
Fターム[3F027AA02]の内容
Fターム[3F027AA02]に分類される特許
21 - 40 / 211
注文飲食物搬送装置
【課題】搬送する飲食物の種類に応じて搬送手段の走行速度を自動的に変更して、複数種類の飲食物を安全且つ迅速に搬送することが出来る注文飲食物搬送装置を提供する。
【解決手段】注文の飲食物を載せて搬送する搬送体と、この搬送体を走行させる駆動装置が備えられ、飲食物の供給場所から注文のあった客席まで前記搬送体を介して注文の飲食物を搬送するようにした注文飲食物搬送装置において、前記供給場所において前記搬送体に載せられた飲食物の種類を判別する判別手段と、この判別手段により判別された飲食物の種類に応じて搬送体の走行速度を制御する速度制御手段が備えられ、前記判別手段は、搬送体に載せられた飲食物の高さを検出器により検出して、その検出結果に基づいて前記搬送体に載せられた飲食物の種類を判別するようにした。
(もっと読む)
物品の収納設備

【課題】本発明は、容器の種類によって必要な出荷数の容器に物品を収納させるための物品の収納設備を提供することを目的とする。
【解決手段】物品の収納設備10は、容器12a,12b,12c,12dの移送および待機をおこなう第1の移送手段14、容器12a,12b,12c,12dを物品16の収納位置まで移送する第2の移送手段18、第1の移送手段14から第2の移送手段18に容器12a,12b,12c,12dを供給する容器供給手段20を備える。
(もっと読む)
不良品の排出方法
【課題】不良品排出の制御を行いながら良品の排出を最小限にすることができる方法を提供すること。
【解決手段】欠陥の検出位置から長尺帯状シートの加工位置までの走行距離と、搬送方向の製品の長さLに基づき、検出された欠陥がどの製品のどこに位置するかを予想する。製品中における予想された欠陥の位置に応じて、欠陥の検出位置に対応するシフトレジスタにのみ欠陥検出ビットを立てて不良品と設定するか、又は欠陥の検出位置に対応するシフトレジスタに欠陥検出ビットを立てるのに加え、その前側及び/又は後側に位置するシフトレジスタの1個又は2個以上に欠陥検出ビットを立てて不良品と設定し、下流の不良品排出位置で該不良品を排出する。
(もっと読む)
搬送装置
【課題】可変速コンベヤに停止・起動の衝撃がかからない搬送装置を提供する。
【解決手段】搬送装置1は、搬入可変速コンベヤ2、可変速コンベヤ3、定速コンベヤ4およびこれらコンベヤ2,3,4を制御可能な制御手段21を備える。制御手段21は、第1変速後目標速度を計算し、この目標速度への変速時間間の先行の搬送物の進行距離を可変速コンベヤ3が変速前速度のままとして計算する。制御手段21は、その進行距離を考慮して第1変速後目標速度への変速完了時の先後両搬送物間の仮想隙間を計算し、この仮想隙間を考慮して第2変速後目標速度を計算する。制御手段21は、第2変速後目標速度と第1変速後目標速度との一致性の有無を判断し、一致性有りと判断した場合には第2変速後目標速度を最終変速後目標速度として計算を終了する。
(もっと読む)
外形検出システム
【課題】搬送装置によって所定方向へ搬送される対象物の外形を検出すること。
【解決手段】対象物Mを所定方向Dへ搬送する第1搬送装置110と、第1搬送装置110の設置位置よりも所定方向Dへ間隔を置いて配置されて、第1搬送装置110によって搬送されてきた対象物Mが受け渡されて所定方向Dへ搬送する第2搬送装置120と、第1搬送装置110と第2搬送装置120との間において、第1搬送装置110及び第2搬送装置120の各搬送面よりも低い位置に配置されて、所定方向Dと直交する方向に並ぶ縞模様が上面に設けられた板体130と、板体130の上方において、第1搬送装置110及び第2搬送装置120の各搬送面よりも高い位置に配置されて、所定方向Dと直交する方向に延びる撮像領域を撮像する撮像装置140と、撮像装置140が撮像した画像データに基づいて、対象物Mの外形を検出する外形検出装置200とを備える。
(もっと読む)
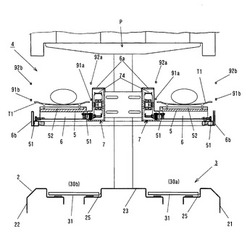
