
Fターム[4E001DF09]の内容
Fターム[4E001DF09]に分類される特許
41 - 60 / 188
2ワイヤ溶接制御方法
【課題】消耗電極アークにフィラワイヤを送給して溶接する2ワイヤ溶接方法において、消耗電極と溶融池との短絡に起因する溶接状態の不安定を抑制する。
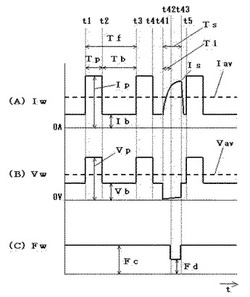
【解決手段】消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池に送給しながら溶接する2ワイヤ溶接制御方法において、消耗電極と溶融池とが短絡状態Tsになり、この短絡状態Tsが初期期間Ti以上継続しているときは、フィラーワイヤの送給速度Fwを定常フィラーワイヤ送給速度Fcから減速フィラーワイヤ送給速度Fdへと減速させ、消耗電極と溶融池との間がアーク状態になると(t43)、フィラーワイヤの送給速度Fwを定常フィラーワイヤ送給速度Fcに戻す。これにより、短絡に伴って溶融池の温度が低下しても、それに応じてフィラワイヤの送給速度Fwが減速されるので、溶接状態が不安定になることを抑制できる。
(もっと読む)
高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属

【課題】引張強度が780乃至980MPa級の中厚の高張力鋼板をレーザ・アークハイブリッド溶接する際に、鋼板の組成により最適な溶接材料を選択して溶接し、高い引張強度及び高い靱性を有する溶接金属が得られる高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属を提供する。
【解決手段】高張力鋼板のレーザ・アークハイブリッド溶接において、Tiの含有量が0.03質量%以下の高張力鋼板をTiの含有量が0.06質量%以下の溶接材料を使用してレーザ・アークハイブリッド溶接する。溶接材料は、その組成から算出される炭素当量CeqYが、高張力鋼板の炭素当量CeqXに対して所定の範囲を満足するものを選択することにより、高い引張強度及び靱性を両立させた溶接金属が得られる。
(もっと読む)
2ワイヤ溶接制御方法
【課題】アーク長を周期的に変化させて溶接する2ワイヤ溶接方法において、高速溶接性を向上させる。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流を1パルス周期として繰り返して溶接ワイヤ1に通電し、切換信号Stcに同期してアーク長Laを第1アーク長HLaとそれよりも短い第2アーク長LLaとに周期的に切り替えて溶融池2を形成し、フィラーワイヤ6を溶融池2に送給して溶接する2ワイヤ溶接制御方法において、フィラーワイヤ6の送給速度Wsを、第1アーク長HLaのときは第1フィラーワイヤ送給速度LWsに設定し、第2アーク長LLaのときは第1フィラーワイヤ送給速度LWsよりも高速の第2フィラーワイヤ送給速度HWsに設定する。アーク長が短いときのフィラーワイヤの送給速度が高速になるので、溶融池の冷却効果が増大し、高速溶接性が向上する。
(もっと読む)
TIG溶接方法およびその装置
【課題】より高いアスペクト比の溶接部断面形状を得ることができ、更に溶接アークの放射熱により永久磁石が過熱することを防止できるTIG溶接方法およびその装置を提供する。
【解決手段】被接合物5と溶接トーチ3の電極4との間にアーク放電させて溶接アーク8を発生させ、永久磁石7により溶接アーク8の周囲に磁界を発生させ、磁界と電流との電磁気的相互作用により生じる電磁力を、被接合物5の溶融部17に作用させ、接合するTIG溶接方法において、永久磁石7を溶接トーチ3の電極4の周囲に配列し、永久磁石7を移動して磁界を変動させることにより溶融部17にかかる対流駆動力を変化させて溶接することを特徴とするTIG溶接方法。
(もっと読む)
プラズマミグ溶接のアークスタート制御方法
【課題】アークスタートにおいて、ビード表面の黒い煤(スマット)の発生を抑制する。
