
Fターム[3D114BA01]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 対象物 (978) | メインボディー (299)
Fターム[3D114BA01]の下位に属するFターム
下部フレーム (20)
サイドフレーム、フェンダ (38)
Fターム[3D114BA01]に分類される特許
41 - 60 / 241
加工システム及び加工方法
【課題】加工装置による加工動作の最中やその直前においても、加工装置の位置決め制御の精度を向上させ、ひいては加工装置による加工精度も向上させること。
【解決手段】加工機12が取り付けられたロボット11は、ワーク2の加工対象の目標位置41までの移動動作と、加工対象に対する加工動作とを行う。ロボット移動機構14は、ロボット11を、搬送台車18により搬送されているワーク2と並走するように移動させる。ロボット制御装置17は、同期センサ15の検出結果を用いてロボット移動機構14の移動を制御し、視覚センサ13又は同期センサ15の検出結果を用いてロボット11の位置決め制御を実行する。
(もっと読む)
組付け搬送装置

【課題】精度高く部品を車体に組付け可能な組付け搬送装置を提供する。
【解決手段】組付け搬送装置10は、チェーンコンベア1、ハンガ2、自走台車3、及びロボット4を備える。ハンガ2は、車体Wを懸架し、チェーンコンベア1に牽引される。自走台車3は、ハンガ2と共に車体Wが搭載され、部品組立ラインALを往復動する。ロボット4は、自走台車3と同期して移動する。チェーンコンベア1は、部品組立ラインALの始端部ではハンガ2との係合が解除され、部品組立ラインALの終端部ではハンガ2が再び係合する。これにより、組付け搬送装置10は、部品を車体Wに組付け中は、パワーチェーン12の振動が車体Wに伝達することなく、精度高く部品を車体Wに組付けることができる。
(もっと読む)
対象物を支持構造に固定するためのロック装置及び同装置を有するスキッド
本発明は、解放位置とロック位置との間で移動可能な固定部材72と、カウンター部材28とを有する、対象物12、特に車両ボディを支持構造14、特にスキッド、に取外し可能に固定する装置に関する。対象物12を、それに対応づけられた保持構成部分34を介してロック位置内の固定部材72とカウンター部材28との間でロック可能である。固定部材72が、ロック位置において、カウンター部材28上に近づき、かつそれから離れるように移動可能である。固定部材72が、ロック位置において、付勢装置136によって付勢を受けながら対象物12の保持構成部分34に対してカウンター部材28の方向に押圧可能である。本発明は、さらに、上記の固定装置を有しているスキッドに関する。 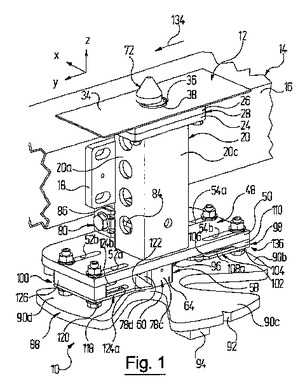 (もっと読む)
(もっと読む)
物を搬送するためのコンベヤーシステム及びそのようなコンベヤーシステムを有する浸漬処理システム
本発明は、物8を搬送するためのコンベヤーシステムであって、特に、回転軸線44を中心に回転され得る、少なくとも1つの耐荷重車輪40を支持する車台22を有した少なくとも1つのコンベヤー搬送部18を具備する浸漬処理システム2において車体8を搬送するためのコンベヤーシステムに関する。少なくとも1つの物8が、枢動軸線36中心に枢動可能な取付装置84に取り付けられ得る。少なくとも1つの耐荷重車輪40は、ガイドレール14上を走行する。コンベヤー搬送部18は、駆動手段64を用いてガイドレール14に沿って移動させられる。少なくとも1つの耐荷重車輪40の回転軸線44及び取付装置84の枢動軸線36は、互いに同軸線上に配置される。本発明は、更にこうしたコンベヤーシステム10を具備する浸漬処理システム2に関する。 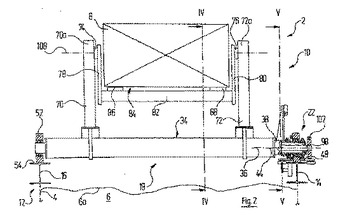 (もっと読む)
(もっと読む)
加工システム及び加工方法
【課題】ワークの加工ラインの製造コストを減少させ、かつ、ワークを効率的に加工すること。
