
バイアスステッチ基材とそれを用いたプリフォーム及びプリプレグ
【課題】賦型性に優れ、かつ、製造時の巻き取りテンションにより長さ方向の伸びが少ない、即ち、繊維目曲の少ない0度層を持たない多軸ステッチ基材を提供すること。
【解決手段】強化繊維束が平行にシート状に配列された層が2層以上、いずれの層も積層角度が0度ではないように積層され、それらの層がステッチ糸により一体化されたバイアスステッチ基材であって、該基材は、基材の幅方向における補強された両端部(補強部)と、該両端部に挟まれた補強されていない中間部(非補強部)とからなり、該非補強部の引張り弾性率が10kPa以下であり、かつ、該補強部の引張り弾性率が5MPa以上であることを特徴とするバイアスステッチ基材、及び、かかる基材を用いたプリフォームとプリプレグ。
【解決手段】強化繊維束が平行にシート状に配列された層が2層以上、いずれの層も積層角度が0度ではないように積層され、それらの層がステッチ糸により一体化されたバイアスステッチ基材であって、該基材は、基材の幅方向における補強された両端部(補強部)と、該両端部に挟まれた補強されていない中間部(非補強部)とからなり、該非補強部の引張り弾性率が10kPa以下であり、かつ、該補強部の引張り弾性率が5MPa以上であることを特徴とするバイアスステッチ基材、及び、かかる基材を用いたプリフォームとプリプレグ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、強化繊維束を平行にシート状に配列した多軸ステッチ基材、特にバイアスステッチ基材、及びそのバイアスステッチ基材を用いたプリフォームとプリプレグに関するものである。
【背景技術】
【0002】
近年、炭素繊維、ガラス繊維、アラミド繊維等の強化繊維材料は、各種のマトリックス樹脂と複合化され、得られる繊維強化複合材料(FRP)は、その高い比強度・比弾性率を利用して、航空機や自動車などの構造材料や、テニスラケット、ゴルフシャフト、釣り竿などの一般産業・スポーツ用途等に広く利用されている。
【0003】
FRPの代表的な製造方法として、強化繊維基材に予めマトリックス樹脂を含浸させたプリプレグを用い、このプリプレグを積層毎に強化繊維の配列方向がずれるように積層し、マトリックス樹脂を硬化させるオートクレーブ成形法がある。この他にも、FRPの成形コストを低減させるために、樹脂未含浸の強化繊維基材を積層し、その積層体にマトリックス樹脂を注入し、硬化させる樹脂注入成形法、あるいはマトリックス樹脂のフィルムを積層・含浸させるフィルムインフュージョン成形法(RFI法)等も行われるようになっている。いずれの方法においても、使用される繊維強化材料(強化繊維基材)としては、通常、織編物や多軸織物等が用いられている。
【0004】
近年、積層作業の簡略化を目的とし、高目付繊維シートが用いられるようになった。即ち、強化繊維束を平行にシート状に配列した層を2層以上積層し、それらの層をステッチ糸等により一体化した多軸ステッチ基材である(例えば、特許文献1〜4参照)。かかる多軸ステッチ基材は、従来の織物基材に比べ、強化繊維糸条同士を織り込む手間がないため基材生産性が高く、また、織物基材に見られる強化繊維束のクリンプが無いため、力学的特性や表面品位の向上が期待できる。更に、+45/−45度等任意の方向に積層することも可能であり、カットと積層作業が大幅に短縮され安価なFRPが得られるという利点もある。また、目付の大きいシートを作成することができるため、積層作業が大幅に短縮されるという利点もある。しかしながら、このような多軸ステッチ基材は、繊維束がステッチにより拘束されているために賦型性に劣るといった問題点も併せ持っていた。賦型性を改善するためには、変形しやすい基材が要求され、様々な技術が検討されているが未だ十分ではない(例えば、特許文献3と4参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−317371号公報
【特許文献2】特開2006−291369号公報
【特許文献3】特開2007−162151号公報
【特許文献4】特開2007−160587号公報
【0006】
多軸ステッチ基材に用いられる繊維配向としては、0/90度や+45/−45度、及びそれらの組み合わせが用いられることが多い。そして、0度層を持たないバイアスステッチ基材は、良好な賦型性を持つことが知られている。一方、多軸ステッチ基材を生産性良く使用するためには、一般的に長尺で製造し、紙管等に巻く等の手法が用いられる。そのため、0度層を持たない賦型性を高めた変形しやすいバイアスステッチ基材では、基材を紙管等に巻き取る際の張力により長さ方向に伸びが生じ、その結果、繊維角度が所定の角度から変化してしまう。この繊維角度ズレにより、コンポジット物性が低下するという問題があった。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、かかる従来技術の背景に鑑み、賦型性に優れ、かつ、製造時の巻き取りテンションにより長さ方向の伸びが少ない、即ち、繊維目曲の少ない0度層を持たない多軸ステッチ基材(バイアスステッチ基材)を提供せんとするものである。
【課題を解決するための手段】
【0008】
上記課題は、特許請求の範囲の請求項1〜7に記載された下記の本発明によって達成される。
【0009】
本発明の請求項1に記載された発明は、強化繊維束が平行にシート状に配列された層が2層以上、いずれの層も積層角度が0度ではないように積層され、それらの層がステッチ糸により一体化されたバイアスステッチ基材であって、該基材は、基材の幅方向における補強された両端部(補強部)と、該両端部に挟まれた補強されていない中間部(非補強部)とからなり、該非補強部の引張り弾性率が10kPa以下であり、かつ、該補強部の引張り弾性率が5MPa以上であることを特徴とするバイアスステッチ基材である。
