
Fターム[4G053AA07]の内容
型、中子、マンドレル (3,005) | 目的、機能 (412) | 型の組立て、又は脱型を容易にするためのもの (212)
Fターム[4G053AA07]に分類される特許
61 - 80 / 212
異形門形成形用ブロック
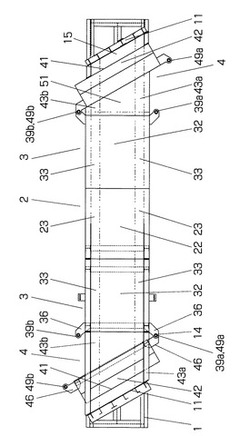
【課題】ブロックの側壁と小口面とが90度以外の角度で交叉する異形門形ブロックを成形する型枠に関し、構造が簡単で組立も容易な型枠を得る。
【解決手段】基台1の上面の自由な位置に固定して立設された外側板11と、外側板11の内側において、基台1の上面にその長手方向の自由な位置に移動可能に載置された側部中子3と、側部中子3の外側側面の前側又は後側に鉛直方向のピンで枢支連結されて基台1の上面に所定角度で固定される端部中子4と、側部中子の底板32と端部中子の底板の間のブロックの天井スラブ下面を成形する平面形状が直角三角形繋ぎ底板51と、外側板11と端部中子4の内側板41との間に形成されるブロックの側壁成形空所15の前後の小口端を閉鎖する端部妻板43とを備えている。繋ぎ底板51と前後の端部妻板43は、外側板11及び内側板41の傾斜角に応じた角度のものを準備する。
(もっと読む)
プレキャストコンクリート成形用型枠およびプレキャストコンクリートの製造方法

【課題】 外壁版等のプレキャストコンクリートの製造に適用される。簡単に化粧柄を変更でき、型枠の保管スペースも小さくて済むプレキャストコンクリート成形用型枠パネル、およびプレキャストコンクリートの製造方法を提供する。
【解決手段】 このプレキャストコンクリート成形用型枠パネルは、プレキャストコンクリートの表面に凹凸形状の化粧柄を成形する柄用凸部を、定盤2の表面に配置したものである。定盤2には一つ以上の貫通孔3を設ける。表側面が前記柄用凸部となる柄型体4aと、この柄型体4aの裏側面から突出した軸部4bとを有する柄成形ユニット4の前記軸部4bを、定盤2の貫通孔3に着脱可能に装着する。これにより、定盤2の表面に柄用凸部を配置する。
(もっと読む)
コンクリート離型剤
【課題】コンクリート成型物を型枠から容易に離型させることができるとともに、優れたコンクリート仕上げ面を可能とする離型剤を提供する。
【解決手段】膨潤性層状粘土鉱物を水に分散させてなるコンクリート離型剤で、乾燥すると薄膜の皮膜層を形成し、この皮膜層が容易に層間剥離することで良好な離型性を可能とする。ここで、コンクリート側に剥離した皮膜は、コンクリート硬化においてコンクリートと一体化し、平滑なコンクリート仕上げ面を呈するようになる。さらに、油剤を一切使用しない完全水系であることから、コンクリート表面の気泡や気泡跡が発現しにくく、かつシミ発生のない白色度の高い均一で良好なコンクリート仕上げ面を得ることができる。
(もっと読む)
貫通孔成形用ピンおよびそれを用いたコンクリート製品の製造方法
【課題】コンクリート打設時に開口部周縁の面取り成形が可能であり、軽量かつ少ない部品点数から構成され、型板への取付け、取り外しが極めて容易であるコンクリート製品の製造方法を提供する。
【解決手段】水抜き孔成形用ピン3は、型板(2a、2b)間に掛け渡して配置され、コンクリート打設後に抜き取ることにより、水抜き孔(貫通孔)11を、そのコンクリート擁壁1の表裏に貫通した状態で成形するためのものである。型板2a側の基端部と他方の型板2bに押し圧される先端部を備えていて、その先端部の端面の外周部分には、先端部の端面が他方の型板2bに押し圧されて、型板2b表面に沿って外側方向に押し広げられる、弾性によって変形可能な、環状の先端部側弾性変形部が設けてある。また、この弾性変形部は、弾性変形するので、押し圧が解除されたときに原形に復元可能なものとなっている。
(もっと読む)
セグメント型枠へのボルトボックス抜き型の固定構造
【課題】セグメントの製造時にボルトボックス抜き型の底部とセグメント型枠との隙間からコンクリートが侵入することがなく、型抜きの際に欠けやクラック等が発生しない。