【解決手段】溶接ワイヤを母材と一旦接触させた後に後退送給して引き離すことによって初期アーク電流が通電する初期ミグアークを発生させ、後退送給を継続してアーク長を長くすることによってプラズマアークを発生させ、それ以降は前進送給に切り換えると共にミグ溶接電流を通電して定常ミグアークへと移行させる。初期アーク電流の値を、初期ミグアークの発生時点からアーク長Laが第1基準距離Lt1に達するまでの期間t3〜t31中は第1初期アーク電流値Ii1に設定し、それ以降の期間t31〜t4は第2初期アーク電流値Ii2に設定する。Ii1>Ii2である。Ii1が通電するアークによって溶接ワイヤが溶融してアーク長Laは急速に長くなる。このために、ミグアークが単独で発生している期間を短縮することができるので、スマットの発生を抑制できる。
(もっと読む)
溶接継手部の応力腐食割れと超音波探傷検査の特性低下の防止工法
【課題】圧力容器ノズルと配管の突き合わせ溶接する場合に、溶接継手部の応力腐食割れとその溶接部に対する超音波探傷検査特性の低下を防止できる工法を提供すること。
【解決手段】圧力容器のノズル2と配管3との突き合わせ面が、両者2,3の材料に溶接馴染みのよい溶接材料で溶接され、溶接されたノズル2と配管3の端部は、開先加工されて肉盛り溶接されることで溶接継手部5が形成され、溶接継手部5の外周面にウェルドオーバーレイ溶接4を実施することで、溶接継手部5の内面を圧縮応力に移行させるように作用させて溶接継手部5の応力腐食割れを抑制し、ウェルドオーバーレイ溶接4を実施する際、溶接継手部5の内周側にあるウォータージェットノズル7からのウォータージェット噴射6による流体振動を溶接部位に与えることでウェルドオーバーレイ溶接部並びに溶接継手部における組織の肥大化を回避して超音波探傷検査の特性低下を防止すること。
(もっと読む)
サブマージアーク溶接装置および片面溶接装置
【課題】溶接の状況と装置の状況を同時に記録することにより、溶接不具合の原因の追跡および解析が容易となるサブマージアーク溶接装置および片面溶接装置を提供する。
【解決手段】サブマージアーク溶接装置は、溶接トーチ25と、溶接走行台車20と、走行レール10と、溶接電源27と、センサ26と、溶接制御手段21と、走行駆動手段22と、倣い駆動手段23とを備え、溶接制御手段21が、走行駆動手段22に対して溶接走行台車20の開先長さ方向への駆動を指示するとともに、センサ26が検出した開先位置に従って倣い駆動手段23に対して溶接走行台車20の開先幅方向への駆動を指示する駆動指示部212と、走行距離と溶接電流および溶接電圧の測定値とを関連付けて書き込むとともに、走行距離と倣い位置とを関連付けて書き込む書き込み部215と、を備える。
(もっと読む)
アーク溶接のガス制御方法
【課題】 本発明では、溶接開始時のガス流量が適正であることを判別して、良好なアークスタートを行うアーク溶接のガス制御方法を提供する。
【解決手段】 溶接開始に際して予め定めたプリフロー期間だけシールドガスを放流しながら溶接電流の通電を停止し、前記プリフロー期間終了後に前記シールドガスの放流を継続しながら溶接電流を通電するアーク溶接のガス制御方法において、前記プリフロー期間が終了したときのガス流量の下降率を算出し、前記下降率が予め定めた基準下降率未満のとき前記溶接電流を通電し、前記基準下降率以上のとき前記下降率が前記基準下降率未満になるまで待機して前記溶接電流を通電する、ことを特徴とするアーク溶接のガス制御方法である。
(もっと読む)
アーク溶接方法
【課題】 安定した溶接を行うことができるアーク溶接方法を提供すること。
【解決手段】 消耗電極15のうち溶接トーチに囲まれた部位の、上記溶接トーチから母材Wへ向かう速度V2(t)が正の値である前進送給期間Tw1と、速度V2(t)が負の値である後退送給期間Tw2と、からなる単位期間Twを繰り返すアーク溶接方法であって、速度V2(t)を一周期が単位期間Twである周期関数として、消耗電極15を送給する工程と、各前進送給期間Tw1において、消耗電極15を母材Wに短絡させる工程と、各後退送給期間Tw2において、消耗電極15と母材Wとの短絡を開放する工程と、を備える。このような構成によれば、安定した溶接を行うことができる。
(もっと読む)
プラズマ溶接装置及びこれを用いたプラズマ溶接方法
【課題】板厚差が大きいワークについても高品質の溶接を安定して実施可能なプラズマ溶接装置及びプラズマ溶接方法を提供する。
【解決手段】プラズマ溶接装置に備えられる溶接トーチ5Aを、電極棒6と、先端に縮径部を有する円筒状に形成され、先端に円形の動作ガス噴射孔8aが開設された第1ノズル8と、先端に縮径部を有する円筒状に形成され、先端に長円形のシールドガス噴射孔11aが開設された第2ノズル11とから構成する。シールドガス噴出孔11aを第2ノズル11の軸心から偏倚した位置に開設し、第1ノズル8と第2ノズル11とを同心に配置して、シールドガス噴射孔11aにシールドガスの大流量部と小流量部を設ける。大流量部を板厚が大きいワーク3側に向けて、プラズマ溶接を実施する。