【0010】
本発明において積層角度とは、強化繊維束の繊維軸方向が、積層基材の長手方向に対して平行の場合を積層角度が0度、直角の場合を+90度又は−90度として定義される。また、基材の幅方向における両端部とは、基材の耳を含む部分を意味する。
【0011】
本発明の請求項2に記載された発明は、補強部が、テープ状の織物からなる補強材を使用し、該補強材と強化繊維からなる層とがステッチ糸で縫合されて形成されていることを特徴とする請求項1記載のバイアスステッチ基材である。
【0012】
本発明の請求項3に記載された発明は、補強部が、基材の両端部で、ステッチ糸の縫合による強化繊維からなる層の拘束力を、非補強部よりも強化することによって形成されていることを特徴とする請求項1記載のバイアスステッチ基材である。
【0013】
本発明の請求項4に記載された発明は、補強部が、基材の両端部を熱可塑性物質にて固定して形成されていることを特徴とする請求項1記載のバイアスステッチ基材である。
【0014】
本発明の請求項5に記載された発明は、請求項1〜4のいずれか1項記載のバイアスステッチ基材を用いたことを特徴とするプリフォームである。
【0015】
本発明の請求項6に記載された発明は、請求項1〜4のいずれか1項記載のバイアスステッチ基材に、マトリックス樹脂を含浸させたことを特徴とするプリプレグである。
【0016】
そして、本発明の請求項7に記載された発明は、請求項1〜4のいずれか1項記載のバイアスステッチ基材に、マトリックス樹脂を部分含浸させたことを特徴とする部分含浸プリプレグである。
【発明の効果】
【0017】
本発明によれば、バイアスステッチ基材において、基材の幅方向における両端部(耳を含む部分)の引張り剛性を上げることで、賦型性に優れ、かつ、コンポジットにした際の機械的物性が高いステッチ基材を得ることができる。
【図面の簡単な説明】
【0018】
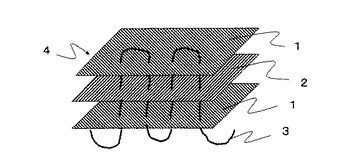
【図1】従来のバイアスステッチ基材を模式的に示す図である。
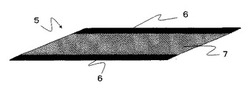
【図2】本発明のバイアスステッチ基材の表面層を示す図である。
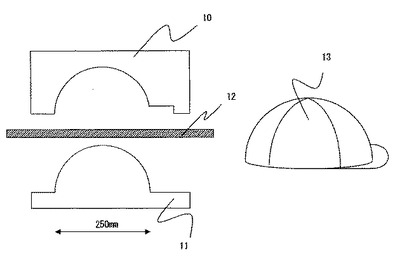
【図3】本発明のプリフォームを賦型するためのヘルメット型の説明図である。
【発明を実施するための形態】
【0019】
一般に、一方向に引き揃えた強化繊維の束をシート状にして角度を変えて積層したものを、ナイロン糸、ポリエステル糸、ガラス繊維糸等のステッチ糸で、この積層体の厚さ方向に貫通して、積層体の表面と裏面の間を表面方向に沿って往復しステッチして得られた基材を多軸ステッチ基材という(多軸織物という場合もある)。本発明の多軸ステッチ基材は、強化繊維束が平行にシート状に配列された層が2層以上積層され、それらの層がステッチ糸により一体化された多軸ステッチ基材であって、しかもいずれの層も積層角度が0度ではない、いわゆるバイアスステッチ基材である(積層された強化繊維束の繊維軸方向が、全て、基材の長手方向に対して平行でないもの)。
【0020】
更に、本発明のバイアスステッチ基材は、基材の幅方向における補強された両端部(補強部)と、該両端部に挟まれた補強されていない中間部(非補強部)とからなり、該非補強部の引張り弾性率が10kPa以下であり、かつ、該補強部の引張り弾性率が5MPa以上であることを特徴とするものである。
【0021】
以下、図面を用いて本発明のバイアスステッチ基材について説明する。図1は、強化繊維束が平行にシート状に配列された層であって、積層角度が+45度(積層基材の長手方向(図1の左右方向)に対して)の層1と、積層角度が−45度(積層基材の長手方向に対して)の層2を3枚積層し、それらの層がステッチ糸3により一体化されている従来のバイアスステッチ基材4を模式的に示したものである。通常、かかる基材は長尺のものが連続的に製造される。
【0022】
本発明のバイアスステッチ基材5は、図2に便宜上その表面層のみ示したが、前記のような従来のバイアスステッチ基材において、基材の幅方向において、両端部を各種の方法で補強して補強部6を形成したものである。両端部(補強部)6に挟まれた中間部(非補強部)7は補強されていないものである。そして、本発明においては、この非補強部7の引張り弾性率が10kPa以下、好ましくは5kPa以下であり、かつ、この補強部6の引張り弾性率が5MPa以上、好ましくは5〜10MPaであるものである。非補強部7の引張り弾性率が10kPaを超える場合、賦型性が低下し、あるいは補強部6の引張り弾性率が5MPa未満の場合には、補強効果が低く、繊維角度がずれるという問題がある。
【0023】
上記条件を満たす補強部を形成するためには、本発明においては三つの態様がある。第1の態様では、テープ状の織物からなる補強材を使用し、該補強材と強化繊維からなる層とを基材の両端部においてステッチ糸で縫合することによって補強部を形成する。テープ状の織物としては、例えば、ガラス繊維、ナイロン繊維、ポリエステル繊維、アラミド繊維等の織物が挙げられる。補強部の幅は、以下の態様の場合も同様であるが、3〜50mmが適当である。
【0024】
第2の態様は、基材の両端部で、ステッチ糸の縫合による強化繊維からなる層の拘束力を、非補強部よりも強化することによって補強部を形成するものである。補強部と非補強部で、糸の太さを替えて、あるいはステッチ密度を変更するなどして本発明の範囲の基材を作成することができる。
【0025】
更に、第3の態様は、基材の両端部を熱可塑性物質にて固定して補強部を形成するものである。樹脂の種類や量や含浸方法は特に限定されないが、例えば、基材の両端部に、ナイロン樹脂等の熱融着テープを配置し、約120℃に加熱したローラーで上下面より挟み、含浸させるといった方法がある。熱融着テープの目付けとしては、50g/m2程度のものが好ましい。
