
蓄光コーティング糸および蓄光コーティング装置

【課題】 糸条の外周に蓄光材のパウダーを混合した樹脂を被覆した良好な蓄光コーティング糸および蓄光コーティング装置を得る。
【解決手段】 糸条Y1を送り出し、糸条Y1の周囲に蓄光材のパウダーを混合した樹脂Jを被覆すべく、蓄光材Tのパウダーを樹脂Jに混合せしめたボックス11内に供給した後、ノズル装置13により均一化し、加熱手段15で加熱し、さらに、送り出し装置21で送り出し巻き取り装置27に巻き取る蓄光コーティング装置1であって、前記ボックス11の前に前記糸条Y1に樹脂を付けやすくするための糸条改質手段43を設けると共に下方に配した前記ボックス11内の上方に配置したノズル装置13を介して前記ボックス11の上方に前記加熱手段15を設けてなることを特徴とする。
【解決手段】 糸条Y1を送り出し、糸条Y1の周囲に蓄光材のパウダーを混合した樹脂Jを被覆すべく、蓄光材Tのパウダーを樹脂Jに混合せしめたボックス11内に供給した後、ノズル装置13により均一化し、加熱手段15で加熱し、さらに、送り出し装置21で送り出し巻き取り装置27に巻き取る蓄光コーティング装置1であって、前記ボックス11の前に前記糸条Y1に樹脂を付けやすくするための糸条改質手段43を設けると共に下方に配した前記ボックス11内の上方に配置したノズル装置13を介して前記ボックス11の上方に前記加熱手段15を設けてなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、ポリエステル繊維、ナイロン繊維、ガラス繊維、炭素繊維などの糸条の外周に蓄光材入りの樹脂をコーティングした蓄光コーティング糸および蓄光コーティング装置に関する。
【背景技術】
【0002】
蓄光性を有する繊維は、綿、紐、網、布など種々の形態で利用できることからその製造が試みられている。
【0003】
従来、繊維本体にアクリル樹脂をバインダーとして蓄光材としての蓄光顔料を含浸させることにより、光を該蓄光材としての蓄光顔料中に蓄光させて暗い所では該蓄光材としての顔料からの発光により光らせるようにしたものが、特許文献1としてよく知られている。
【0004】
また、蓄光材を含有した繊維の外周に樹脂を被覆した繊維糸が特許文献2としてよく知られている。さらに、蓄光顔料を含有したポリマーを芯成分とし、透明なポリマーを鞘成分とした複合繊維が特許文献3としてよく知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】 特開昭61−167086号公報
【特許文献2】 特開平1−11075号公報
【特許文献3】 特開平2−112414号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上述した従来の特許文献1、2、3では、繊維本体またはポリマーにアクリル樹脂などに蓄光材としての蓄光顔料を含浸させているので、繊維本体中に蓄光材としての蓄光顔料を含浸させるのが非常に難しい技術であり、量産するまではなかなか行かないのが現状であった。また、蓄光材を微細化する必要があり、製糸性の問題から粒子の配分割合を増加することができない。少量の粒子が繊維全体に分散して表面に集中しないという問題があった。
【0007】
この発明は、蓄光材の発光がよく、しかも、従来よりも容易に製造を可能にした蓄光コーティング糸および蓄光コーティング装置を得ることを目的とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、この発明の蓄光コーティング糸は、糸条の周囲に蓄光材のパウダーを混合せしめた樹脂を被覆してなることを特徴とするものである。
【0009】
この発明の蓄光コーティング装置は、糸条を送り出し、糸条の周囲に蓄光材のパウダーを混合した樹脂を被覆すべく、ボックス内に供給した後、ノズル装置により均一化し、加熱手段で加熱乾燥し、さらに、送り出し装置で送り出し巻き取り装置に巻き取る蓄光コーティング装置であって、
前記ボックスの前に前記糸条に樹脂を付けやすくするための糸条改質手段を設けると共に下方に配した前記ボックス内の上方に配置したノズル装置を介して前記ボックスの上方に前記加熱手段を設けてなることを特徴とするものである。
【0010】
この発明の蓄光コーティング装置は、糸条を送り出し、糸条の周囲に蓄光材のパウダーを混合した樹脂を被覆すべく、前記樹脂を充填したシリンジを加圧することにより、ボックス内に設けたディスペンサノズルから吐出それる樹脂を前記糸条に均一に塗布し、加熱手段で加熱乾燥し、さらに、送り出し装置で送り出し巻き取り装置に巻き取る蓄光コーティング装置であって、
前記ボックスの前に前記糸条に樹脂を付けやすくするための糸条改質手段を設けると共に下方に配した前記ボックス内の上方に配置したノズル装置を介して前記ボックスの上方に前記加熱手段を設けてなることを特徴とするものである。
【0011】
また、この発明の蓄光コーティング装置は、前記蓄光コーティング装置において、前記糸条改質手段の前に糸条開繊装置が設けられていることが好ましい。
【0012】
また、この発明の蓄光コーティング装置は、前記蓄光コーティング装置において、前記糸条改質手段が、コロナ放電装置であることが好ましい。
【0013】
また、この発明の蓄光コーティング装置は、前記蓄光コーティング装置において、前記ノズル装置が、径変更用ノズルと吹き飛ばし用ノズルとから構成されていることが好ましい。
【0014】
また、この発明の蓄光コーティング装置は、前記蓄光コーティング装置において、前記加熱手段を備えた本体フレームと巻き取り装置を備えた巻き取り装置用フレームとを横に並列に配置し、前記加熱手段用フレームの上方位置と前記巻き取り装置用フレームの上方位置との間に前記本体フレームの上方位置から前記巻き取り装置用フレームの上方位置へ向けて下方へ傾斜した糸掛け用ガイド装置を設けてなることが好ましい。
