量を均一化できる遮蔽板を備えたエッジオーバーコート防止装置を提案する。
【解決手段】 電気めっきラインのめっきセルにおいて被めっき材である金属帯板の両側端部と陽極との間に配設される電気絶縁材料製遮蔽板の形状を、端縁が、複数の直線で描かれる、少なくとも2つの頂を有する山型形状を呈する張り出しを有する形状とする。端縁の山型形状は、金属帯板の側端に対向する位置に描かれる投影直線となす角度αが1〜10°である複数の直線で画定される。2つの頂は、前記投影直線を基準として金属帯板の中心寄りに所定距離Eaの高さを有し、かつ2つの頂の間に形成される谷底部の高さEbが、Eaの50〜80%とすることが好ましい。なお、所定距離Eaは、5〜200mmとすることが好ましい。
(もっと読む)
201 - 220 / 252
[ Back to top ]