【0026】
本発明においては、用いられるステッチ糸の種類・材質は、特に制限されるものではなく、例えば、ナイロン糸、ポリエステル糸、ガラス繊維糸、ポリベンゾオキサゾール繊維糸、アラミド繊維糸等が挙げられる。
【0027】
本発明のバイアスステッチ基材の目付は、100〜1000g/m2が好ましく、200〜800g/m2がより好ましい。バイアスステッチ基材の1層(1枚)当たりの厚みは、0.1〜2mmが好ましい。 好ましい多軸ステッチ基材の例としては、積層角度が、〔30/−30〕、〔−30/30〕、〔45/−45〕、〔−45/45〕、〔60/−60〕、〔−60/60〕、〔45/−45/−45/45〕〔−45/45/45/−45〕等を挙げることができる。本発明の多軸ステッチ基材は、いずれの層も積層角度が0度ではないので、変形に対して柔軟性があり、賦型性に優れている。
【0028】
本発明において用いられる強化繊維としては、無機繊維、有機繊維、金属繊維又はそれらの混合からなる繊維がある。具体的には、無機繊維としては、炭素繊維、黒鉛繊維、炭化珪素繊維、アルミナ繊維、タングステンカーバイド繊維、ボロン繊維、ガラス繊維を挙げることが出来る。有機繊維としては、アラミド繊維、高密度ポリエチレン繊維、ポリアミド繊維、ポリエステル繊維が挙げられる。好ましいのは、炭素繊維とアラミド繊維である。
【0029】
本発明のバイアスステッチ基材は、そのままあるいは複数積層して賦形型で賦形してプリフォームとすることができる。あるいは、全体又は部分的にマトリックス樹脂を含浸させてプリプレグ又は部分含浸プリプレグとすることもできる。プリフォームの賦形法やプリプレグの製造法は特に限定されるものではない。
【0030】
本発明において用いられるマトリックス樹脂は特に制限されるものではなく、熱可塑性樹脂又は熱硬化性樹脂を用いることができる。熱可塑性樹脂としては、例えば、ポリプロピレン、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、芳香族ポリアミド、芳香族ポリエステル、芳香族ポリカーボネート、ポリエーテルイミド、ポリアリーレンオキシド、熱可塑性ポリイミド、ポリアミド、ポリアミドイミド、ポリアセタール、ポリフェニレンオキシド、ポリフェニレンスルフィド、ポリアリレート、ポリアクリロニトリル、ポリアラミド、ポリベンズイミダゾール等が挙げられる。これらの樹脂は、2種以上併用して用いることもできる。
【0031】
熱硬化性のマトリックス樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、ビニルエステル樹脂、シアン酸エステル樹脂、ウレタンアクリレート樹脂、フェノキシ樹脂、アルキド樹脂、ウレタン樹脂、マレイミド樹脂とシアン酸エステル樹脂の予備重合樹脂、ビスマレイミド樹脂、アセチレン末端を有するポリイミド樹脂及びポリイソイミド樹脂、ナジック酸末端を有するポリイミド樹脂等を挙げることができる。これらは1種又は2種以上の混合物として用いることもできる。プリプレグに占める樹脂組成物の含有率は、10〜90重量%、好ましくは20〜60重量%、更に好ましくは25〜45重量%である。
【0032】
本発明のステッチステッチ基材は変形に対して柔軟性があるために、賦型性に優れ、かつ、コンポジットにした際に機械的物性に優れた繊維強化プラスチック(FRP)を得ることができる。FRPの製造方法は特に限定されるものではなく、例えば、バイアスステッチ基材のプリフォームからRTM成形法で作製してもよく、あるいはプリプレグを用いるオートクレーブ成形法で作製することもできる。
【実施例】
【0033】
以下、実施例と比較例により本発明を詳述する。
【0034】
[実施例1]
強化繊維として、東邦テナックス社製の“テナックス”(登録商標)HTA−12Kを用い、+45/−45度方向に250g/m2となるように所定の本数を配した。この幅方向の両端部に、長手方向に幅24mmのガラスクロス(平織)のリボン(テープ状の織物)を配し、これらをポリエステル糸にて縫合して(ステッチ糸の縫い目が積層基材の長手方向に平行になるように)バイアスステッチ基材を得た。この手法にて連続的に30mの基材を製作し、巻き崩れが起きない程度のバックテンションをかけてワインダーにより紙管に巻き取った。このようにして得られた基材の補強部、非補強部をそれぞれ幅25mm、長さ300mmにカットして引張弾性率を測定した。測定したそれぞれの引張弾性率は表1に示した。また、紙管に巻き取った基材を引き伸ばし、設定値からの繊維角度のずれを測定した結果についても表1に示した。なお、繊維角度のずれとは、積層基材の長手方向に形成されたステッチ糸の縫い目を0度とした場合の、設定繊維角度(+45度、−45度、+30度、−30度・・・など)と実際の繊維角度との差異(ずれ)を意味する。
【0035】
[実施例2]
強化繊維として、東邦テナックス社製の“テナックス”(登録商標)STS−24Kを用い、+45/−45度方向に400g/m2となるように所定の本数を配した。これらの繊維束をポリエステル糸にて縫合してバイアスステッチ基材を得た。但し、幅方向の両端部より4本の縫合糸(ステッチ糸)については600デニールの縫合糸を用い、縫合糸による拘束を強めた。他の縫合糸については30デニールの縫合糸を用いた。この手法にて連続的に30mの基材を製作し、巻き崩れが起きない程度のバックテンションをかけてワインダーにより紙管に巻き取った。このようにして得られた基材の補強部、非補強部をそれぞれ幅25mm、長さ300mmにカットして引張弾性率を測定した。測定したそれぞれの引張弾性率は表1に示した。また、紙管に巻き取った基材を引き伸ばし、繊維角度を測定した結果についても表1に示した。