(もっと読む)
アルミニウム合金板材のプラズマ溶接方法
【課題】アルミニウム合金板材を直流プラズマ溶接する場合であっても、溶接部におけるブローホール等の溶接欠陥が抑制でき、欠陥の無い良好な溶接継手を得ることが可能なアルミニウム合金板材のプラズマ溶接方法を提供する。
【解決手段】被溶接材として厚さが0.5〜3mmのアルミニウム合金板材1を複数用い、タングステン電極11とアルミニウム合金板材1との間にプラズマアークを発生させる直流正極性プラズマ溶接法によって突き合わせ端部1a、1a同士を溶接する方法であり、プラズマガスPGとしてヘリウム濃度が75体積%以上とされたヘリウム−アルゴン混合ガスを用い、タングステン電極11と被溶接材であるアルミニウム合金板材1との間の距離を2mm以下とし、直流正極性プラズマ溶接時における次式{60×(EI/Vt)}で表される単位板厚あたりの入熱量Qhiを、2500(J/cm2)以上10000(J/cm2)未満の範囲とする。
(もっと読む)
構造部材の溶接継手構造及びその溶接方法
【課題】溶接する構造部材の肉厚方向における応力腐食割れの発生を抑制することができる構造部材の溶接継手構造及びその溶接方法を提供する。
【解決手段】溶接トーチ50を配管1a,1bの突合せ面2に垂直にして配管1aの軸方向に配置し、溶接トーチ50を突合せ面2に対向させて配管1aの周方向に移動させながら、それぞれの突合せ面2に肉盛層3a,3bを形成する(B)。肉盛層3a,3bにそれぞれ開先4a,4bを形成し(C)、配管1aの開先4aと配管1bの3開先4bを対向させて配置する(D)。配管1aと配管1bの突合せ溶接を行い、開先4aと開先4bの間に溶接金属部5を形成する。各肉盛層内に、配管の母材と肉盛層の境界部から、肉盛層の溶接線に直交する方向(配管の軸方向)に伸びるデンドライトが形成される。
(もっと読む)
ハイブリッドレーザアーク溶接プロセス及び装置
【課題】ワーク(12、14)の接合面(16)によってそれらの間に画成された溶接シムを含む継手領域(22)上で前方ハイブリッド溶接プロセスを行った後、継手領域(22)で後方ハイブリッド溶接プロセスを行ってワーク(12、14)を溶接する溶接方法及び装置(10)を提供する。
【解決手段】前方ハイブリッド溶接プロセスは、同時に前方レーザビーム(32)及び前方電気アーク(36)を継手領域(22)に沿って移動させ、これらを組み合わせて溶接シムを溶込ませて溶接プールを形成し、該溶接プールが凝固して溶接物(40)を形成する。後方ハイブリッド溶接プロセスは、後方電気アーク(56)及び後方レーザビーム(34)を利用して第2の溶接プールを生成し、該溶接プールが再溶融して溶接物(40)と混合する。冷却時には、継手領域(22)の溶接シムを深く溶込ませることができる溶接継手(30)が形成される。
(もっと読む)
溶接後工程の制御方法
【課題】溶接プロセスおよび特に必要な保守手順、並びに、それらをより効率的にする。
【解決手段】
本発明のガスノズル2のプロセス制御の方法では、溶接プロセスの保守手順が所定の時間またはセンサによって検出されるプロセスパラメータに基づいて開始され、前記保守手順の間に、前記溶接トーチ6が保守位置に配置され、そして、前記ガスノズル2と前記溶接トーチ6の内部挿入物28との間の接続が前記溶接トーチ6の固定部材30の大きさの空間的減少によって解除され、前記ガスノズル2が前記溶接トーチ6から取り外され、続いて、他のガスノズル2が前記溶接トーチ6上に配置され、特に気密な接続が前記ガスノズル2と前記溶接トーチ6の前記内部挿入物28との間に、前記固定部材30の空間的膨張により提供される。
(もっと読む)
鋼製部材へのライニングプレートの固定構造
【課題】鋼製容器等の塔槽類などを構成する鋼板等の鋼製部材に直接溶融溶接できないチタン等からなるライニングプレートを密封状態で固定することができる鋼製部材へのライニングプレートの固定構造を提供する。