【解決手段】セグメント型枠7の側板8の内部に継手金物3の挿通部14を介してボルトボックス抜き型10を配設する。セグメント型枠7の底板9にテーパ面20aを有する台座20を配設し、ボルトボックス抜き型10の底部を設置する。リーマボルト16を側板8の挿通孔8aから挿通部14の貫通孔14bに挿通し、ボルトボックス抜き型10の雌ねじ部12に雄ねじ部を螺合して側板8側に引き込む。ボルトボックス抜き型10は台座20のテーパ面20aに沿って上向きに姿勢が修正されるために引き込み力によってボルトボックス抜き型10の底部を台座20に押し付ける。
(もっと読む)
コンクリート二次製品及びその製造用型枠
【課題】複雑な外観形状や内部形状を有するコンクリート製品を、高い作業性、及び、経済性をもって製造し得る型枠、この型枠を使用したコンクリート二次製品の製造方法及びこの製造方法で製造したコンクリート二次製品を提供する。
【解決手段】 主中子4a及び副中子4bを有しており、これらの主中子4a及び副中子4bは、互いに独立し、外型枠体5の内壁面に着脱可能に取り付けられる。
(もっと読む)
コンクリートブロック成形用型枠
【課題】脱型作業が容易で、作業能率を向上させうるようにしたコンクリートブロック成形用型枠を提供する。
【解決手段】下部ブロックと、それより左右寸法の小さな上部ブロックとからなる断面形がほぼ凸状のコンクリートブロックを成形する型枠であって、この型枠9は、前記上部ブロックを成形する下面が開口された下部型孔10aと、この下部型孔10aの上端に連続して形成された、下部ブロックを成形する上面が開口された上部型孔10bとを有する型枠本体11と、この型枠本体11の下面に着脱可能に取付けられた下部型孔10aの開口下端を閉塞する基板12とを備えている。
(もっと読む)
合成セグメントの製造方法
【課題】セグメント群を組み立てた場合に、隙間が生じることがなく、真円を形成することができるセグメントの製造方法を提供する。
【解決手段】円弧状の底板と、周囲の枠材とで構成した鋼殻11と、鋼殻11の内部と、枠材よりも高い位置まで充填したコンクリート12とによって構成した合成セグメント1を製造する方法である。セグメント群を組み立てた円筒の外径よりも大きい外径を有し、セグメント群を組み立てた円筒の内径よりも小さい内径を有するドーナツ状のリング妻板3を使用する。回転する回転外筒の内部に、その円周方向に沿って2枚のリング妻板3を平行に設置する。リング妻板3の間に、円弧状の鋼殻11を複数枚、設置する。ひとつの鋼殻11と、隣接して設置した鋼殻11との間には目地板4を介在させる。回転外筒と一体で回転する鋼殻11群の内部にコンクリート12を打設する。
(もっと読む)
セラミックス成形体の製造方法およびこれを用いたセラミックス焼結体の製造方法
【課題】本発明は、表面がきれいな複雑形状成形体を乾燥時の割れや変形がなく、また焼結体としたときの物性が優れたセラミックス成形体の製造方法を提供するものである。
【解決手段】セラミックス粉体、分散剤、硬化性樹脂および溶媒を含む混合物を溶媒可溶性の成形型内に注入する工程、注入した該混合物を硬化させて成形し、含溶媒セラミックス成形体とする工程、該成形型を溶剤で溶解除去する脱型工程、該脱型工程によって得られた含溶媒セラミックス成形体を乾燥させる工程を有するセラミックス成形体の製造方法において、該成形型として内側表面に撥水処理を施した成形型を用いることである。
(もっと読む)
コンクリート供試体用型枠
【課題】コンクリート供試体用型枠を、簡単な構成で軽量・安価な合成樹脂成形品とし、型枠からの供試体の取り出しにも工具等を必要とせず、手作業で簡単に取り出すことができ、廃棄物となる使用済み型枠も少量にする。
【解決手段】合成樹脂製で筒状の周壁11aと有孔の底部11bとを一体化した薄肉の筒状体11からなるコンクリート供試体用型枠10であり、該周壁における上下端間に、引き裂き可能な極薄肉底14aで連結された複数の切り溝14を設け、該筒状体の上部口縁の対向位置に一対の引き裂き用の摘み15を設け、該筒状体の底部上に無孔の底板12を圧嵌する。
(もっと読む)
型成形体の製造方法
【課題】より軽量化を図ることができ、しかも内周面または外周面に凹部を有する円管状の型成形体をも成形することができる型成形体の製造方法を提供する。