【発明の効果】
【0015】
以上のごとき課題を解決するための手段から理解されるように、この発明によれば、蓄光に優れた蓄光コーティング糸を得ることができると共に、蓄光コーティング装置は従来よりも安価で製作できると共に、蓄光コーティング糸を簡単かつ容易に製造することができる。
【図面の簡単な説明】
【0016】
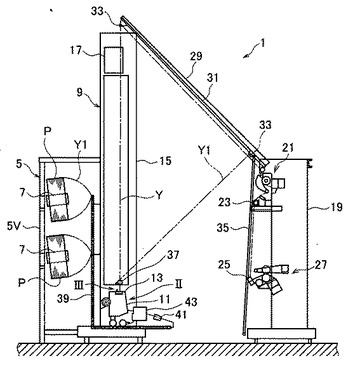
【図1】 この発明の蓄光コーティング装置の概略正面図である。
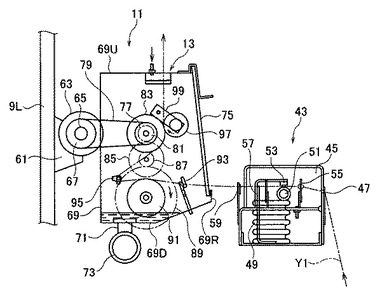
【図2】 図1におけるII矢視部の拡大詳細図である。
【図3】 図1におけるIII矢視部の拡大矢視詳細図である。
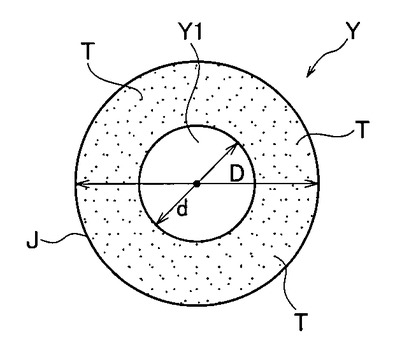
【図4】 この発明の蓄光コーティング糸の断面図である。
【図5】 図2に代わる別の例の説明図である。
【発明を実施するための形態】
【0017】
以下、この発明の実施の形態について図面を参照して説明する。
【0018】
図1を参照するに、この実施形態の蓄光コーティング装置1は、左側には供給糸条用フレーム5が立設されていて、この供給糸条用フレーム5の垂直フレーム5Vには例えばポリエステル繊維などの糸条Y1が巻かれたパッケージPを着脱可能に設ける供給糸条用バー7が設けられている。
【0019】
前記供給糸条用フレーム5の図1において右側には本体フレーム9が隣接して立設されている。この本体フレーム9の下方位置には蓄光材としての蓄光顔料のパウダーが混合された例えば透明なあるいは半透明な樹脂としての例えばPVC樹脂が収納されたボックス11が配置されていると共に、このボックス11内の上方位置には、前記蓄光顔料のパウダーが混合された例えば透明なあるいは半透明な樹脂としての例えばPVC樹脂を前記糸条Y1に被覆された蓄光コーティング糸Yの径を均一にするためのノズル装置13が配置されている。なお、前記PVC樹脂は常温で硬化しないものである。
【0020】
このボックス11の上方位置には、前記蓄顔料のパウダーが混合された例えば透明なあるいは半透明な樹脂としての例えばPVC樹脂を前記糸条Y1に被覆された蓄光コーティング糸Yを乾燥させるための前記加熱手段としての例えば長さ2m程度の加熱ヒータ15がストレートに設けられている。
【0021】
前記本体フレーム9の上方位置には、前記加熱ヒータ15で蓄光コーティング糸Yを加熱して乾燥させた際に発生する煙を除去する煙除去手段としての吸引装置17が設けられている。
【0022】
前記本体フレーム9の図1において右側には、巻き取り装置用フレーム19が離隔して立設されている。この巻き取り装置用フレーム19の上方から送り出し装置としての送り出しローラ21が設けられており、この送り出しローラ21の下方には近接してオイリング装置23が設けられている。
【0023】
このオイリング装置23の下方位置には、前記蓄光コーティング糸Yを再セットするための第2加熱ヒータが設けられていてもよい。この第2加熱ヒータを設けた場合には、第2加熱ヒータの下方位置には、デリベリローラが設けられる。さらに、前記オイリング装置23の下方位置にはバーガイド25を介して巻き取り装置27が設けられている。
【0024】
前記本体フレーム9の上方位置と前記巻き取り装置用フレーム19の上方位置との間には、糸掛け用ガイド装置としての糸掛け用案内装置29が図1において右斜め下方に傾斜して設けられている。この糸掛け用案内装置29にはこの糸掛け用ガイド板29の長手方向に沿ってガイドレール31が敷設されている。このガイドレール31に案内されて移動する糸案内装置33が設けられている。そして、この糸案内装置33が前記ガイドレール31の下方位置から上方位置まで移動されるようになっている。前記糸案内装置33を操作する糸掛け操作バー35が糸案内装置33に取り付けられている。前記本体フレーム9の下方位置には糸ガイド37が設けられている。
【0025】
前記本体フレーム9の図1において左側の高さ方向の真ん中の位置から下方に向けて糸ガイドパイプ39が設けられている。また、前記本体フレーム9の図1において右側の下方位置には、糸条Y1を開繊させるための糸条開繊装置41、さらに前記糸条Y1に例えば透明なあるいは半透明な樹脂の例えばPVC樹脂を付けやすくするための糸条改質手段としてのコロナ放電装置43が設けられている。なお、糸条改質手段としてコロナ放電装置43の代わりにプラズマ装置であっても構わない。
【0026】
上記構成により、供給糸条用フレーム5に取り付けた供給糸条用バー7に設けられたパッケージPから糸条Y1が引き出されて前記本体フレーム9に設けられた糸ガイドパイプ39を経て糸条開繊装置41に送られて糸条Y1が開繊されて前記コロナ放電装置43に送られる。
【0027】
このコロナ放電装置43では糸条Y1にコロナ放電処理されて糸条Y1に例えば透明なあるいは半透明な樹脂の例えばPVC樹脂を付けやすくするための改質が行われる。ついで、PVC樹脂を付けやすくするための改質が行われた糸条Y1は、蓄光顔料のパウダーを例えば透明なあるいは半透明な樹脂に混合せしめた浸績槽11内に供給されて、糸条Y1に蓄光顔料のパウダーを混合せしめて透明な熱硬化性樹脂が被覆された蓄光コーティング糸Yが得られる。
【0028】
この蓄光コーティング糸Yは送り出しローラ21に送られて、走行が開始される。走行が開始された蓄光コーティング糸Yは作業者が糸掛け操作バー35を操作して糸掛け用案内装置29の長手方向に沿って敷設されたガイドレール31に案内されて糸案内装置33が糸掛け用案内装置29の右下から上方に向けて移動し、まだ乾燥されていないので、乾燥するために加熱ヒータ15に送られて必要な加熱温度で加熱されて乾燥される。