郵便物処理装置及び郵便物処理方法
【課題】大きさ、厚さ、重さが多種多様な郵便物を途切れずに一通ずつ搬送して処理することが可能な郵便物処理装置及び郵便物処理方法を提供する。
【解決手段】郵便物Pを一通ずつ送る一通送り部11と、連続して配置されるバッファ10及び9と、一通送り部11及びバッファ10の満杯を検知する量検知センサ15c及び15bと、バッファ10内の郵便物を一通送り部11へ搬送する搬送ベルト13bと、バッファ9内の郵便物をバッファ10へ搬送する搬送ベルト13aとを有する郵便物処理装置の郵便物処理方法であって、量検知センサ15cにより一通送り部11の満杯が検知されていない場合、搬送ベルト13bに郵便物を一通送り部11に搬送させ、量検知センサ15bによりバッファ10の満杯が検知されていない場合、搬送ベルト13aに郵便物をバッファ10に搬送させる。
(もっと読む)
容器搬送装置
【課題】多数のボトルを一列に連続的に搬送する際、複数のボトルが連続搬送状態になったときに先頭のボトルに過大な押圧力が作用するのを抑制する。
【解決手段】ラベル装着システム1のラベラー2には複数のコンベア31A,31B,31C,…を一列に配置して多数のボトルBをラベラー2に供給するラベル搬送装置3が設けらる。コンベア31Aには各ボトルBのラベラー2への供給タイミングを調整するスクリュー4が設けられ、このスクリュー4の上流側に複数のボトルBを連続搬送状態にするボトル蓄積区間が設けられている。コンベア31A〜31Cのうち、コンベア31Bは順逆両方向に搬送方向が切換可能なコンベアで構成される。ボトル蓄積区間のボトルBの連続搬送状態の数が所定数以上なると、コンベア31Bの搬送方向を逆方向に切り換え、コンベア31B上のボトルBに上流側方向の押圧力を発生させることで、連続搬送状態の先頭のボトルBに作用する押圧力を低減する。
(もっと読む)
コンベアのベルトスリップ検出方法、およびコンベアのベルトスリップ検出機構
【課題】可変速コンベアにも適用可能で、かつ運転データの蓄積等を必要とすることなくベルトスリップの検出を行うことのできるベルトスリップ検出方法を提供する。
【解決手段】モータ22により駆動される駆動プーリー16と、駆動プーリー16に掛け回されたベルト20を介して連れ回りする従動プーリー18とを有するコンベア12におけるベルトスリップ検出方法であって、従動プーリー18の回転数である実機回転数を求める実機回転数算出工程と、モータ22に対する指令回転数を求める指令回転数算出工程と、前記実機回転数と前記指令回転数との比較値に基づいて、ベルトスリップの有無を判定する判定工程とを有することを特徴とする。
(もっと読む)
パイプコンベヤ
【課題】搬送ベルトの捩れを検出し、搬送ベルトの閉止性を向上しうるようにしたパイプコンベヤ。
【解決手段】パイプ状に丸められたときに互いに重合する搬送ベルト3の両側部3a、3bの対向面のいずれか一方に永久磁石6、7を設け、搬送ベルト3の外周の領域を、許容ゾーンAと、非許容ゾーンBと、中間ゾーンCとに区分し、搬送ベルト3が通過する箇所における固定体に、永久磁石6、7が通過するときの磁力の強さを検出する複数の磁気センサ8を、互いに隣接させ、搬送ベルト3を囲む円環状に配設し、さらに、各磁気センサ8により検出した磁力の強さを比較し、非許容ゾーンに配設した磁気センサ8が磁力のピーク値P1を検出したとき、搬送ベルト3の捩れが許容限度を超えたことを判別し、中間ゾーンに配設した磁気センサ8が磁力のピーク値P1を検出したとき、搬送ベルト3の捩れが要注意状態となったことを判別する捩れ判別手段11を設ける。
(もっと読む)
フリーフローコンベヤにおけるセンサーユニット
【課題】接点の継断時の電気的スパークが発生することないため、クリーンルーム内を高いクリーン度に保つことができ、製品の品質を保った状態で搬送することが可能なフリーフローコンベヤを提供する。