【解決手段】加工システム1において、連続搬送機構20は、ワーク2を連続搬送させる。加工機12は、ワーク2に対して所定の加工動作を行う。ロボット11は、加工機12が先端に取り付けられているアーム23と、アーム23が取り付けられるロボットベース22と、を有する。ロボット移動機構14は、ロボットベース22が取り付けられ、ロボット11を移動させる。ロボット制御装置16は、アーム23の移動制御と共に、ロボット移動機構14に対する移動制御を実行する。即ち、ロボット制御装置16は、ロボット移動機構14の移動制御として、連続搬送機構20によるワーク2の連続搬送とは独立して移動させる制御を実行する。
(もっと読む)
車体生産装置
【課題】位置決めロボットが部品の搬送と部品の治具としての機能を発揮することで、車体である主要組製品を比較的容易に生産できる車体生産装置を提供することにある。
【解決手段】各溶組工程域Enで主要組製品WNを生産し、後段の溶組工程域Enに搬送することを繰り返すことで車体を製造する車体生産装置Aにおいて、溶組工程域Enには、溶組制御をする工程域制御手段30と、部品mをセット位置dに位置決めする位置決めロボット40と、部品mの溶接を行う溶接ロボット50と、部品mを支持する支持台とが配備され、工程域制御手段30は、位置決めロボット40により部品mを取り出しセット位置dへ位置決めし、溶接ロボット50により部品mの溶接を行って主要仮組製品Wnを生産し、次いで、待機位置s0に位置決めロボット40を待機させた後、溶接ロボット50にて主要仮組製品Wnの溶接箇所の増打を行い主要組製品WNが生産される。
(もっと読む)
自動車車体の組立装置及び車体組立方法
【課題】自動車車体の組立に必要なスペースを小さくすることが可能であるとともにサイクルタイムの短縮が可能な自動車車体の組立装置及び車体組立方法を提供する。
【解決手段】自動車車体の組立装置10は、サイドパネルW1を搬送する搬送装置12と、サイドパネルW1を溶接位置に位置決めする位置決め治具14と、サイドパネルW1を搬送装置12から受け取り、位置決め治具14にセットするロボット16とを備え、搬送装置12、位置決め治具14及びロボット16が1つの組立ステーション内に設置されている。
(もっと読む)
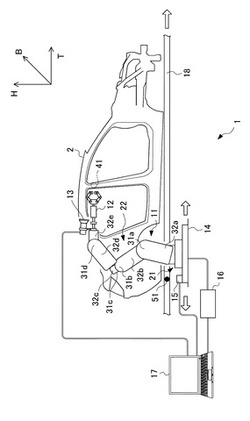
塗装システム
【課題】車体本体に対して揺動可能に連結されたドア等を容易に開状態とすることが可能であり、しかも、作業効率に優れる塗装システムを提供する。
【解決手段】塗装システム10は、塗装ロボット14a〜14dと、オープナーロボット16とを有する。塗装ロボット14a〜14dは、壁24、26に敷設された第1案内レール28に変位自在に係合された走行台車32を介して設けられ、一方、オープナーロボット16は、壁26に敷設された第2案内レール30に変位自在に係合された走行台車34を介して設けられる。このため、塗装ロボット14a〜14dとオープナーロボット16との間には、高低差が存在する。また、オープナーロボット16のアーム部40の先端には、柱状部の先端から互いに逆方向に分岐して延在する第1爪部及び第2爪部を有する略逆T字形状のフック48が設けられる。
(もっと読む)
塗装システム
【課題】例えば、車体本体に対して揺動可能に連結されたドア等を容易に開状態とすることが可能であり、しかも、作業効率に優れる塗装システムを提供する。
【解決手段】塗装システム10は、塗装ロボット14a〜14dと、オープナーロボット16とを有する。例えば、塗装ロボット14a〜14dは、壁24、26に敷設された第1案内レール28に変位自在に係合された走行台車32を介して設けられ、一方、オープナーロボット16は、壁26に敷設された第2案内レール30に変位自在に係合された走行台車34を介して設けられる。
(もっと読む)
車体の移載方法
【課題】検査または処理をした状態の車体を次工程に搬送して、次工程に搬送した場合に生じる不具合を防止する。