【0029】
すなわち、蓄光コーティング糸Yは加熱ヒータ15中を下方から上方へ走行されて乾燥される。加熱ヒータ15で乾燥された際に、樹脂から発生する煙が煙除去手段としての吸引装置17で煙が除去される。なお、前記加熱ヒータ15および吸引装置17は糸かけを容易にするためにオープン型の非接触型のものを採用するのが好ましい。
【0030】
その後、蓄光コーティング糸Yは必要に応じてオイリング装置23に送られてオイリング処理され、さらに、必要に応じて第2加熱ヒータに送られて再セットされた後、デリベリローラで送り出されてバーガイド25を経て巻き取り装置27で巻き取られる。
【0031】
その結果、図4示されているように、糸条Y1に蓄光材Tとしての蓄光顔料のパウダーを混合せしめて例えば透明なあるいは半透明な樹脂Jに被覆された蓄光コーティング糸Yが得られることになる。糸条Y1としては、ポリエステル繊維、ナイロン繊維、アクリル繊維、ガラス繊維、炭素繊維等の熱可塑性繊維や綿、ウール等の天然繊維が必要に応じて用途に応じて使い分けされる。また、蓄光材Tとしては、主に例えばルミノーバ(商標名)が使用されるが、他の蓄光材であっても構わない。透明な熱硬化性樹脂Jとしては、例えばPVC樹脂が使用されるが、他の樹脂であっても構わない。蓄光材Tの量は、透明なあるいは半透明な熱硬化性樹脂の量に対して10%と25%の間で用いられるのが好ましい。
【0032】
前記糸条開繊装置41の詳細を説明すると、この糸条開繊装置41は例えば静電装置でもって、糸条Y1に静電を与えて糸条Y1を開繊させることで次の浸績槽11で蓄光顔料、樹脂を糸条Y1に均一にくっつきやすくするものである。
【0033】
前記コロナ放電装置43および浸績槽11の詳細を図2に基づいて詳細に説明する。図2において、前記コロナ放電装置43は前記本体フレーム9の右側に取り付けられている。このコロナ放電装置43を構成するチャンバー45が設けられていて、このチャンバー45の右側の上部における外側に糸条Y1を供給するための糸ガイド47が取り付けられている。前記チャンバー45内にはコロナ放電用のエポキシ硝子49が設けられている。このコロナ放電用のエポキシ硝子49の例えば右側上部には誘電体被覆処理ロール51と放電電極53とが対をなして設けられている。しかも、この誘電体被覆処理ロール51と放電電極53を挟んで図2において左右両側には、糸ガイド55、57が備えられている。前記チャンバー45の図2において左側には糸ガイド59が設けられている。
【0034】
上記構成により、糸条Y1は糸ガイド47を経て、コロナ放電装置43内の糸ガイド55と糸ガイド57により糸ガイド55、57間にある誘電体被覆処理ロール51と放電電極53間に通して走行される。この状態でコロナ放電を行って誘電体被覆処理ロール51と放電電極53でコロナ放電を発生させることにより、前記糸条Y1にコロナ放電処理が行われて糸条Y1の表面改質が行われることになる。このコロナ放電処理により高エネルギーの電子やイオンが衝突して糸条Y1にラジカルやイオンが生成し、これらの周囲にオゾン、酸素、窒素、水分などが反応して、カルボニル基、シアノ基などの極性官能基が導入されることで、糸条Y1に接着性が向上し、樹脂がつきやすくなる。
【0035】
図2において、前記ボックス11としては前記本体フレーム9の右側フレーム9L内にブラケット61が取り付けられており、このブラケット61には駆動モータ63が設けられている。この駆動モータ63の駆動軸65には駆動プーリ67が取り付けられている。
【0036】
前記ボックス11を構成するボックス本体69が前記本体フレーム9内の下部に配置されている。このボックス本体69の右側には右側フレーム69Rが設けられている。前記ボックス本体69の下部フレーム69Dの左側下方には通路71を介して供給パイプ73が配置されている。
【0037】
前記ボックス本体69の上部フレーム69Uの右側上部内には前記ノズル装置13が設けられている。また、前記ボックス本体69の右部フレーム69Rには開閉扉75が開閉可能に設けられている。
【0038】
前記ボックス本体69内のほぼ中央には、前記駆動プーリ67に対応する従動プーリ77が設けられており、この従動プーリ77と前記駆動プーリ67にはベルト79が巻回されている。前記従動プーリ77の同心軸にはギヤ81と絞りローラ83が取り付けられている。前記ギヤ81にはギヤ85、87を介してギヤ89が噛合されている。このギヤ89の同心軸には塗布ローラ91が取り付けられている。この塗布ローラ91の前後図2において左右には糸道ガイド93、95が設けられている。また、前記絞りローラ83には絞りローラ97がアーム99で前記絞りローラ83に押し付け可能に設けられている。
【0039】
上記構成により、前記コロナ放電装置43を通過した糸条Y1は、ボックス11内の糸道ガイド93を通り塗布ローラ91上に接して通過し糸道ガイド95を経て絞りローラ83と絞りローラ97との間を通過してノズル装置13へ導かれることになる。
【0040】
そのとき、駆動モータ63が駆動されて駆動軸65を介して駆動プーリ67が回転されることにより、ベルト79を介して従動プーリ77に回転が伝達される。この従動プーリ77の回転で絞りローラ83が回転されると共にギヤ81、85、87、89を介して塗布ローラ91が回転されることになる。
【0041】
ボックス本体69内には、供給パイプ73から通路71を経て蓄光材としての例えば0.5〜20μmの蓄光顔料が例えば10〜25%混合した樹脂としてのPVC樹脂が予め収納されていて、塗布ローラ89の下部までに浸されている。
【0042】