【0036】
[実施例3]
強化繊維として、東邦テナックス社製の“テナックス”(登録商標)HTA−12Kを用い、+45/−45度方向に250g/m2となるように所定の本数を配し、これをポリエステル糸にて縫合してバイアスステッチ基材を得た。また、幅25mmのナイロン熱融着糸からなるテープ
30g/m2を両端部に配し、120℃に加熱したローラーにて上下より圧着し、補強部を得た。この手法にて連続的に30mの基材を製作し、巻き崩れが起きない程度のバックテンションンをかけてワインダーにより紙管に巻き取った。このようにして得られた基材の補強部、非補強部をそれぞれ幅25mm、長さ300mmにカットして引張弾性率を測定した。測定したそれぞれの引張弾性率は表1に示した。また、紙管に巻き取った基材を引き伸ばし、繊維角度を測定した結果についても表1に示した。
【0037】
[比較例1〜2]
比較例1は特に補強部を形成せず、比較例2は実施例3で用いた樹脂量を15g/m2に少なくして、いずれもバイアスステッチ基材を作成した。実施例の場合と同様に、連続的に30mの基材を製作し、巻き崩れが起きない程度のバックテンションをかけてワインダーにより紙管に巻き取った。このようにして得られた基材の補強部、非補強部をそれぞれ幅25mm、長さ300mmにカットして引張弾性率を測定した。測定したそれぞれの引張弾性率は表1に示した。また、紙管に巻き取った基材を引き伸ばし、繊維角度を測定した結果についても表1に示した。比較例のものは、実施例のものに比べて繊維角度のズレが大きいことがわかる。
【0038】
[実施例と比較例のもののコンポジット物性の比較]
エポキシ樹脂組成物を、ナイフコーターを用いて、所定重量となるように離型紙上でフィルム化し、樹脂フィルムを作製した。前記実施例と比較例で得られたバイアスステッチ基材の上下両面に上記樹脂フィルムを重ね、所定温度に加熱したプレスで面圧0.1MPaで1分間加圧し、樹脂含有率36重量%のプリプレグを得た。このとき、樹脂フィルムの目付は、実施例1と3、及び比較例1と2の場合は70g/m2、実施例2では115g/m2であった。
【0039】
前記の使用したエポキシ樹脂組成物には、成分(A)として、EPN−1138(フェノールノボラック樹脂
[旭化成エポキシ社製]:25℃の粘度 1,000Pa・s)を62重量部と、成分(B)として、EP−1002(ビスフェノールA型エポキシ樹脂 [ジャパンエポキシレジン社製]:固体)38重量部、成分(C)として、ジシアンジアミドを5重量部、硬化促進剤(D)として3−(3,4−ジクロロフェニル)−1,1−ジメチルユリアを3重量部用い、成分(A)と(B)の混合物を120℃で加熱溶解後、70℃まで室温で冷却し、成分(C)並びに(D)を加え混練したものをフィルム化して用いた。
【0040】
前記のようにして得られたプリブレグを、4ply面対象に積層し、オートクレーブを用い、120℃にて2時間加熱することによりコンポジット平板を得た。この平板より、表面繊維方向が0度となる向きで引張試験片を得た。そして、JIS・K・7073に準拠し、引張り試験を行ない、その結果を表1に示した。本発明の補強部を有するもの(実施例1〜3)は、比較例のものに比べて、コンポジットの引張強度が強いことが分かる。なお、基材の積層角度のズレは、基材の状態においても、またコンポジットに成形後も、本発明のものの方が比較例のものよりもより小さかった。
【0041】
【表1】

【0042】
[実施例4〜5] [比較例3〜4]
実施例1と実施例3にて得られたステッチ基材を、それぞれ4ply擬似等方となる様に積層し、図3に示したようなヘルメット型(直径250mmの半円形状の雄・雌型)にてプレスし(圧力は型自重で挟むだけで約50kg、温度は室温)、プリフォームを得た。図3において、10は上型、11は下型、12はステッチ基材の積層体、13は得られたプリフォームを示す。なお、プリフォーム作成時には、端部の補強部位を切り落とした約800×800mmのステッチ基材を用いた。
【0043】
比較として、非補強部の引張弾性率を高めるために、ステッチ基材全面に対しステッチによる拘束を強めたサンプルを2種類用意し、同様に試験を行った。結果は表2に示したとおり、ステッチによる拘束が10kPa以下のもの(実施例4〜5)については、作製したプリフォームにシワが確認されなかったのに対し、10kPaを超えるもの(比較例3〜4)についてはシワが発生した。拘束が強いために、ドレープ性が低下したものと思われる。
【0044】
【表2】
【符号の説明】
【0045】
1 積層角度が+45度の層
2 積層角度が−45度の層
3 ステッチ糸
4 従来のバイアスステッチ基材
5 本発明のバイアスステッチ基材
6 補強部
7 非補強部
10 上型
11 下型
12 ステッチ基材
13 プリフォーム
【技術分野】
【0001】
本発明は、強化繊維束を平行にシート状に配列した多軸ステッチ基材、特にバイアスステッチ基材、及びそのバイアスステッチ基材を用いたプリフォームとプリプレグに関するものである。
【背景技術】
【0002】
近年、炭素繊維、ガラス繊維、アラミド繊維等の強化繊維材料は、各種のマトリックス樹脂と複合化され、得られる繊維強化複合材料(FRP)は、その高い比強度・比弾性率を利用して、航空機や自動車などの構造材料や、テニスラケット、ゴルフシャフト、釣り竿などの一般産業・スポーツ用途等に広く利用されている。
【0003】
FRPの代表的な製造方法として、強化繊維基材に予めマトリックス樹脂を含浸させたプリプレグを用い、このプリプレグを積層毎に強化繊維の配列方向がずれるように積層し、マトリックス樹脂を硬化させるオートクレーブ成形法がある。この他にも、FRPの成形コストを低減させるために、樹脂未含浸の強化繊維基材を積層し、その積層体にマトリックス樹脂を注入し、硬化させる樹脂注入成形法、あるいはマトリックス樹脂のフィルムを積層・含浸させるフィルムインフュージョン成形法(RFI法)等も行われるようになっている。いずれの方法においても、使用される繊維強化材料(強化繊維基材)としては、通常、織編物や多軸織物等が用いられている。
