
Fターム[4D075EA17]の内容
流動性材料の適用方法、塗布方法 (146,046) | 塗布材料の形態、性質、用途 (13,436) | 熱可塑性 (218)
Fターム[4D075EA17]に分類される特許
181 - 200 / 218
黒鉛フィルムを被覆するための方法

【課題】黒鉛フィルムの平面側(前側)と端面を被覆するための塗装方法を提供する。
【解決手段】塗装方法は、黒鉛フィルム製平面形成物の被塗平面側(前側)1aに静電粉体噴霧によって被覆材料を塗着し、引き続き焼結サイクルもしくは溶融サイクルを行い、塗装中に隣接面上で縁から少なくとも5mmの距離を置いて噴霧方向とは反対のその裏側1cのほぼ中央で電気的に接触させることによって、黒鉛フィルム製平面形成物の平面側(前側)1aと端面1bとへの薄い被覆の塗布を可能とする。
(もっと読む)
シリンダ、特に凹版印刷機の拭き取りシリンダをコーティングするための装置
シリンダ(C)、特に凹版印刷機の拭き取りシリンダをプラスチック組成物によってコーティングするための装置(1)に関する。シリンダ回転中に全長にわたって輻射熱を付与し且つシリンダの長手に沿って周辺の少なくとも一部の周りに複数の加熱要素(60)が配置された加熱手段(6)を具え、加熱要素はシリンダの長手に沿って相互に平行に設けられた個別の列(60a〜60h)に配列されている。この装置は、シリンダの長手に沿ったシリンダの表面温度を測定するための温度感知システム(9)と、測定された表面温度と所望の温度設定(tC)の関数として加熱要素(60)の作用を制御するために温度感知システム(9)に連結された処理ユニットを更に含む。温度感知システム(9)は、シリンダの長手に沿って測定されたシリンダの表面温度を表す温度測定プロファイル(Tm)を出力するように構成され、温度測定プロファイルは複数のゾーン(Z1〜Z8)に区切られ、各々が加熱要素(60a〜60h)の対応する列に連結される。加熱要素(60a〜60h)の各列の作用は、少なくとも一つのゾーン(Z1〜Z8)内で測定された表面温度に基づいて処理ユニットによって制御される。 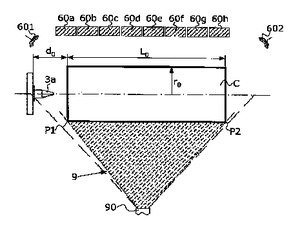 (もっと読む)
(もっと読む)
化学コーティングの塗布方法
水中にある金属構造物を防汚処理する方法であって、金属構造物にきれいな表面を提供することと、その表面に固定コートを塗布することと、固定コート上に熱可塑性トップコートを塗布することとを含む。  (もっと読む)
(もっと読む)
粉体接着剤塗布方法

【課題】具体的な材料処方から成る実用性のある粉体接着剤を作製してその実用的かつ具体的な塗布方法を提供する。
【解決手段】軟化点120℃のポリエステル樹脂を100質量%、帯電制御剤を1質量%、ポリエチレンワックスを3質量%を用意し、混合、溶融混練、冷却、粗砕、粉砕、分級して平均体積粒径9μmの粉体粒子とし、この粉体粒子を100質量%と外添剤の微粒シリカを1質量%とを混合し篩別して粉体接着剤を得る。プリンタのモノクロ印字が可能な画像形成ユニットの感光体ドラムに代えて誘電体ローラ34を配設し、光書き込みヘッドを除去し、現像ユニット9に粉体接着剤を収容するように改装する。帯電ローラ8で帯電させた誘電体ローラ34に、現像ローラ11により粉体接着剤をベタ現像する。これを用紙18に転写し、定着ユニット26で定着して、粉体接着剤の用紙18への塗布が完了する。
(もっと読む)
粉体接着剤塗布方法
【課題】具体的な材料処方から成る実用性のある粉体接着剤を作製してその実用的かつ具体的な塗布方法を提供する。
【解決手段】軟化点120℃のポリエステル樹脂を100質量%、帯電制御剤を1質量%、ポリエチレンワックスを3質量%を用意し、混合、溶融混練、冷却、粗砕、粉砕、分級して平均体積粒径9μmの粉体粒子とし、この粉体粒子を100質量%と外添剤の微粒シリカを1質量%とを混合し篩別して粉体接着剤を得る。プリンタのモノクロ印字が可能な画像形成ユニットの現像器のみを残して他を除去し、現像器に粉体接着剤を収容し、搬送ベルトで搬送される用紙に対し現像器の現像ローラで直接粉体接着剤を転写して定着器で定着する。