そのため、糸条Y1が糸道ガイド93、95間で塗布ローラ91上に接して走行されることで、糸条Y1の外周に蓄光顔料のパウダーが混合したPVC樹脂が塗布されて走行し、さらに、絞りローラ83と絞りローラ97との間を通過して絞りとられる。その結果、糸条Y1の外周に蓄光顔料のパウダーが混合したPVC樹脂が塗布され被覆されて図4に示したような蓄光コーティング糸Yが得られる。
【0043】
前記ノズル装置13の詳細を図3を用いて説明すると、ノズル装置13は図3において、板状の径変更用ノズル100と吹き飛ばし用ノズル101とから構成されている。板状の径変更用ノズル100は蓄光コーティングYを上方へ通すための糸道孔103とこの糸道孔103に連通した糸掛け用開口105とが形成されていると共に取り付けるための長孔107が形成されている。
【0044】
上記構成により、蓄光コーティングYは糸掛け用開口105から糸道孔103に通されて上方へ走行し、吹き飛ばし用ノズル101でエアの噴射により蓄光コーティングYの外周や径変更用ノズル100に付着している余分な樹脂などを吹き飛ばして均一な蓄光コーティングYを得ることができる。また、前記糸道孔103の径を変えた径変更用ノズル100を取り替えることで、前記蓄光コーティングYの全体の径を変えることができる。例えば150デニールを用いた場合には、全体のデニールとして750デニールまで変えることが可能である。図4において、糸条Y1の径をdとしたとき、全体の径(被覆樹脂の径)をDとすれば、D=1.25〜2.0dとすることが可能である。なお、このときの糸道孔103の径は、0.4〜0.6mm程度である。
【0045】
糸条Y1としてポリエステル150デニールを使用した場合の一例の加工を説明すると、糸速30m/minで加熱ヒータ15の温度を260℃、巻き取り速度を29.5m/min、塗布ローラ91の回転数を1rpm(ローラ径60mm)、蓄光顔料のパウダーを10μmで15%混合した樹脂をPVCを用いて加工した結果、図4に示したような良好な蓄光コーティング糸Yを得ることが出来た。
【0046】
図2に代わる別の蓄光コーティング装置が、図5に示されている。図5において、ボックス23の外に設けた、前記樹脂を充填したシリンジ109を加圧することにより、ボックス23内に設けたディペンサノズル111から吐出される樹脂を糸条Yに均一に塗布することで蓄光コーティング糸Yを製造することができる。
【0047】
したがって、蓄光に優れた蓄光コーティング糸を得ることができると共に、蓄光コーティング装置は、従来よりも安価で製作できると共に、蓄光コーティング糸を簡単かつ容易に製造することができる。
【符号の説明】
【0048】
1 蓄光コーティング装置
5 供給糸条用フレーム
5V 垂直フレーム
7 供給糸条用バー
9 本体フレーム
9L 右側フレーム
11 ボックス
13 ノズル装置
15 加熱ヒータ(加熱手段)
17 吸引装置(煙除去手段)
19 巻き取り装置用フレーム
21 送り出しローラ(送り出し装置)
23 オイリング装置
25 バーガイド
27 巻き取り装置
29 糸掛け用案内装置
31 ガイドレール
33 糸案内装置
35 糸掛けバー
37 糸ガイド
39 糸ガイドパイプ
41 糸条開繊装置
43 コロナ放電装置(糸改質手段)
45 チャンバー
47、59 糸ガイド
49 エポキシ硝子
51 誘電体被覆ロール
53 放電電極
55、57 糸ガイド
61 ブラケット
63 駆動モータ
65 駆動軸
67 駆動プーリ
69 ボックス本体
69R 右側フレーム
69D 下部フレーム
69U 上部フレーム
71 通路
73 供給パイプ
75 開閉扉
77 従動プーリ
79 ベルト
81 ギヤ
83 絞りローラ
85、87、89 ギヤ
91 塗布ローラ
97 絞りローラ
95 糸道ガイド
99 アーム
100 径均一化用ノズル
101 吹き飛ばし用ノズル
103 糸道孔
105 糸掛け用開口
107 長孔
109 シリンジ
111 ディスペンサノズル
Y1 糸条
P パッケージ
Y 蓄光コーティング糸
J 樹脂
【技術分野】
【0001】
この発明は、ポリエステル繊維、ナイロン繊維、ガラス繊維、炭素繊維などの糸条の外周に蓄光材入りの樹脂をコーティングした蓄光コーティング糸および蓄光コーティング装置に関する。
【背景技術】
【0002】
蓄光性を有する繊維は、綿、紐、網、布など種々の形態で利用できることからその製造が試みられている。
【0003】
従来、繊維本体にアクリル樹脂をバインダーとして蓄光材としての蓄光顔料を含浸させることにより、光を該蓄光材としての蓄光顔料中に蓄光させて暗い所では該蓄光材としての顔料からの発光により光らせるようにしたものが、特許文献1としてよく知られている。
【0004】
また、蓄光材を含有した繊維の外周に樹脂を被覆した繊維糸が特許文献2としてよく知られている。さらに、蓄光顔料を含有したポリマーを芯成分とし、透明なポリマーを鞘成分とした複合繊維が特許文献3としてよく知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】 特開昭61−167086号公報
【特許文献2】 特開平1−11075号公報
【特許文献3】 特開平2−112414号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上述した従来の特許文献1、2、3では、繊維本体またはポリマーにアクリル樹脂などに蓄光材としての蓄光顔料を含浸させているので、繊維本体中に蓄光材としての蓄光顔料を含浸させるのが非常に難しい技術であり、量産するまではなかなか行かないのが現状であった。また、蓄光材を微細化する必要があり、製糸性の問題から粒子の配分割合を増加することができない。少量の粒子が繊維全体に分散して表面に集中しないという問題があった。