【0004】
近年、積層作業の簡略化を目的とし、高目付繊維シートが用いられるようになった。即ち、強化繊維束を平行にシート状に配列した層を2層以上積層し、それらの層をステッチ糸等により一体化した多軸ステッチ基材である(例えば、特許文献1〜4参照)。かかる多軸ステッチ基材は、従来の織物基材に比べ、強化繊維糸条同士を織り込む手間がないため基材生産性が高く、また、織物基材に見られる強化繊維束のクリンプが無いため、力学的特性や表面品位の向上が期待できる。更に、+45/−45度等任意の方向に積層することも可能であり、カットと積層作業が大幅に短縮され安価なFRPが得られるという利点もある。また、目付の大きいシートを作成することができるため、積層作業が大幅に短縮されるという利点もある。しかしながら、このような多軸ステッチ基材は、繊維束がステッチにより拘束されているために賦型性に劣るといった問題点も併せ持っていた。賦型性を改善するためには、変形しやすい基材が要求され、様々な技術が検討されているが未だ十分ではない(例えば、特許文献3と4参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−317371号公報
【特許文献2】特開2006−291369号公報
【特許文献3】特開2007−162151号公報
【特許文献4】特開2007−160587号公報
【0006】
多軸ステッチ基材に用いられる繊維配向としては、0/90度や+45/−45度、及びそれらの組み合わせが用いられることが多い。そして、0度層を持たないバイアスステッチ基材は、良好な賦型性を持つことが知られている。一方、多軸ステッチ基材を生産性良く使用するためには、一般的に長尺で製造し、紙管等に巻く等の手法が用いられる。そのため、0度層を持たない賦型性を高めた変形しやすいバイアスステッチ基材では、基材を紙管等に巻き取る際の張力により長さ方向に伸びが生じ、その結果、繊維角度が所定の角度から変化してしまう。この繊維角度ズレにより、コンポジット物性が低下するという問題があった。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、かかる従来技術の背景に鑑み、賦型性に優れ、かつ、製造時の巻き取りテンションにより長さ方向の伸びが少ない、即ち、繊維目曲の少ない0度層を持たない多軸ステッチ基材(バイアスステッチ基材)を提供せんとするものである。
【課題を解決するための手段】
【0008】
上記課題は、特許請求の範囲の請求項1〜7に記載された下記の本発明によって達成される。
【0009】
本発明の請求項1に記載された発明は、強化繊維束が平行にシート状に配列された層が2層以上、いずれの層も積層角度が0度ではないように積層され、それらの層がステッチ糸により一体化されたバイアスステッチ基材であって、該基材は、基材の幅方向における補強された両端部(補強部)と、該両端部に挟まれた補強されていない中間部(非補強部)とからなり、該非補強部の引張り弾性率が10kPa以下であり、かつ、該補強部の引張り弾性率が5MPa以上であることを特徴とするバイアスステッチ基材である。
【0010】
本発明において積層角度とは、強化繊維束の繊維軸方向が、積層基材の長手方向に対して平行の場合を積層角度が0度、直角の場合を+90度又は−90度として定義される。また、基材の幅方向における両端部とは、基材の耳を含む部分を意味する。
【0011】
本発明の請求項2に記載された発明は、補強部が、テープ状の織物からなる補強材を使用し、該補強材と強化繊維からなる層とがステッチ糸で縫合されて形成されていることを特徴とする請求項1記載のバイアスステッチ基材である。
【0012】
本発明の請求項3に記載された発明は、補強部が、基材の両端部で、ステッチ糸の縫合による強化繊維からなる層の拘束力を、非補強部よりも強化することによって形成されていることを特徴とする請求項1記載のバイアスステッチ基材である。
【0013】
本発明の請求項4に記載された発明は、補強部が、基材の両端部を熱可塑性物質にて固定して形成されていることを特徴とする請求項1記載のバイアスステッチ基材である。
【0014】
本発明の請求項5に記載された発明は、請求項1〜4のいずれか1項記載のバイアスステッチ基材を用いたことを特徴とするプリフォームである。
【0015】
本発明の請求項6に記載された発明は、請求項1〜4のいずれか1項記載のバイアスステッチ基材に、マトリックス樹脂を含浸させたことを特徴とするプリプレグである。
【0016】
そして、本発明の請求項7に記載された発明は、請求項1〜4のいずれか1項記載のバイアスステッチ基材に、マトリックス樹脂を部分含浸させたことを特徴とする部分含浸プリプレグである。
【発明の効果】
【0017】
本発明によれば、バイアスステッチ基材において、基材の幅方向における両端部(耳を含む部分)の引張り剛性を上げることで、賦型性に優れ、かつ、コンポジットにした際の機械的物性が高いステッチ基材を得ることができる。
【図面の簡単な説明】
【0018】
【図1】従来のバイアスステッチ基材を模式的に示す図である。
【図2】本発明のバイアスステッチ基材の表面層を示す図である。
【図3】本発明のプリフォームを賦型するためのヘルメット型の説明図である。
【発明を実施するための形態】
【0019】