(もっと読む)
金属表面に緻密な飽和ポリエステル被膜を形成する方法とそれを実施するシステム
【課題】 本発明の課題は、亜鉛メッキが施された数mm以下の薄い鉄板に亜鉛メッキ層を痛めることなく、ピンホールの無い層を形成すると共に亜鉛メッキ層との密着性が高い飽和ポリエステルの被覆を施す新規な手法を提供することにある。更に、本発明は金属板に化粧板的要素を加え、金属表面に施された飽和ポリエステルの被覆層に適宜の模様をつける技術を提供する。
【解決手段】 本発明の金属表面を飽和ポリエステルで被覆する方法は、使用する飽和ポリエステルの融点以上に金属板を加熱する工程と、該金属板表面に飽和ポリエステルを塗装する工程と、塗装された飽和ポリエステルが軟化状態の下で金属表面にローラを圧着走査する工程とからなる。好ましくは金属板には亜鉛メッキが施された鋼材を、飽和ポリエステルには融点が260℃以下のものを、また、ローラには弾性を備えた素材の表面にテフロン(登録商標)被覆されたものを使用するようにした。
(もっと読む)
ロール用被覆製造方法
本発明は、ロールフレーム(1)上にロール被覆を製造する方法に関し、当該被覆は、ロールフレーム(1)上にベース層(2)と、ベース層(2)上に表面層(3)を含む。ベース層(2)は、表面層(3)が形成され、硬化又は固化された後に、その最終形態へと至らされる。表面層(3)は、ベース層(2)がロールフレーム(1)上に形成された後に、ベース層(2)上に形成され、硬化又は固化される。 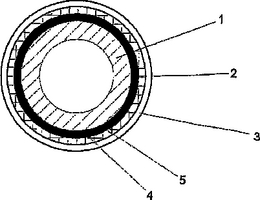 (もっと読む)
(もっと読む)
溶射された防護コーティングを有する工業用ベルト
布又はベルト(110)、及び斯かるベルト又はベルトの形成方法であって、基礎支持構造体(150)と、少なくともひとつのコーティング(120)とを含み、このコーティングは、溶射工程により、適用されるものである。 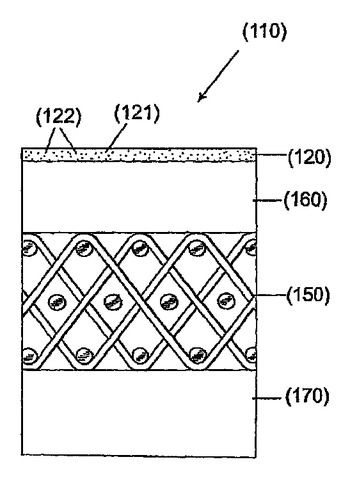 (もっと読む)
(もっと読む)
金属被覆用塗料およびその塗料を塗布した金属製容器
本発明は、金属板または金属製容器に塗布することで、ピンホールが存在せず、優れた耐蝕性、耐レトルト性、耐衝撃性、耐加工性、耐磨耗性、金属に対する密着性、内容品に対するフレーバー保持性などを有する塗膜を形成することができる金属被覆用塗料およびその塗料を塗布した金属製容器を提供する。熱可塑性樹脂の溶液を冷却して得られる平均1次粒子径10〜1000nmの該熱可塑性樹脂の粒子を含む金属被覆用塗料、ならびに(a)熱可塑性樹脂を有機溶媒に溶解した溶液を得る工程、(b)該溶液を冷却して平均1次粒子径10〜1000nmの該熱可塑性樹脂の粒子の懸濁液を得る工程、(c)該懸濁液から粒子を分離する工程、および(d)該分離した粒子を、溶媒中に分散させる工程からなる金属被覆用塗料の製造方法に関する。 (もっと読む)
多層回路基板及びその製造方法
【課題】 ビアの乗り換えに伴う信号伝送距離の延長を回避しながら、ビアへの応力を低減させることができ、結果としてビアの接続信頼性の高い多層回路基板及びその製造方法を提供する。
【解決手段】 絶縁膜6としてデスミア液によりエッチングされやすい膜を形成し、絶縁膜7としてデスミア液にほとんどエッチングされない膜を形成する。レーザ照射により絶縁膜6及び7にビアホール8を形成する。ビアホール8の断面形状はレーザ照射の影響によりテーパ状となる。デスミア液を用いてビアホール8の形成の際に発生したスミアを除去する際に、絶縁膜6のビアホール8に露出している部分もエッチングされることで、絶縁膜6の側面が後退し、ビアホール8の形状が鼓状となる。その後、無電解めっき法によりCuシード層をビアホール8内に形成する。その後、絶縁膜6及び7のキュアを行う。続いて、電解めっき法によりCuビア9をビアホール8内に埋め込む。
(もっと読む)
ばねおよびばねの製造方法