【解決手段】各センサーユニット21a・21b、23a・23b、一腕部に検知回転体31が回転可能に支持されると共に他腕部の両側に作動部27aが設けられ、軸29を中心に搖動するように支持された搖動アーム27、搖動アーム27を、常には中立位置に付勢して上記検知回転体を製品に当接可能にする弾性部材35、搖動アーム27の各作動部27a側に設けられ、搖動アーム27の搖動に伴って移動する作動部27aにより検知信号を出力する一対の無接点型センサ37,39、から構成する。
(もっと読む)
コンベアベルトの縦裂き検知装置
【課題】設備費用の増大を抑制しつつ、コンベアベルトの縦裂きを検知する。
【解決手段】コンベアベルト1における幅方向の両外側にレーザ距離センサ2を設置し、コンベアベルト1における幅方向の両端部までの距離に基づいてコンベアベルト1の幅方向の長さを算出し、算出した長さが閾値を下回ったときに、縦裂きが生じたと判断する。また、レーザ距離センサ2を、搬送物が落下するシュート近傍に設置する。
(もっと読む)
長尺農作物の方向修正搬送装置
【課題】長尺農作物の方向修正搬送のオートメーション化。
【解決手段】長手方向の一端側の向きが搬送方向下流側方向でないと識別された長尺農作物Aを、この長尺農作物Aの一端側の向きを搬送方向下流側方向に向かせるように修正しながら、コンベア3Bの搬送方向と交差する方向を搬送方向とするシュータ6に送り出し、長手方向の一端側の向きが搬送方向下流側方向であると識別された長尺農作物Aを、その向きを保った状態でシュータ6に送り出すようにし、このシュータ6は、向きが修正されて送り出される長尺農作物Aを、その向きを保った状態で搬送する。
(もっと読む)
ベルトコンベア監視システム
【課題】ベルトの損傷部位の位置を好適に算出することが可能なベルトコンベア監視システムを提供する。
【解決手段】ベルトコンベア監視システム1Aの損傷部位位置算出部73bは、マーカ12aが検出された時間t1、損傷部位が検出された画像が撮影された時間t2、ベルト12の速度v、及び、マーカ検出部20Aと撮影部50との間のベルト長Laに基づいて、マーカ12aから損傷部位までのベルト長L1を式 L1=La−(t2−t1)×v によって算出しし、ベルトコンベア制御部73aによってベルトコンベア10Aの駆動が停止された状態において、時間t1、ベルトコンベア10Aの駆動が停止された時間t3、及び、速度vに基づいて、マーカ検出部20Aからマーカ12aまでのベルト長L2を式 L2=(t3−t1)×v によって算出するとともに、マーカ検出部20Aから損傷部位までのベルト長L3を式 L3=L1+L2 によって算出する。
(もっと読む)
搬送品のトラッキング方法及びコンベア搬送装置
【課題】搬送品を高速に搬送させるとき搬送品のトラッキングが正確にできるトラッキング方法を提供することを目的とする。
【解決手段】トラッキング方法は搬送方向に所定間隔で配置された識別コードを複数有する環状コンベアで搬送品を搬送し搬送品をトラッキングする。トラッキング方法は、環状コンベアに載置される前に搬送品に関する情報を順次入力し搬送品の情報レコードを生成する搬送品レコード生成工程(S11)と、搬送品が搬入場所で識別コードを読み取る第1識別コード読み取り工程(S16)と、搬送品が環状コンベア上に載置され搬送品の搬送方向の後端を検知した際に識別コードと情報レコードとを関連付ける関連付け工程(S19)と、搬入場所とは異なる場所で識別コードを読み取る第2識別コード読み取り工程(S20)とを備える。
(もっと読む)
ベルトコンベア監視システム
【課題】ベルトの蛇行に関する異常を好適に判定することが可能なベルトコンベア監視システムを提供する。
【解決手段】ベルトコンベア監視システム1は、荷を搬送するベルトを有するベルトコンベア10と、ベルトの幅方向のずれを検出するリミットスイッチ30と、リミットスイッチ30の検出結果に基づいて、ベルトの蛇行に関する異常を判定する監視ユニット60と、を備え、監視ユニット60は、所定期間において、リミットスイッチ30によってベルトの幅方向のずれが検出された時間が閾値を超えた場合に、ベルトの蛇行に関する異常が発生していると判定する。
(もっと読む)
弁当盛り付け用コンベア装置