一般に、一方向に引き揃えた強化繊維の束をシート状にして角度を変えて積層したものを、ナイロン糸、ポリエステル糸、ガラス繊維糸等のステッチ糸で、この積層体の厚さ方向に貫通して、積層体の表面と裏面の間を表面方向に沿って往復しステッチして得られた基材を多軸ステッチ基材という(多軸織物という場合もある)。本発明の多軸ステッチ基材は、強化繊維束が平行にシート状に配列された層が2層以上積層され、それらの層がステッチ糸により一体化された多軸ステッチ基材であって、しかもいずれの層も積層角度が0度ではない、いわゆるバイアスステッチ基材である(積層された強化繊維束の繊維軸方向が、全て、基材の長手方向に対して平行でないもの)。
【0020】
更に、本発明のバイアスステッチ基材は、基材の幅方向における補強された両端部(補強部)と、該両端部に挟まれた補強されていない中間部(非補強部)とからなり、該非補強部の引張り弾性率が10kPa以下であり、かつ、該補強部の引張り弾性率が5MPa以上であることを特徴とするものである。
【0021】
以下、図面を用いて本発明のバイアスステッチ基材について説明する。図1は、強化繊維束が平行にシート状に配列された層であって、積層角度が+45度(積層基材の長手方向(図1の左右方向)に対して)の層1と、積層角度が−45度(積層基材の長手方向に対して)の層2を3枚積層し、それらの層がステッチ糸3により一体化されている従来のバイアスステッチ基材4を模式的に示したものである。通常、かかる基材は長尺のものが連続的に製造される。
【0022】
本発明のバイアスステッチ基材5は、図2に便宜上その表面層のみ示したが、前記のような従来のバイアスステッチ基材において、基材の幅方向において、両端部を各種の方法で補強して補強部6を形成したものである。両端部(補強部)6に挟まれた中間部(非補強部)7は補強されていないものである。そして、本発明においては、この非補強部7の引張り弾性率が10kPa以下、好ましくは5kPa以下であり、かつ、この補強部6の引張り弾性率が5MPa以上、好ましくは5〜10MPaであるものである。非補強部7の引張り弾性率が10kPaを超える場合、賦型性が低下し、あるいは補強部6の引張り弾性率が5MPa未満の場合には、補強効果が低く、繊維角度がずれるという問題がある。
【0023】
上記条件を満たす補強部を形成するためには、本発明においては三つの態様がある。第1の態様では、テープ状の織物からなる補強材を使用し、該補強材と強化繊維からなる層とを基材の両端部においてステッチ糸で縫合することによって補強部を形成する。テープ状の織物としては、例えば、ガラス繊維、ナイロン繊維、ポリエステル繊維、アラミド繊維等の織物が挙げられる。補強部の幅は、以下の態様の場合も同様であるが、3〜50mmが適当である。
【0024】
第2の態様は、基材の両端部で、ステッチ糸の縫合による強化繊維からなる層の拘束力を、非補強部よりも強化することによって補強部を形成するものである。補強部と非補強部で、糸の太さを替えて、あるいはステッチ密度を変更するなどして本発明の範囲の基材を作成することができる。
【0025】
更に、第3の態様は、基材の両端部を熱可塑性物質にて固定して補強部を形成するものである。樹脂の種類や量や含浸方法は特に限定されないが、例えば、基材の両端部に、ナイロン樹脂等の熱融着テープを配置し、約120℃に加熱したローラーで上下面より挟み、含浸させるといった方法がある。熱融着テープの目付けとしては、50g/m2程度のものが好ましい。
【0026】
本発明においては、用いられるステッチ糸の種類・材質は、特に制限されるものではなく、例えば、ナイロン糸、ポリエステル糸、ガラス繊維糸、ポリベンゾオキサゾール繊維糸、アラミド繊維糸等が挙げられる。
【0027】
本発明のバイアスステッチ基材の目付は、100〜1000g/m2が好ましく、200〜800g/m2がより好ましい。バイアスステッチ基材の1層(1枚)当たりの厚みは、0.1〜2mmが好ましい。 好ましい多軸ステッチ基材の例としては、積層角度が、〔30/−30〕、〔−30/30〕、〔45/−45〕、〔−45/45〕、〔60/−60〕、〔−60/60〕、〔45/−45/−45/45〕〔−45/45/45/−45〕等を挙げることができる。本発明の多軸ステッチ基材は、いずれの層も積層角度が0度ではないので、変形に対して柔軟性があり、賦型性に優れている。
【0028】
本発明において用いられる強化繊維としては、無機繊維、有機繊維、金属繊維又はそれらの混合からなる繊維がある。具体的には、無機繊維としては、炭素繊維、黒鉛繊維、炭化珪素繊維、アルミナ繊維、タングステンカーバイド繊維、ボロン繊維、ガラス繊維を挙げることが出来る。有機繊維としては、アラミド繊維、高密度ポリエチレン繊維、ポリアミド繊維、ポリエステル繊維が挙げられる。好ましいのは、炭素繊維とアラミド繊維である。
【0029】
本発明のバイアスステッチ基材は、そのままあるいは複数積層して賦形型で賦形してプリフォームとすることができる。あるいは、全体又は部分的にマトリックス樹脂を含浸させてプリプレグ又は部分含浸プリプレグとすることもできる。プリフォームの賦形法やプリプレグの製造法は特に限定されるものではない。
【0030】
本発明において用いられるマトリックス樹脂は特に制限されるものではなく、熱可塑性樹脂又は熱硬化性樹脂を用いることができる。熱可塑性樹脂としては、例えば、ポリプロピレン、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、芳香族ポリアミド、芳香族ポリエステル、芳香族ポリカーボネート、ポリエーテルイミド、ポリアリーレンオキシド、熱可塑性ポリイミド、ポリアミド、ポリアミドイミド、ポリアセタール、ポリフェニレンオキシド、ポリフェニレンスルフィド、ポリアリレート、ポリアクリロニトリル、ポリアラミド、ポリベンズイミダゾール等が挙げられる。これらの樹脂は、2種以上併用して用いることもできる。
【0031】