【課題】コーティング膜の膜厚を厚くし、ばね部材の腐食を防止するばねを提供する。また、ばね部材に厚い膜厚のコーティング膜を塗付することができるばねの製造方法を提供する。
【解決手段】ばねに、ばね部材に施された第1のコーティング膜と、該第1のコーティング膜の上に少なくとも部分的に施された第2のコーティング膜とを設ける。ばねの製造方法では、ばね部材に塗料を付着して第1のコーティング膜を形成し、該第1のコーティング膜上に塗料を直接少なくとも部分的に付着して第2のコーティング膜を形成する。
(もっと読む)
制御されたパターンで液体を塗布する装置およびその方法
【課題】ポンプはさまざまな圧力で液体塗布器に液体を供給する。
【解決手段】ホットメルト接着剤のように制御されたパターンで液体を吐出する装置は、ポンプと、そのポンプに結合された塗布器と、塗布器とポンプの間の液体流路に配置された圧力変換器と、圧力変換器に結合されたコントローラーとを有している。ポンプはさまざまな圧力で液体塗布器に液体を供給する。圧力変換器は、液体の圧力を検知し、感応した圧力を表す信号を生成する。コントローラーは、信号を受信し、受信した信号に基づいて塗布器から吐出しているプロセスエアー圧力を変更する。
(もっと読む)
複層ガラスのスペーサ形成方法
本発明の複層ガラスのスペーサ形成方法は、多関節ロボットによりスペーサ成形材料を塗布する塗布ヘッドを一方のガラス板の上面の周縁部に沿って移動させながら、塗布ヘッドからスペーサ成形材料を塗布してスペーサを形成する。その際に、周縁部の直線領域で塗布ヘッドの吐出口からスペーサ成形材料を吐出し、周縁部のコーナー領域で塗布ヘッドの吐出口からスペーサ成形材料を吐出するのを停止する。吐出停止中に、塗布ヘッドを回転させて吐出口の向きをコーナー領域に続く次の直線領域を塗布するのに適した方向に変更する。 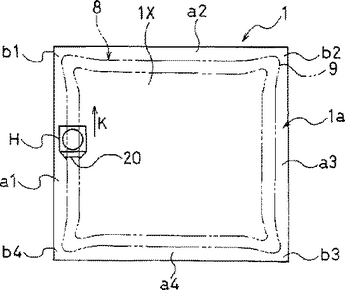 (もっと読む)
(もっと読む)
コーティング・ブレードまたはドクタリング・ブレードを製造する方法
ここには、コーティング・ブレードまたはドクタリング・ブレードの製造のための方法が開示してあり、この方法において、ブレード先端のところのエラストマー耐磨耗性材料が連続プロセスで設けられる。製造中、塗布されたエラストマー材料の厚さは、塗布された組成物が完全に硬化する前にブレード(塗布されたポリマー組成物を含む)をコイルへ巻き取ることによって決まる。コイルの隣り合った回旋部は、塗布された組成物の初期厚さよりも小さい距離だけ分離しており、部分的に硬化した組成物のみがコイルの隣り合った回旋部によって所望の厚さおよび/または形状に変形されるようになっている。 (もっと読む)
テ―パ管に熱可塑性粉体塗料を部分的に塗装する方法及びその装置
【課題】 テ―パ管の部分塗装を行う際に、テ―パ管の振れに対応して、その塗装部分と他の部分との境界を明確に直線にできるようなものとなるテ―パ管に熱可塑性粉体塗料を部分的に塗装する方法及びその装置を提供する。
【解決手段】 塗装境界部に移動された加熱装置2が塗装装置3を従えながらテ―パ管1の元口側へ移動されながらテ―パ管を加熱し、
テ―パ管の塗装境界部に塗装装置が到達した時点で、加熱装置の移動は継続しながら塗装装置を一旦停止させて、塗装装置から熱可塑性粉体塗料をテ―パ管に吹き付けると共に、テ―パ管の加熱された塗装境界部でテ―パ管の外周へ均一にエア―を吹き付けて塗装装置からの熱可塑性粉体塗料が境界部の線外へ流出するのを防止して塗装境界線を確立させ、
次いで塗装装置もテ―パ管の元口側へ移動させながら塗装装置によりテ―パ管の部分塗装を完了させる、テ―パ管に熱可塑性粉体塗料を部分的に塗装する方法及びその装置。
(もっと読む)
表面性に優れたポリイミド積層体の製造方法
【課題】本発明は、基材の少なくとも片面に熱可塑性ポリイミドまたはその前駆体であるポリアミド酸を有機溶媒に溶解させた溶液を塗工形成する際、はじき等の表面性不具合を発生させないポリイミド積層体の製造方法を提供することを目的とする。