【解決手段】成形される型成形体Aの素材よりも軽量なパッド6を複数配設して成る成形型枠1を使用し、該成形型枠1内にスラリー状の素材Sを打設する打設工程と、前記スラリー状の素材Sを養生する養生工程と、前記パッド6を型成形体Aに残存した状態で型成形体Aを成形型枠1から脱型させる脱型工程とを経て型成形体を得る。成形型枠1に植設された、溶融可能なパッド6を、脱型工程に先立って、硬化した型成形体Aを成形型枠1の内面に沿った方向に移動させ型成形体1に残存させ、さらに養生工程以後にパッド6を型成形体から溶融除去する。
(もっと読む)
コンクリート製品成型方法とコンクリート製品成型型枠とコンクリート製品成型装置とコンクリート製品成型型枠用可動壁
【課題】 コンクリート製品の側面に凹部・凸部を損傷させることなく成型可能な方法や型枠や装置はなかった。
【解決手段】 本件出願のコンクリート製品成型方法は、型枠の下面開放部を閉塞し、型枠内に供給したコンクリート材料を締め固めてコンクリート製品を成型し、その後下抜き脱型して、側面に凹凸部を有するコンクリート製品を成型する方法であって、前記型枠に、外側斜め下方とその逆の内側斜め上方に回動可能な可動壁を備え、成型時には可動壁を型枠内面よりも内側に突出させるか型枠内に収容させ、その型枠内で側面に凹部又は/及び凸部のあるコンクリート製品を成型し、脱型時に、可動壁が前記脱型に伴って外側斜め下方に回動して、コンクリート製品の側面の凹部又は/及び凸部から自動的に退避するようにした方法である。本発明の成型型枠、成型装置、可動壁は、前記成型方法の実施に使用される型枠、装置、可動壁である。
(もっと読む)
合成セグメント
【課題】特に製作コストが廉価で経済性に優れるとともに、鋼材とコンクリートとの一体化を図ることにより、鋼材とコンクリートとの強度特性を十分に発揮できるとともに、十分な薄肉化が可能な合成セグメントを提供する。
【解決手段】鋼殻K内にトンネル周方向に沿って2条の主鋼材5,5を配置するとともに、トンネル周方向に適宜の間隔で補強材9,9…を配置し、前記主鋼材5は、間隔をおいて配置した上下一対の形鋼材6A、6B同士を波状又はジグザグ状に加工したトラス筋7で連結した構造材とされ、スキンプレート4の内面に沿って列設されるとともに、前記形鋼材6A、6Bの両端部が夫々、連結板8を介して継手板3に結合され、補強材9が前記トラス筋7の空間を通してトンネル軸方向に沿って配設されるとともに、両端部が夫々、縦リブ10を介して主桁22,2に結合されている。
(もっと読む)
ブロックの製造方法および装置
【課題】既存の型枠を使用し、この型枠の相互に着脱自在に結合するフランジ部間において、固定片を備えた凹部成形型を前記型枠の内面に突出するようにして固定し、作業用治具として固定用ブラケットおよび脱型用ブラケットを適宜使用して、ブロックの表面に藻類の生息場となる生息空間としての凹部の形成を容易かつ確実にして経済的に達成することができるブロックの製造方法および装置を提供する。
【解決手段】ブロックを製造するための複数に分割された型枠を使用し、前記型枠10A、10Bの相互に着脱自在に結合するフランジ部12A、12B間に挾持される固定片22を備えて、組立てた前記型枠の内面に突出しブロック表面に凹部を形成するための凹部成形型20を設け、前記凹部成形型の前記フランジ部間に挾持される固定片を介して、ブロック成形に際し前記型枠の外側面に固定用ブラケット30を使用して前記凹部成形型を前記型枠の内面側に緊張固定し、前記組立てた型枠内にコンクリート等を充填するように構成する。
(もっと読む)
自己崩壊性型枠材
【課題】軽量で取扱性に優れ且コンクリートの凝固後に自己崩壊せしめて、型枠作業を著しく削減する自己崩壊性型枠材の提供。
【解決手段】
シロキサン及びシラノール塩をその分子量換算で略4000程度に多分子量化させた錯化合物状で、シロキサン及びシラノール塩とからなる固形分が40乃至55重量%と水分45乃至60重量%割合のシロキサン及びシラノール塩多分子量溶液を、所要の寸法形状の成形型で200乃至300℃の加熱で内部圧力を10乃至50kg/cm2で発泡させ、以って耐圧縮強度が10乃至50kg/cm2、見掛比重が0.1乃至0.2及びその残留水分率が7乃至20重量%割合の珪酸態に形成された、自己崩壊性型枠材。