【0007】
この発明は、蓄光材の発光がよく、しかも、従来よりも容易に製造を可能にした蓄光コーティング糸および蓄光コーティング装置を得ることを目的とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、この発明の蓄光コーティング糸は、糸条の周囲に蓄光材のパウダーを混合せしめた樹脂を被覆してなることを特徴とするものである。
【0009】
この発明の蓄光コーティング装置は、糸条を送り出し、糸条の周囲に蓄光材のパウダーを混合した樹脂を被覆すべく、ボックス内に供給した後、ノズル装置により均一化し、加熱手段で加熱乾燥し、さらに、送り出し装置で送り出し巻き取り装置に巻き取る蓄光コーティング装置であって、
前記ボックスの前に前記糸条に樹脂を付けやすくするための糸条改質手段を設けると共に下方に配した前記ボックス内の上方に配置したノズル装置を介して前記ボックスの上方に前記加熱手段を設けてなることを特徴とするものである。
【0010】
この発明の蓄光コーティング装置は、糸条を送り出し、糸条の周囲に蓄光材のパウダーを混合した樹脂を被覆すべく、前記樹脂を充填したシリンジを加圧することにより、ボックス内に設けたディスペンサノズルから吐出それる樹脂を前記糸条に均一に塗布し、加熱手段で加熱乾燥し、さらに、送り出し装置で送り出し巻き取り装置に巻き取る蓄光コーティング装置であって、
前記ボックスの前に前記糸条に樹脂を付けやすくするための糸条改質手段を設けると共に下方に配した前記ボックス内の上方に配置したノズル装置を介して前記ボックスの上方に前記加熱手段を設けてなることを特徴とするものである。
【0011】
また、この発明の蓄光コーティング装置は、前記蓄光コーティング装置において、前記糸条改質手段の前に糸条開繊装置が設けられていることが好ましい。
【0012】
また、この発明の蓄光コーティング装置は、前記蓄光コーティング装置において、前記糸条改質手段が、コロナ放電装置であることが好ましい。
【0013】
また、この発明の蓄光コーティング装置は、前記蓄光コーティング装置において、前記ノズル装置が、径変更用ノズルと吹き飛ばし用ノズルとから構成されていることが好ましい。
【0014】
また、この発明の蓄光コーティング装置は、前記蓄光コーティング装置において、前記加熱手段を備えた本体フレームと巻き取り装置を備えた巻き取り装置用フレームとを横に並列に配置し、前記加熱手段用フレームの上方位置と前記巻き取り装置用フレームの上方位置との間に前記本体フレームの上方位置から前記巻き取り装置用フレームの上方位置へ向けて下方へ傾斜した糸掛け用ガイド装置を設けてなることが好ましい。
【発明の効果】
【0015】
以上のごとき課題を解決するための手段から理解されるように、この発明によれば、蓄光に優れた蓄光コーティング糸を得ることができると共に、蓄光コーティング装置は従来よりも安価で製作できると共に、蓄光コーティング糸を簡単かつ容易に製造することができる。
【図面の簡単な説明】
【0016】
【図1】 この発明の蓄光コーティング装置の概略正面図である。
【図2】 図1におけるII矢視部の拡大詳細図である。
【図3】 図1におけるIII矢視部の拡大矢視詳細図である。
【図4】 この発明の蓄光コーティング糸の断面図である。
【図5】 図2に代わる別の例の説明図である。
【発明を実施するための形態】
【0017】
以下、この発明の実施の形態について図面を参照して説明する。
【0018】
図1を参照するに、この実施形態の蓄光コーティング装置1は、左側には供給糸条用フレーム5が立設されていて、この供給糸条用フレーム5の垂直フレーム5Vには例えばポリエステル繊維などの糸条Y1が巻かれたパッケージPを着脱可能に設ける供給糸条用バー7が設けられている。
【0019】
前記供給糸条用フレーム5の図1において右側には本体フレーム9が隣接して立設されている。この本体フレーム9の下方位置には蓄光材としての蓄光顔料のパウダーが混合された例えば透明なあるいは半透明な樹脂としての例えばPVC樹脂が収納されたボックス11が配置されていると共に、このボックス11内の上方位置には、前記蓄光顔料のパウダーが混合された例えば透明なあるいは半透明な樹脂としての例えばPVC樹脂を前記糸条Y1に被覆された蓄光コーティング糸Yの径を均一にするためのノズル装置13が配置されている。なお、前記PVC樹脂は常温で硬化しないものである。
【0020】
このボックス11の上方位置には、前記蓄顔料のパウダーが混合された例えば透明なあるいは半透明な樹脂としての例えばPVC樹脂を前記糸条Y1に被覆された蓄光コーティング糸Yを乾燥させるための前記加熱手段としての例えば長さ2m程度の加熱ヒータ15がストレートに設けられている。
【0021】
前記本体フレーム9の上方位置には、前記加熱ヒータ15で蓄光コーティング糸Yを加熱して乾燥させた際に発生する煙を除去する煙除去手段としての吸引装置17が設けられている。
【0022】
前記本体フレーム9の図1において右側には、巻き取り装置用フレーム19が離隔して立設されている。この巻き取り装置用フレーム19の上方から送り出し装置としての送り出しローラ21が設けられており、この送り出しローラ21の下方には近接してオイリング装置23が設けられている。
【0023】
このオイリング装置23の下方位置には、前記蓄光コーティング糸Yを再セットするための第2加熱ヒータが設けられていてもよい。この第2加熱ヒータを設けた場合には、第2加熱ヒータの下方位置には、デリベリローラが設けられる。さらに、前記オイリング装置23の下方位置にはバーガイド25を介して巻き取り装置27が設けられている。
【0024】