【解決手段】車体Wをフロアコンベア1の搬送台車10からオーバーヘッドコンベア2の搬送ハンガー20、またはオーバーヘッドコンベア2の搬送ハンガー20からフロアコンベア(1,3)の搬送台車(10,30)に移載するための車体の移載方法であって、多関節ロボット5,6で車体Wを支持した状態で揺動させて、車体Wを検査、その他車体Wに対する処理を行なう揺動ステップと、多関節ロボット5,6で支持した状態で車体Wを搬送ハンガー20または搬送台車(10,30)に移載する移載ステップと、を含む。
(もっと読む)
溶接条件設定装置および溶接条件設定プログラム
【課題】スポット溶接の溶接条件を精度良く設定する。
【解決手段】設計データ記憶部23には、設計された車体に関する情報が格納される。量産データ記憶部24には、過去に生産された車体に関する情報と、これら車体のスポット溶接に関する情報とが格納される。パターンデータ記憶部25には、過去に量産された車体に関するパネル材の形状を標準化した形状パターンデータ、パネル材のスポット打点とこれに対応する溶接装置とを標準化した工程パターンデータが格納される。構成部品特定部31はスポット打点の座標情報から接合パネル群を特定する。続いて、形状パターン特定部32は接合パネル群の形状情報を特定し、工程パターン特定部33は形状情報に基づき工程情報を特定する。そして、計算式特定部34は工程情報に基づき溶接条件の算出式を特定し、計算部35〜37は計算式に基づき溶接条件(加圧力,溶接電流,通電時間)を算出する。
(もっと読む)
自動車ボディ搬送装置
【課題】省スペース化、搬送精度の向上、作業性の向上、装置の小型化・簡素化・軽量化を実現する自動車ボディ搬送装置を提供する。
【解決手段】搬送経路に沿って平行に敷設された二本のパワーレール130とパワーレール130上を対峙して自走し自動車ボディBを積み込みステーション110から降ろしステーション140に向けて搬送する自動搬送電車180とを備えた自動車ボディ搬送装置において、降ろしステーション140で空になった自動搬送電車180を積み込みステーション110に戻す返送レール190が、パワーレール130の真上に敷設されていることよって前記の課題を解決する。
(もっと読む)
自動車ボディの製造方法とその製造ライン
【課題】 構成部品の組付順序が異なる自動車ボディを同一のラインで混流生産するための自動車ボディの製造ラインを提供する。
【解決手段】 サイドパネルインナ1L,1Rとサイドパネルアウタ3L,3Rを接合してサイドパネルコンプ5L,5Rを形成した後に、このサイドパネルコンプ5L,5Rをフロアパネル7に組み付けて形成される通常骨格自動車ボディ11と、サイドパネルインナ1L,1Rをフロアパネル7に組み付けてインナフレームボディ8を形成した後に、このインナフレームボディ8にサイドパネルアウタ3L,3Rを組み付けて形成されるインナ骨格自動車ボディ15を混流させて製造するラインであって、この製造ラインには、サイドパネルインナ組立ステーション2と、サイドパネルアウタ組立ステーション4と、サイドパネル組立ステーション6と、インナ骨格組立ステーション9と、兼用組立ステーション10を設けた。
(もっと読む)
車体溶接設備
【課題】溶接ロボットを効率的に利用してその設置台数を削減できること。
【解決手段】サイドボディ1、2を溶接するサイドボディ溶接ライン11、12と、このサイドボディ溶接ライン11、12に並列配置され、メインボディ3のアンダボディ5にサイドボディ溶接ライン11、12にて溶接されたサイドボディ1、2を含む部材を溶接するメインボディ溶接ライン13と、サイドボディ溶接ライン11、12のそれぞれとメインボディ溶接ライン13との間に設置され、これらの溶接ラインに共用の溶接ロボット30、31とを有し、溶接ロボット30、31がサイドボディ溶接ライン11、12とメインボディ溶接ライン13に対し交互に溶接を実施するよう構成されたものである。
(もっと読む)
表面処理領域に対して被処理物を搬入及び搬出する装置並びに方法
【課題】生産性の向上、表面処理領域に対する被処理物の搬入及び搬出動作のフレキシブル化並びにコストの低減化を図ることができる表面処理領域に対して被処理物を搬入及び搬出する装置を提供する。