(もっと読む)
コンクリートブロック製造装置
【課題】穴あきコンクリートブロックにおけるすべての表面を平滑に仕上ることが可能なコンクリートブロック製造装置を提供する。
【解決手段】筒状の成形型枠体10と、これを閉塞し上下動可能な閉塞板20と、成形型枠体10の上方に設けられた支持板30と、支持板30上で進退可能な給材枠40と、成形型枠体10内に吊り下げられた函抜き部形成体50と、函抜き部形成体50を吊り下げる吊下体60と、吊下体60と成形型枠体10の内部空間14との間で上下動し、コンクリートCを押圧する押圧板70と有し、吊下体60は給材枠40の進退方向に成形型枠体10の上をまたぐコの字状に形成され、給材枠40には吊下体60と交差する位置に吊下体60を通過させるための吊下体通過部42が形成されていることを特徴とするコンクリートブロック製造装置100である。
(もっと読む)
コーナー擁壁ブロック製造用型枠
【課題】各内側板に対する各外側板のセッティング作業を簡単、且つ、容易に行えるコーナー擁壁ブロック製造用型枠を提供する。
【解決手段】型枠は、ベース1の上面を各内側板5の回転軌道に沿って移動できるように該ベース1の上面に配置された左右一対の可動ベース4を備え、各内側板5は各可動ベース4の上面にそれぞれ立設されていて、各第1外側板8は各内側板5に対して平行移動できるように可動ベース4に配置され、各第2外側板9は各内側板5と平行に向き合い、且つ、第1外側板8に対する左右方向位置を変更できるように該第1外側板8に取り付けられている。
(もっと読む)
PC床版等の成形型枠
【課題】周辺枠に設けた窓を長孔を開けた支持面板に、鉄筋間隔に収まる中間添板と鉄筋の通孔をあけた上添板及び下添板を重ねた窓埋板で閉塞させることにより、鉄筋の間隔が変れば之に応じて添板を変えると、支持面板は共用することができるPC床版等の製造型枠を提供すること。
【解決手段】型枠Aの内部に鉄筋4をその一部が周辺枠2、3より外へ張り出すように収容して、コンクリートを打設することで、本体の周辺から接合用の鉄筋が張り出すPC床版等を成形する型枠であって、この型枠の周辺枠は、上記鉄筋の張り出す部分を窓5として、この窓5を、等配置の鉄筋の最大間隔のものに合う長孔12を複数形成した支持面板6に、等配置の鉄筋の各種の間隔に合う幅に形成した中間添板7と、この中間添板の上下に配して内縁側にそれぞれ鉄筋を通す孔14をあけた上添板8と下添板9を重ねた窓埋板10で閉塞させたこと。
(もっと読む)
曲面パネルの製造装置及び製造方法
【課題】大型の曲面パネルを効率良くしかも精度良く製造することができる製造装置を提供する。
【解決手段】この製造装置における曲面パネル成型用の型枠10は、曲面パネル1の外周面2側を成型する外枠材11と、曲面パネル1の内周面3側を成型する内枠材12とを着脱可能に組み合わせてなり、開放した一端側から閉塞した他端側へ向かってコンクリートを湾曲方向に沿って流し込むように充填する湾曲状の成型用空間40が形成されている。この型枠10は、成型用空間40の一端側を立ち上げ、且つ、他端側を略水平とするコンクリート流入姿勢と、成型用空間40の一端側と他端側を略同じ高さレベルとする脱型姿勢との間で切換可能とされ、脱型姿勢おいて、成型後の曲面パネル1が内枠材12とともに吊り上げ可能とされている。
(もっと読む)
型成形板の成形装置および型成形板の製造方法
【課題】 コンクリート等の非圧縮体スラリーを成形型枠に流し込んで成形する型成形板であっても、一方の板面に連続した平板を有し、他方の板面には複数の凹部を有し、かつ該凹部の開口縁に内方に張り出すフランジを有する型成形板を容易に形成することができる型成形板の成形装置を提供すること。
【解決手段】 底板および該底板を囲うように前記底板から立設された側板を有する成形型枠2と、中空で、前記成形型枠に打設されるスラリー状の板体素材に対して所望の形状を維持する硬度を有し、底板に所定間隔で多数配置されたエラストマーパッド5と、それらのエラストマーパッド5を、その軸芯に対して半径方向内方へ弾性変形させる変形手段6とを備えた型成形板の成形装置とした。
(もっと読む)
61 - 80 / 212
[ Back to top ]