【解決手段】胴板1上に金属からなるライニングプレート5を固定する固定構造であって、胴板1上に配置されたライニングプレート5に開口部6が設けられ、この開口部6に鋼製の孔付きの座金7が胴板1にライニングプレート5を押え付けるように嵌合され、この座金7の貫通孔71の内周面と胴板1の表面とが溶接されることにより、胴板1にライニングプレート5が固定され、ライニングプレート5上にこのライニングプレート5と同じ金属からなる蓋部材8が座金7を覆うように配置され、この蓋部材8の外周縁部とライニングプレート5の表面とがシール溶接されている。
(もっと読む)
合金鋼の異種溶接のための装置及び方法
【課題】 合金鋼の異種溶接のための装置及び方法を提供する。
【解決手段】 溶接継手(12)は、低合金鋼部品(14)と合金鋼部品(16)とを含んでおり、それらの間の溶接ビードは、低合金鋼部品(14)と接する第1の溶接ワイヤ(18)と、高合金鋼部品(16)と接する第2の溶接ワイヤ(20)と、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間の第3の溶接ワイヤ(22)とを含む。溶接方法は、低合金鋼部品(14)に第1の溶接ワイヤ(18)を施工し、高合金鋼部品(16)に第2の溶接ワイヤ(20)を施工し、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間に第3の溶接ワイヤ(22)を施工することを含む。上記溶接継手及び方法において、第3の溶接ワイヤ(22)のクロム含有量は、第1の溶接ワイヤ(18)よりも高く第2の溶接ワイヤ(20)よりも低い。
(もっと読む)
溶接方法
【課題】簡便な方法で、SCCの発生や進展を抑制するとともに、溶接割れを抑制することができる溶接方法を提供する。
【解決手段】ニッケル基合金からなる溶接棒2及び溶接トーチ5を用いて鋼材1をアーク溶接する際に、溶接棒2を高速で回転させながらアーク6により溶融した溶融池3へ送り込む。これより、形成される溶着金属4は、凝固する直前まで溶接棒2の回転により攪拌されるため、結晶組織の方向が一方向に偏らず、ランダム性を持った凝固組織となる。
(もっと読む)
クラッド鋼材の接合方法及び接合構造
【課題】クラッド鋼材の現地溶接における溶接速度の高速化を図ることができかつ継手の靭性を向上させることができるクラッド鋼材の接合方法を提供する。
【解決手段】積層された炭素鋼層5とクラッド層6とを備えるクラッド鋼材4の端面どうしを突き合わせて接合するクラッド鋼材の接合方法である。互いに対向するクラッド層6どうしと炭素鋼層5どうしをそれらが同時に撹伴するように摩擦攪拌接合にて接合する摩擦攪拌接合工程と、その後、クラッド層から離れた位置にある炭素鋼層どうしの未接合部分を炭素鋼層側からアーク溶接により接合するアーク溶接工程と、を備える。
(もっと読む)
アーク溶接方法およびその装置
【課題】アークの先端側のみを進行方向前方へ曲げることで、ノズル先端部の消耗を低減しながらワークへの必要な入熱量を確保して、溶接速度を向上させることのできるアーク溶接方法およびアーク溶接装置を提供すること。
【解決手段】プラズマトーチ10を用いてワークWにアーク溶接を施すアーク溶接方法であって、プラズマトーチが進行する接合方向に対して直交する方向の磁場Bをワークの内部に生成し、プラズマトーチと前記ワークとの間に流れる電流Iと、磁場とに起因したローレンツ力Fにより、アークAの先端側をプラズマトーチの進行方向前方へ曲げて溶接する。この場合、ワークの接合線の両側に、磁力がアークに及ぼす影響に比べてワークの内部に及ぼす影響がより大きくなる位置に電磁石21を配置することによって、磁場を生成する。
(もっと読む)
テンパービード溶接方法
【課題】作業効率を低下させることなく、良好なテンパー効果を得る。
【解決手段】母材に発生した硬化域(H1)を、2層目以降の溶接をする際の溶接熱により焼き戻すテンパービード溶接をする際に、1層目の溶接と2層目以降の溶接をするときの、溶接速度及び溶接ワイヤ供給量を同一にする。また、1層目の溶接をするときの溶接電流値に対して、2層目以降の溶接をするときの溶接電流値を大きくする。更に、少なくとも2層目の溶接による熱に起因して発生する焼き戻し域(S1)の底が、硬化域(H1)の底よりも深く、しかも、2層目以降の溶接による熱に起因して発生する焼き戻し域(S1〜S6)が深さ方向に関して一部重複するように各層の溶接をするときの溶接電流値を設定する。
(もっと読む)
41 - 60 / 188
[ Back to top ]