【解決手段】 ポリイミドフィルムの少なくとも片面に熱可塑性ポリイミドまたはその前駆体であるポリアミド酸を有機溶媒に溶解させた溶液を塗工形成するポリイミド積層体の製造方法において、熱可塑性ポリイミドまたはその前駆体であるポリアミド酸溶液の有機溶媒の少なくとも5重量%以上、25℃での飽和蒸気圧が3kPa〜25kPaの有機溶媒を含むことにより、はじき等の少ない表面性に優れたポリイミド積層体を得ることが出来る。
(もっと読む)
被覆された物体を形成するための浸漬、噴霧およびフロー被覆処理
熱可塑性樹脂で被覆された金属、セラミックおよびガラスの物体は、金属、セラミックおよびガラスの物体を提供し、第1の熱可塑性樹脂を被覆されたまたは被覆されていない物体の基材の表面に含む被覆材料の水溶液、懸濁液および/または分散液を浸漬、噴霧またはフロー被覆により塗布し、第1の密着している膜を形成するために物体を浸漬、噴霧、フロー被覆から引き出し、浸漬、噴霧またはフロー被覆に起因した余分の材料を除去し、そして、第1の膜を形成するために第1の膜が実質的に乾燥されるまで硬化および/または乾燥する処理により製造される。第1の熱可塑性樹脂は熱可塑性エポキシ樹脂を含む。同じまたは異なる組成の付加的な被覆は、本発明の処理のステップの連続反復により第1の被覆の上に塗布され得る。 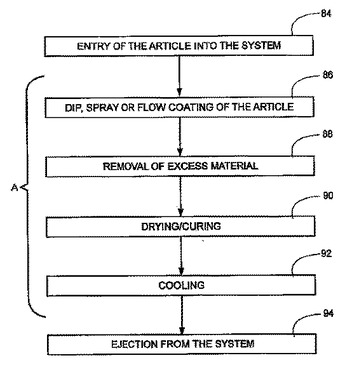 (もっと読む)
(もっと読む)
塗布膜の製造方法、反射防止フィルム及びその製造方法、該フィルムを用いた偏光板、及びこれらを用いた画像表示装置
【課題】生産性が高く、かつ高品位な反射防止フィルムを提供する。
【解決手段】バックアップローラ11に支持されて連続走行するウェブW上に、スロットダイを使用して塗布液を塗布し、乾燥状態での膜厚が200nm以下であり、かつ、ウェブよりも屈折率の低い層を少なくとも1層形成する反射防止フィルムの製造方法。ウェブ走行方向下流側の先端リップのウェブ走行方向ランド長さILOが30〜100μmであり、かつ、ウェブ走行方向上流側の先端リップ18aとウェブ表面との隙間を、ウェブ走行方向下流側の先端リップ18bとの隙間よりも30〜120μm大きく設定する
(もっと読む)
熱可塑性飽和ポリエステルで被覆された金属撚線とその製造方法
【課題】 本発明が解決しようとする課題は、鋼撚線に直接塗装が実行でき、ピンホール等の傷がなく外表面が完璧に飽和ポリエステル被覆された撚線の製造方法を提示すること、また、その製造物として耐腐食性及び耐候性が高いだけでなく、所定の曲げに強く、耐衝撃性に優れた熱可塑性の飽和ポリエステル被覆の撚り線を提供することにある。
【解決手段】 本発明の金属撚線の被覆方法は、金属撚線の表面を熱可塑性飽和ポリエステル樹脂の溶融点以上に加熱する工程と、該加熱された金属撚線の表面に前記樹脂の粉体を塗布する工程とを踏むものである。更に、本発明は粉体を塗布する工程の後、再度加熱する後加熱工程を加えた金属撚線の被覆方法を提示する。
(もっと読む)
動的スプレー処理による、高速被覆溶着のための連続インライン製造工程
【課題】改良された動的スプレーシステムと、それを高速製造環境内で使用するための方法を提供する。
【解決手段】改良された動的スプレーノズルシステムは、粉末/ガス調整チャンバ80の第1端部に接続されているガス/粉末交換チャンバ49と、集束発散超音波ノズル54とを備えており、超音波ノズルは、喉部58によって発散区画から分離されている集束区画を有しており、発散区画は第1部分59Aと第2部分59Bを備えており、集束区画は、粉末/ガス調整チャンバの第1端部とは反対側の第2端部に接続されている。本方法は、本開示のノズルシステムを、ノズルを詰まらせないようにしながら粒子温度を最大に高めることができる硬い粒子を加えて使用すること;所望の非常に速い送り速度と整合するように粒子供給速度を制御すること;及び基板を洗浄し粒子の結合性を高めるために基板を予加熱すること、を含んでいる。
(もっと読む)
181 - 200 / 218
[ Back to top ]