前記本体フレーム9の上方位置と前記巻き取り装置用フレーム19の上方位置との間には、糸掛け用ガイド装置としての糸掛け用案内装置29が図1において右斜め下方に傾斜して設けられている。この糸掛け用案内装置29にはこの糸掛け用ガイド板29の長手方向に沿ってガイドレール31が敷設されている。このガイドレール31に案内されて移動する糸案内装置33が設けられている。そして、この糸案内装置33が前記ガイドレール31の下方位置から上方位置まで移動されるようになっている。前記糸案内装置33を操作する糸掛け操作バー35が糸案内装置33に取り付けられている。前記本体フレーム9の下方位置には糸ガイド37が設けられている。
【0025】
前記本体フレーム9の図1において左側の高さ方向の真ん中の位置から下方に向けて糸ガイドパイプ39が設けられている。また、前記本体フレーム9の図1において右側の下方位置には、糸条Y1を開繊させるための糸条開繊装置41、さらに前記糸条Y1に例えば透明なあるいは半透明な樹脂の例えばPVC樹脂を付けやすくするための糸条改質手段としてのコロナ放電装置43が設けられている。なお、糸条改質手段としてコロナ放電装置43の代わりにプラズマ装置であっても構わない。
【0026】
上記構成により、供給糸条用フレーム5に取り付けた供給糸条用バー7に設けられたパッケージPから糸条Y1が引き出されて前記本体フレーム9に設けられた糸ガイドパイプ39を経て糸条開繊装置41に送られて糸条Y1が開繊されて前記コロナ放電装置43に送られる。
【0027】
このコロナ放電装置43では糸条Y1にコロナ放電処理されて糸条Y1に例えば透明なあるいは半透明な樹脂の例えばPVC樹脂を付けやすくするための改質が行われる。ついで、PVC樹脂を付けやすくするための改質が行われた糸条Y1は、蓄光顔料のパウダーを例えば透明なあるいは半透明な樹脂に混合せしめた浸績槽11内に供給されて、糸条Y1に蓄光顔料のパウダーを混合せしめて透明な熱硬化性樹脂が被覆された蓄光コーティング糸Yが得られる。
【0028】
この蓄光コーティング糸Yは送り出しローラ21に送られて、走行が開始される。走行が開始された蓄光コーティング糸Yは作業者が糸掛け操作バー35を操作して糸掛け用案内装置29の長手方向に沿って敷設されたガイドレール31に案内されて糸案内装置33が糸掛け用案内装置29の右下から上方に向けて移動し、まだ乾燥されていないので、乾燥するために加熱ヒータ15に送られて必要な加熱温度で加熱されて乾燥される。
【0029】
すなわち、蓄光コーティング糸Yは加熱ヒータ15中を下方から上方へ走行されて乾燥される。加熱ヒータ15で乾燥された際に、樹脂から発生する煙が煙除去手段としての吸引装置17で煙が除去される。なお、前記加熱ヒータ15および吸引装置17は糸かけを容易にするためにオープン型の非接触型のものを採用するのが好ましい。
【0030】
その後、蓄光コーティング糸Yは必要に応じてオイリング装置23に送られてオイリング処理され、さらに、必要に応じて第2加熱ヒータに送られて再セットされた後、デリベリローラで送り出されてバーガイド25を経て巻き取り装置27で巻き取られる。
【0031】
その結果、図4示されているように、糸条Y1に蓄光材Tとしての蓄光顔料のパウダーを混合せしめて例えば透明なあるいは半透明な樹脂Jに被覆された蓄光コーティング糸Yが得られることになる。糸条Y1としては、ポリエステル繊維、ナイロン繊維、アクリル繊維、ガラス繊維、炭素繊維等の熱可塑性繊維や綿、ウール等の天然繊維が必要に応じて用途に応じて使い分けされる。また、蓄光材Tとしては、主に例えばルミノーバ(商標名)が使用されるが、他の蓄光材であっても構わない。透明な熱硬化性樹脂Jとしては、例えばPVC樹脂が使用されるが、他の樹脂であっても構わない。蓄光材Tの量は、透明なあるいは半透明な熱硬化性樹脂の量に対して10%と25%の間で用いられるのが好ましい。
【0032】
前記糸条開繊装置41の詳細を説明すると、この糸条開繊装置41は例えば静電装置でもって、糸条Y1に静電を与えて糸条Y1を開繊させることで次の浸績槽11で蓄光顔料、樹脂を糸条Y1に均一にくっつきやすくするものである。
【0033】
前記コロナ放電装置43および浸績槽11の詳細を図2に基づいて詳細に説明する。図2において、前記コロナ放電装置43は前記本体フレーム9の右側に取り付けられている。このコロナ放電装置43を構成するチャンバー45が設けられていて、このチャンバー45の右側の上部における外側に糸条Y1を供給するための糸ガイド47が取り付けられている。前記チャンバー45内にはコロナ放電用のエポキシ硝子49が設けられている。このコロナ放電用のエポキシ硝子49の例えば右側上部には誘電体被覆処理ロール51と放電電極53とが対をなして設けられている。しかも、この誘電体被覆処理ロール51と放電電極53を挟んで図2において左右両側には、糸ガイド55、57が備えられている。前記チャンバー45の図2において左側には糸ガイド59が設けられている。
【0034】
上記構成により、糸条Y1は糸ガイド47を経て、コロナ放電装置43内の糸ガイド55と糸ガイド57により糸ガイド55、57間にある誘電体被覆処理ロール51と放電電極53間に通して走行される。この状態でコロナ放電を行って誘電体被覆処理ロール51と放電電極53でコロナ放電を発生させることにより、前記糸条Y1にコロナ放電処理が行われて糸条Y1の表面改質が行われることになる。このコロナ放電処理により高エネルギーの電子やイオンが衝突して糸条Y1にラジカルやイオンが生成し、これらの周囲にオゾン、酸素、窒素、水分などが反応して、カルボニル基、シアノ基などの極性官能基が導入されることで、糸条Y1に接着性が向上し、樹脂がつきやすくなる。
【0035】
図2において、前記ボックス11としては前記本体フレーム9の右側フレーム9L内にブラケット61が取り付けられており、このブラケット61には駆動モータ63が設けられている。この駆動モータ63の駆動軸65には駆動プーリ67が取り付けられている。