【解決手段】ガイドレールに沿って移動可能な、被処理物Wを支持する複数のキャリア1、キャリア1の被牽引部材に係合する第1係合ドッグが取り付けられた通常速牽引駆動手段11、前記被牽引部材に係合する第2係合ドッグが取り付けられた、通常速牽引駆動手段11よりも牽引速度が速い高速牽引駆動手段12、表面処理領域Cの左右片側に設置した、前記ガイドレールの一部を分割した分割レールを搬送方向右側から見て反時計回りに回転させる回転駆動手段10、前記被牽引部材及び前記第1係合ドッグの係合を解除する第1係合解除手段、前記被牽引部材及び前記第2係合ドッグの係合を解除する第2係合解除手段を備えた。
(もっと読む)
車体位置決め装置
【課題】車体フレームの取付位置を三次元に調整できること。
【解決手段】定盤11に設けられた一対の支柱12にクランプ13が設置され、これら一対のクランプに車体フレーム1を、車体支持軸14を介して支持し位置決めする車体位置決め装置10であって、クランプ13は、クランプケース15の内側に、内周面が外周面に対して偏心したリング形状の第1偏心ライナ16と第2偏心ライナ17が順次回転自在に配設され、第2偏心ライナ17の内周面に車体支持軸14に固定可能なクランプボール18が、球面移動自在に球面接触して配設されたものである。
(もっと読む)
車体組立装置
【課題】 車体組立装置において、組付部品の位置決め精度の向上と治具の交換作業に要する時間の短縮を両立する。
【解決手段】 使用する治具の変更時に摺動ユニットが乗り移るレールについては、比較的に精度の低いレールを採用する。それにより、治具の交換作業を、短時間で行うことが可能となる。一方、治具を用いて組付部品を位置決めする作業エリアのレールについては、比較的に精度の高いレールを採用する。それにより、組付部品の位置決め精度が確保される。
(もっと読む)
自動車ルーフ組付装置
【課題】従来のルーフ組付装置では、4車種以上の多車種に対応できない問題点や、生産過程によるバラツキのためルーフ位置を微調整しなければならない課題があった。
【解決手段】自動車ボディにルーフをセットするルーフセットマテハンロボット2と、接合部溝幅計測用ガイド10及び接合部溝幅計測用センサー11を備えた複数のルーフ位置決めロボット1と、ルーフ位置決めロボット制御装置4と、スポット溶接ロボット3とを有し、複数のルーフ位置決めロボット1の各々の接合部溝幅計測用センサー11は、複数の接合部溝Mの幅溝を、それぞれの接合部溝幅計測用ガイド10との間で計測し、幅溝の測定値をルーフ位置決めロボット制御装置4に送信し、順次この方法を繰り返すことでルーフを適正な位置にセットしてからスポット溶接ロボットによってルーフとボディを溶接する自動車ルーフの組付装置による。
(もっと読む)
組立搬送設備
【課題】組立用搬送経路の設備スペースの縮小、サイクルタイムの短縮、及び低コスト化を図る。
【解決手段】下側搬送装置20を往復移動させることで、従来の閉ループ経路のように戻り経路や複数の駆動手段が不要となる。また、部品を搭載した台車30・40の下方にリフタ23・24を配置し、この状態でリフタ23・24を上昇させることにより、前記部品をリフタ23・24に搭載すれば、リフタ23・24の上昇動作のみで台車30・40上の部品をリフタ23・24に搭載することができる。
(もっと読む)
ドア搬送装置
【課題】各種部品を取り付ける艤装作業エリアにおけるドアの搬送手段として活用できるドア搬送装置を提供する。
【解決手段】ドアハンガー9R,9Lには、その上部にのみ被支持部15a,15bが設けられ、ドア搬送用走行体40には、その左右両側に、ドアハンガー9R,9Lの被支持部15a,15bのみを支持するドアハンガー支持部48a,48bが設けられ、この左右両側のドアハンガー支持部48a,48bにそれぞれドアハンガー9R,9Lが支持されたとき、上側が前記ドア搬送用走行体40で閉じられると共に左右両側がドア搬送用走行体40から垂下するドアハンガー9R,9Lで閉じられて、両ドアハンガー9R,9Lの間に、下側とドア搬送用走行体40の走行方向前後両側が開放された空間Sが形成され、各ドアハンガー9R,9Lには、前記空間Sに隣接する側とは反対の外側でドアDR,DLを支持するドア支持具11,12が設けられた構成。
(もっと読む)
41 - 60 / 241
[ Back to top ]