熱硬化性のマトリックス樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、ビニルエステル樹脂、シアン酸エステル樹脂、ウレタンアクリレート樹脂、フェノキシ樹脂、アルキド樹脂、ウレタン樹脂、マレイミド樹脂とシアン酸エステル樹脂の予備重合樹脂、ビスマレイミド樹脂、アセチレン末端を有するポリイミド樹脂及びポリイソイミド樹脂、ナジック酸末端を有するポリイミド樹脂等を挙げることができる。これらは1種又は2種以上の混合物として用いることもできる。プリプレグに占める樹脂組成物の含有率は、10〜90重量%、好ましくは20〜60重量%、更に好ましくは25〜45重量%である。
【0032】
本発明のステッチステッチ基材は変形に対して柔軟性があるために、賦型性に優れ、かつ、コンポジットにした際に機械的物性に優れた繊維強化プラスチック(FRP)を得ることができる。FRPの製造方法は特に限定されるものではなく、例えば、バイアスステッチ基材のプリフォームからRTM成形法で作製してもよく、あるいはプリプレグを用いるオートクレーブ成形法で作製することもできる。
【実施例】
【0033】
以下、実施例と比較例により本発明を詳述する。
【0034】
[実施例1]
強化繊維として、東邦テナックス社製の“テナックス”(登録商標)HTA−12Kを用い、+45/−45度方向に250g/m2となるように所定の本数を配した。この幅方向の両端部に、長手方向に幅24mmのガラスクロス(平織)のリボン(テープ状の織物)を配し、これらをポリエステル糸にて縫合して(ステッチ糸の縫い目が積層基材の長手方向に平行になるように)バイアスステッチ基材を得た。この手法にて連続的に30mの基材を製作し、巻き崩れが起きない程度のバックテンションをかけてワインダーにより紙管に巻き取った。このようにして得られた基材の補強部、非補強部をそれぞれ幅25mm、長さ300mmにカットして引張弾性率を測定した。測定したそれぞれの引張弾性率は表1に示した。また、紙管に巻き取った基材を引き伸ばし、設定値からの繊維角度のずれを測定した結果についても表1に示した。なお、繊維角度のずれとは、積層基材の長手方向に形成されたステッチ糸の縫い目を0度とした場合の、設定繊維角度(+45度、−45度、+30度、−30度・・・など)と実際の繊維角度との差異(ずれ)を意味する。
【0035】
[実施例2]
強化繊維として、東邦テナックス社製の“テナックス”(登録商標)STS−24Kを用い、+45/−45度方向に400g/m2となるように所定の本数を配した。これらの繊維束をポリエステル糸にて縫合してバイアスステッチ基材を得た。但し、幅方向の両端部より4本の縫合糸(ステッチ糸)については600デニールの縫合糸を用い、縫合糸による拘束を強めた。他の縫合糸については30デニールの縫合糸を用いた。この手法にて連続的に30mの基材を製作し、巻き崩れが起きない程度のバックテンションをかけてワインダーにより紙管に巻き取った。このようにして得られた基材の補強部、非補強部をそれぞれ幅25mm、長さ300mmにカットして引張弾性率を測定した。測定したそれぞれの引張弾性率は表1に示した。また、紙管に巻き取った基材を引き伸ばし、繊維角度を測定した結果についても表1に示した。
【0036】
[実施例3]
強化繊維として、東邦テナックス社製の“テナックス”(登録商標)HTA−12Kを用い、+45/−45度方向に250g/m2となるように所定の本数を配し、これをポリエステル糸にて縫合してバイアスステッチ基材を得た。また、幅25mmのナイロン熱融着糸からなるテープ
30g/m2を両端部に配し、120℃に加熱したローラーにて上下より圧着し、補強部を得た。この手法にて連続的に30mの基材を製作し、巻き崩れが起きない程度のバックテンションンをかけてワインダーにより紙管に巻き取った。このようにして得られた基材の補強部、非補強部をそれぞれ幅25mm、長さ300mmにカットして引張弾性率を測定した。測定したそれぞれの引張弾性率は表1に示した。また、紙管に巻き取った基材を引き伸ばし、繊維角度を測定した結果についても表1に示した。
【0037】
[比較例1〜2]
比較例1は特に補強部を形成せず、比較例2は実施例3で用いた樹脂量を15g/m2に少なくして、いずれもバイアスステッチ基材を作成した。実施例の場合と同様に、連続的に30mの基材を製作し、巻き崩れが起きない程度のバックテンションをかけてワインダーにより紙管に巻き取った。このようにして得られた基材の補強部、非補強部をそれぞれ幅25mm、長さ300mmにカットして引張弾性率を測定した。測定したそれぞれの引張弾性率は表1に示した。また、紙管に巻き取った基材を引き伸ばし、繊維角度を測定した結果についても表1に示した。比較例のものは、実施例のものに比べて繊維角度のズレが大きいことがわかる。
【0038】
[実施例と比較例のもののコンポジット物性の比較]
エポキシ樹脂組成物を、ナイフコーターを用いて、所定重量となるように離型紙上でフィルム化し、樹脂フィルムを作製した。前記実施例と比較例で得られたバイアスステッチ基材の上下両面に上記樹脂フィルムを重ね、所定温度に加熱したプレスで面圧0.1MPaで1分間加圧し、樹脂含有率36重量%のプリプレグを得た。このとき、樹脂フィルムの目付は、実施例1と3、及び比較例1と2の場合は70g/m2、実施例2では115g/m2であった。
【0039】
前記の使用したエポキシ樹脂組成物には、成分(A)として、EPN−1138(フェノールノボラック樹脂
[旭化成エポキシ社製]:25℃の粘度 1,000Pa・s)を62重量部と、成分(B)として、EP−1002(ビスフェノールA型エポキシ樹脂 [ジャパンエポキシレジン社製]:固体)38重量部、成分(C)として、ジシアンジアミドを5重量部、硬化促進剤(D)として3−(3,4−ジクロロフェニル)−1,1−ジメチルユリアを3重量部用い、成分(A)と(B)の混合物を120℃で加熱溶解後、70℃まで室温で冷却し、成分(C)並びに(D)を加え混練したものをフィルム化して用いた。