【0036】
前記ボックス11を構成するボックス本体69が前記本体フレーム9内の下部に配置されている。このボックス本体69の右側には右側フレーム69Rが設けられている。前記ボックス本体69の下部フレーム69Dの左側下方には通路71を介して供給パイプ73が配置されている。
【0037】
前記ボックス本体69の上部フレーム69Uの右側上部内には前記ノズル装置13が設けられている。また、前記ボックス本体69の右部フレーム69Rには開閉扉75が開閉可能に設けられている。
【0038】
前記ボックス本体69内のほぼ中央には、前記駆動プーリ67に対応する従動プーリ77が設けられており、この従動プーリ77と前記駆動プーリ67にはベルト79が巻回されている。前記従動プーリ77の同心軸にはギヤ81と絞りローラ83が取り付けられている。前記ギヤ81にはギヤ85、87を介してギヤ89が噛合されている。このギヤ89の同心軸には塗布ローラ91が取り付けられている。この塗布ローラ91の前後図2において左右には糸道ガイド93、95が設けられている。また、前記絞りローラ83には絞りローラ97がアーム99で前記絞りローラ83に押し付け可能に設けられている。
【0039】
上記構成により、前記コロナ放電装置43を通過した糸条Y1は、ボックス11内の糸道ガイド93を通り塗布ローラ91上に接して通過し糸道ガイド95を経て絞りローラ83と絞りローラ97との間を通過してノズル装置13へ導かれることになる。
【0040】
そのとき、駆動モータ63が駆動されて駆動軸65を介して駆動プーリ67が回転されることにより、ベルト79を介して従動プーリ77に回転が伝達される。この従動プーリ77の回転で絞りローラ83が回転されると共にギヤ81、85、87、89を介して塗布ローラ91が回転されることになる。
【0041】
ボックス本体69内には、供給パイプ73から通路71を経て蓄光材としての例えば0.5〜20μmの蓄光顔料が例えば10〜25%混合した樹脂としてのPVC樹脂が予め収納されていて、塗布ローラ89の下部までに浸されている。
【0042】
そのため、糸条Y1が糸道ガイド93、95間で塗布ローラ91上に接して走行されることで、糸条Y1の外周に蓄光顔料のパウダーが混合したPVC樹脂が塗布されて走行し、さらに、絞りローラ83と絞りローラ97との間を通過して絞りとられる。その結果、糸条Y1の外周に蓄光顔料のパウダーが混合したPVC樹脂が塗布され被覆されて図4に示したような蓄光コーティング糸Yが得られる。
【0043】
前記ノズル装置13の詳細を図3を用いて説明すると、ノズル装置13は図3において、板状の径変更用ノズル100と吹き飛ばし用ノズル101とから構成されている。板状の径変更用ノズル100は蓄光コーティングYを上方へ通すための糸道孔103とこの糸道孔103に連通した糸掛け用開口105とが形成されていると共に取り付けるための長孔107が形成されている。
【0044】
上記構成により、蓄光コーティングYは糸掛け用開口105から糸道孔103に通されて上方へ走行し、吹き飛ばし用ノズル101でエアの噴射により蓄光コーティングYの外周や径変更用ノズル100に付着している余分な樹脂などを吹き飛ばして均一な蓄光コーティングYを得ることができる。また、前記糸道孔103の径を変えた径変更用ノズル100を取り替えることで、前記蓄光コーティングYの全体の径を変えることができる。例えば150デニールを用いた場合には、全体のデニールとして750デニールまで変えることが可能である。図4において、糸条Y1の径をdとしたとき、全体の径(被覆樹脂の径)をDとすれば、D=1.25〜2.0dとすることが可能である。なお、このときの糸道孔103の径は、0.4〜0.6mm程度である。
【0045】
糸条Y1としてポリエステル150デニールを使用した場合の一例の加工を説明すると、糸速30m/minで加熱ヒータ15の温度を260℃、巻き取り速度を29.5m/min、塗布ローラ91の回転数を1rpm(ローラ径60mm)、蓄光顔料のパウダーを10μmで15%混合した樹脂をPVCを用いて加工した結果、図4に示したような良好な蓄光コーティング糸Yを得ることが出来た。
【0046】
図2に代わる別の蓄光コーティング装置が、図5に示されている。図5において、ボックス23の外に設けた、前記樹脂を充填したシリンジ109を加圧することにより、ボックス23内に設けたディペンサノズル111から吐出される樹脂を糸条Yに均一に塗布することで蓄光コーティング糸Yを製造することができる。
【0047】
したがって、蓄光に優れた蓄光コーティング糸を得ることができると共に、蓄光コーティング装置は、従来よりも安価で製作できると共に、蓄光コーティング糸を簡単かつ容易に製造することができる。
【符号の説明】
【0048】
1 蓄光コーティング装置
5 供給糸条用フレーム
5V 垂直フレーム
7 供給糸条用バー
9 本体フレーム
9L 右側フレーム
11 ボックス
13 ノズル装置
15 加熱ヒータ(加熱手段)
17 吸引装置(煙除去手段)
19 巻き取り装置用フレーム
21 送り出しローラ(送り出し装置)
23 オイリング装置
25 バーガイド
27 巻き取り装置
29 糸掛け用案内装置
31 ガイドレール
33 糸案内装置
35 糸掛けバー
37 糸ガイド
39 糸ガイドパイプ
41 糸条開繊装置
43 コロナ放電装置(糸改質手段)
45 チャンバー
47、59 糸ガイド
49 エポキシ硝子
51 誘電体被覆ロール
53 放電電極
55、57 糸ガイド
61 ブラケット
63 駆動モータ
65 駆動軸
67 駆動プーリ
69 ボックス本体
69R 右側フレーム
69D 下部フレーム