【課題】搬送停止中に盛り付け材料の盛り付けができて、盛り付け作業を容易にするとともに、弁当の種類毎に適格な弁当容器の搬送がなされる弁当盛り付け用コンベア装置の提供。
【解決手段】弁当容器を搬送するベルトコンベアと、該ベルトコンベアを駆動する3相モータからなる駆動モータと、該駆動モータとベルトコンベア回転軸との間に介在させた電動のクラッチと、前記3相モータの駆動と電動クラッチの断続動作をコントロールする制御装置とを備え、前記制御装置には、シーケンサーとインバータとを備え、該シーケンサーによって前記クラッチの断続と駆動モータのインバータを介した回転速度とを制御させることにより、前記ベルトコンベアの所定速度での所定時間の動作と、所定時間の一時停止とを繰り返し動作させる。
(もっと読む)
帯状部材の成形方法
【課題】成形帯状部材のスプライスラップ量を適正にし、作業者による帯状部材の切断長さ調整の削減を図る帯状部材の成形方法を提案する。
【解決手段】成形ドラム26に巻き付けた帯状部材21のスプライスラップ量をスプライスセンサにより測定し、この測定値をフィードバックして次の帯状部材21の切断長さを決定し、帯状部材21が搭載されたコンベアベルト24を適量移動させて、ベルトコンベア24上に設置された切断機23で帯状部材21を切断する。切断帯状部材25はベルトコンベア24から成形ドラム26に巻き付けられる。実測したスプライスラップ量は平均化されて、その平均値が補正規格内か否かの判定を行い、補正規格内であれば、補正せずに直前の帯状部材21と同じ長さで帯状部材21が切断され、補正規格外であれば、平均化されたスプライス量により帯状部材21の長さを補正して次の帯状部材21の切断長さを決定する。
(もっと読む)
ローラの劣化状態判定方法
【課題】ローラが組み込まれる装置の稼働中において、ローラ又はその軸受等に決定的な問題のあるローラのみを特定し、未だ正常に使えるローラ以外の、交換すべきローラのみを交換することができるローラの劣化状態判定方法を提供する。
【解決手段】複数のローラが組み込まれる装置における複数のローラの側面に、被監視部として該ローラの回転数の変化に応じて見え方が変化する色彩及びパターンを付す被監視部作成手順S10と、装置の稼働中における複数のローラの回転時に、各ローラの前記被監視部の変化パターンを監視及び比較することにより標準の回転数を下回るローラを特定し(S101)、該特定したローラの発熱異常を判定する判定手順(S102)と、を備える。
(もっと読む)
搬送装置
【課題】ベルト式の搬送装置において、長期間使用せずに放置してもベルトに有害な変形が生じず、使用時にベルトの変形等に起因する有害な振動等が生じないようにする。
【解決手段】搬送装置1は、駆動ローラ3及び従動ローラ6にベルト10を掛け回したもので、ソレノイド9で従動ローラを押した状態ではローラ間隔が伸びてベルトに張力が生じて搬送可能となる。ソレノイドをOFFにすると従動ローラが戻ってローラ間隔が伸び、ベルトの張力が下がるので、停止中にローラに巻き付いたベルトが変形しない。次に駆動する時にベルトが振動、蛇行、バタツキを起こすことがない。
(もっと読む)
パレット搬送方法及びパレット搬送装置
【課題】パレットの搬送速度を搬送する間隔により異ならせて、搬送時間を短縮する。
【解決手段】パレット搬送方法はパレットレール21,41に搭載されたパレット11をパレットレールの長手方向に連続して設けられた複数のパレット搬送手段22,42により搬送する方法である。一のパレット搬送手段22によるパレットの搬送速度を別のパレット搬送手段42によるパレットの搬送速度と異ならせる。一のパレット搬送手段から隣接する別のパレット搬送手段にパレットが移動する際に一のパレット搬送手段と別のパレット搬送手段の双方におけるパレットの搬送速度を同一とする。パレット搬送装置は、パレットを長手方向に沿って移動可能に搭載するパレットレールと、パレットレールの長手方向に連続して設けられパレットの搬送速度を可変可能に構成された複数のパレット搬送手段と、複数のパレット搬送手段を制御するコントローラ61とを備える。
(もっと読む)
21 - 40 / 211
[ Back to top ]