【0040】
前記のようにして得られたプリブレグを、4ply面対象に積層し、オートクレーブを用い、120℃にて2時間加熱することによりコンポジット平板を得た。この平板より、表面繊維方向が0度となる向きで引張試験片を得た。そして、JIS・K・7073に準拠し、引張り試験を行ない、その結果を表1に示した。本発明の補強部を有するもの(実施例1〜3)は、比較例のものに比べて、コンポジットの引張強度が強いことが分かる。なお、基材の積層角度のズレは、基材の状態においても、またコンポジットに成形後も、本発明のものの方が比較例のものよりもより小さかった。
【0041】
【表1】
【0042】
[実施例4〜5] [比較例3〜4]
実施例1と実施例3にて得られたステッチ基材を、それぞれ4ply擬似等方となる様に積層し、図3に示したようなヘルメット型(直径250mmの半円形状の雄・雌型)にてプレスし(圧力は型自重で挟むだけで約50kg、温度は室温)、プリフォームを得た。図3において、10は上型、11は下型、12はステッチ基材の積層体、13は得られたプリフォームを示す。なお、プリフォーム作成時には、端部の補強部位を切り落とした約800×800mmのステッチ基材を用いた。
【0043】
比較として、非補強部の引張弾性率を高めるために、ステッチ基材全面に対しステッチによる拘束を強めたサンプルを2種類用意し、同様に試験を行った。結果は表2に示したとおり、ステッチによる拘束が10kPa以下のもの(実施例4〜5)については、作製したプリフォームにシワが確認されなかったのに対し、10kPaを超えるもの(比較例3〜4)についてはシワが発生した。拘束が強いために、ドレープ性が低下したものと思われる。
【0044】
【表2】
【符号の説明】
【0045】
1 積層角度が+45度の層
2 積層角度が−45度の層
3 ステッチ糸
4 従来のバイアスステッチ基材
5 本発明のバイアスステッチ基材
6 補強部
7 非補強部
10 上型
11 下型
12 ステッチ基材
13 プリフォーム
【特許請求の範囲】
【請求項1】
強化繊維束が平行にシート状に配列された層が2層以上、いずれの層も積層角度が0度ではないように積層され、それらの層がステッチ糸により一体化されたバイアスステッチ基材であって、該基材は、基材の幅方向における補強された両端部(補強部)と、該両端部に挟まれた補強されていない中間部(非補強部)とからなり、該非補強部の引張り弾性率が10kPa以下であり、かつ、該補強部の引張り弾性率が5MPa以上であることを特徴とするバイアスステッチ基材。
【請求項2】
補強部が、テープ状の織物からなる補強材を使用し、該補強材と強化繊維からなる層とがステッチ糸で縫合されて形成されていることを特徴とする請求項1記載のバイアスステッチ基材。
【請求項3】
補強部が、基材の両端部で、ステッチ糸の縫合による強化繊維からなる層の拘束力を、非補強部よりも強化することによって形成されていることを特徴とする請求項1記載のバイアスステッチ基材。
【請求項4】
補強部が、基材の両端部を熱可塑性物質にて固定して形成されていることを特徴とする請求項1記載のバイアスステッチ基材。
【請求項5】
請求項1〜4のいずれか1項記載のバイアスステッチ基材を用いたことを特徴とするプリフォーム。
【請求項6】
請求項1〜4のいずれか1項記載のバイアスステッチ基材に、マトリックス樹脂を含浸させたことを特徴とするプリプレグ。
【請求項7】
請求項1〜4のいずれか1項記載のバイアスステッチ基材に、マトリックス樹脂を部分含浸させたことを特徴とする部分含浸プリプレグ。
【請求項1】
強化繊維束が平行にシート状に配列された層が2層以上、いずれの層も積層角度が0度ではないように積層され、それらの層がステッチ糸により一体化されたバイアスステッチ基材であって、該基材は、基材の幅方向における補強された両端部(補強部)と、該両端部に挟まれた補強されていない中間部(非補強部)とからなり、該非補強部の引張り弾性率が10kPa以下であり、かつ、該補強部の引張り弾性率が5MPa以上であることを特徴とするバイアスステッチ基材。
【請求項2】
補強部が、テープ状の織物からなる補強材を使用し、該補強材と強化繊維からなる層とがステッチ糸で縫合されて形成されていることを特徴とする請求項1記載のバイアスステッチ基材。
【請求項3】
補強部が、基材の両端部で、ステッチ糸の縫合による強化繊維からなる層の拘束力を、非補強部よりも強化することによって形成されていることを特徴とする請求項1記載のバイアスステッチ基材。
【請求項4】
補強部が、基材の両端部を熱可塑性物質にて固定して形成されていることを特徴とする請求項1記載のバイアスステッチ基材。
【請求項5】
請求項1〜4のいずれか1項記載のバイアスステッチ基材を用いたことを特徴とするプリフォーム。
【請求項6】
請求項1〜4のいずれか1項記載のバイアスステッチ基材に、マトリックス樹脂を含浸させたことを特徴とするプリプレグ。
【請求項7】
請求項1〜4のいずれか1項記載のバイアスステッチ基材に、マトリックス樹脂を部分含浸させたことを特徴とする部分含浸プリプレグ。
【図1】

【図2】

【図3】
【図2】
【図3】
【公開番号】特開2010−196177(P2010−196177A)
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願番号】特願2009−38708(P2009−38708)
【出願日】平成21年2月21日(2009.2.21)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願日】平成21年2月21日(2009.2.21)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
[ Back to top ]