69U 上部フレーム
71 通路
73 供給パイプ
75 開閉扉
77 従動プーリ
79 ベルト
81 ギヤ
83 絞りローラ
85、87、89 ギヤ
91 塗布ローラ
97 絞りローラ
95 糸道ガイド
99 アーム
100 径均一化用ノズル
101 吹き飛ばし用ノズル
103 糸道孔
105 糸掛け用開口
107 長孔
109 シリンジ
111 ディスペンサノズル
Y1 糸条
P パッケージ
Y 蓄光コーティング糸
J 樹脂
【特許請求の範囲】
【請求項1】
糸条の周囲に蓄光材のパウダーを混合せしめた樹脂を被覆してなることを特徴とする蓄光コーティング糸。
【請求項2】
糸条を送り出し、糸条の周囲に蓄光材のパウダーを混合した樹脂を被覆すべく、ボックス内に供給した後、ノズル装置により均一化し、加熱手段で加熱乾燥し、さらに、送り出し装置で送り出し巻き取り装置に巻き取る蓄光コーティング装置であって、
前記ボックスの前に前記糸条に樹脂を付けやすくするための糸条改質手段を設けると共に下方に配した前記ボックス内の上方に配置したノズル装置を介して前記ボックスの上方に前記加熱手段を設けてなることを特徴とする蓄光コーティング装置。
【請求項3】
糸条を送り出し、糸条の周囲に蓄光材のパウダーを混合した樹脂を被覆すべく、前記樹脂を充填したシリンジを加圧することにより、ボックス内に設けたディスペンサノズルから吐出それる樹脂を前記糸条に均一に塗布し、加熱手段で加熱乾燥し、さらに、送り出し装置で送り出し巻き取り装置に巻き取る蓄光コーティング装置であって、
前記ボックスの前に前記糸条に樹脂を付けやすくするための糸条改質手段を設けると共に下方に配した前記ボックス内の上方に配置したノズル装置を介して前記ボックスの上方に前記加熱手段を設けてなることを特徴とする蓄光コーティング装置。
【請求項4】
前記ボックスの前に糸条開繊装置を設けてなることを特徴とする請求項2または3記載の蓄光コーティング装置。
【請求項5】
前記糸条改質手段が、コロナ放電装置であることを特徴とする請求項2、3または4記載の蓄光コーティング装置。
【請求項6】
前記ノズル装置が、径均一化用ノズルと吹き飛ばし用ノズルとから構成されていることを特徴とする請求項2、3、4または5記載の蓄光コーティング装置。
【請求項7】
前記加熱手段を備えた本体フレームと巻き取り装置を備えた巻き取り装置用フレームとを横に並列に配置し、前記本体フレームの上方位置と前記巻き取り装置用フレームの上方位置との間に前記本体フレームの上方位置から前記巻き取り装置用フレームの上方位置へ向けて下方へ向けて傾斜した糸掛け用ガイド装置を設けてなることを特徴とする請求項2、3、4、5または6記載の蓄光コーティング装置。
【請求項1】
糸条の周囲に蓄光材のパウダーを混合せしめた樹脂を被覆してなることを特徴とする蓄光コーティング糸。
【請求項2】
糸条を送り出し、糸条の周囲に蓄光材のパウダーを混合した樹脂を被覆すべく、ボックス内に供給した後、ノズル装置により均一化し、加熱手段で加熱乾燥し、さらに、送り出し装置で送り出し巻き取り装置に巻き取る蓄光コーティング装置であって、
前記ボックスの前に前記糸条に樹脂を付けやすくするための糸条改質手段を設けると共に下方に配した前記ボックス内の上方に配置したノズル装置を介して前記ボックスの上方に前記加熱手段を設けてなることを特徴とする蓄光コーティング装置。
【請求項3】
糸条を送り出し、糸条の周囲に蓄光材のパウダーを混合した樹脂を被覆すべく、前記樹脂を充填したシリンジを加圧することにより、ボックス内に設けたディスペンサノズルから吐出それる樹脂を前記糸条に均一に塗布し、加熱手段で加熱乾燥し、さらに、送り出し装置で送り出し巻き取り装置に巻き取る蓄光コーティング装置であって、
前記ボックスの前に前記糸条に樹脂を付けやすくするための糸条改質手段を設けると共に下方に配した前記ボックス内の上方に配置したノズル装置を介して前記ボックスの上方に前記加熱手段を設けてなることを特徴とする蓄光コーティング装置。
【請求項4】
前記ボックスの前に糸条開繊装置を設けてなることを特徴とする請求項2または3記載の蓄光コーティング装置。
【請求項5】
前記糸条改質手段が、コロナ放電装置であることを特徴とする請求項2、3または4記載の蓄光コーティング装置。
【請求項6】
前記ノズル装置が、径均一化用ノズルと吹き飛ばし用ノズルとから構成されていることを特徴とする請求項2、3、4または5記載の蓄光コーティング装置。
【請求項7】
前記加熱手段を備えた本体フレームと巻き取り装置を備えた巻き取り装置用フレームとを横に並列に配置し、前記本体フレームの上方位置と前記巻き取り装置用フレームの上方位置との間に前記本体フレームの上方位置から前記巻き取り装置用フレームの上方位置へ向けて下方へ向けて傾斜した糸掛け用ガイド装置を設けてなることを特徴とする請求項2、3、4、5または6記載の蓄光コーティング装置。
【図1】


【図2】
【図3】

【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−248673(P2010−248673A)
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願番号】特願2009−118005(P2009−118005)
【出願日】平成21年4月20日(2009.4.20)
【出願人】(510028914)株式会社AIKIリオテック (2)
【Fターム(参考)】
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願日】平成21年4月20日(2009.4.20)
【出願人】(510028914)株式会社AIKIリオテック (2)
【Fターム(参考)】
[ Back to top ]