
プリント配線板用銅箔
【課題】1つの面に粗化部分と無粗化部分とを有し、2種類の製品を同時に作製することができるプリント配線板用銅箔を提供する。
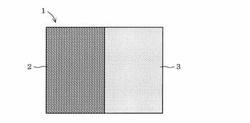
【解決手段】銅張プリント配線基板の導体層の主要部を構成すべく、絶縁性基板の表面に張り合わされるプリント配線板用銅箔1において、圧延銅箔又は電解銅箔の片面、若しくは両面に、粗化部分2と無粗化部分3とを同時に形成したものである。
【解決手段】銅張プリント配線基板の導体層の主要部を構成すべく、絶縁性基板の表面に張り合わされるプリント配線板用銅箔1において、圧延銅箔又は電解銅箔の片面、若しくは両面に、粗化部分2と無粗化部分3とを同時に形成したものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、銅張プリント配線基板の導体層の主要部を構成すべく、絶縁性基板の表面に張り合わされるプリント配線板用銅箔に関するものである。
【背景技術】
【0002】
フレキシブルプリント基板(FPC)やリジット基板は、ポリイミドやガラスエポキシのような樹脂を主体とする材料からなる絶縁性基板の表面にプリント配線板用銅箔を張り合わせ、そのプリント配線板用銅箔をエッチングにより所定の形状の回路に形成して構成される。
【0003】
プリント配線板用銅箔の表面には、絶縁性基板とのアンカー効果による強固な接着強度を得ることができるように、粗化処理が施されている(例えば、特許文献1参照)。この粗化処理は、湿式及び乾式のめっき処理により行われる。
【0004】
また、その粗化処理によって形成された粗化めっき層のような粗化面も含めて、さらにプリント配線板用銅箔としての所定の特性に適合することができるように、種々の表面処理膜が形成されることが一般的である。
【0005】
例えば、銅箔基材の表面上に、その銅素地を平滑化させるための下地めっき層を銅めっきにより形成し、その上に、あえて限界電流密度を超える電流密度の電流で電解銅めっきを行うことにより、粒状の銅析出物からなる粗化めっき層を形成し、銅箔基材の表面の粗度を所望の粗さにまで向上させる。このようにして銅箔基材の銅箔表面の粗度を上げることにより、絶縁性基板との密着性や接着強度を向上させることができる。
【0006】
そして、粗化めっき層を構成している粒状の銅析出物の脱落を防ぐために、その粗化めっき層上に、銅めっきにより被せめっき層を形成する。その被せめっき層の上に、銅の拡散防止を主目的としたニッケル又はニッケル合金めっき層を形成する。このとき、いわゆる粗化面側だけでなく、光沢面側にも、ニッケル合金めっき層を形成する。
【0007】
さらにその上に、耐熱性向上のための亜鉛めっき層を形成する。これについても、裏面の光沢面側にも亜鉛めっき層を形成する。そしてさらにその亜鉛めっき層上に、それぞれクロメート皮膜からなる防錆層を形成する。その後、絶縁性基板との接着強度をさらに向上させるため、粗化面側の最上層にシランカップリング処理を施して、シランカップリング層を形成する。
【0008】
このようにして、銅箔基材の粗化面(表面処理皮膜)側には、下地めっき層、粗化めっき層、被せめっき層、ニッケル又はニッケル合金めっき層、亜鉛めっき層、クロメート皮膜からなる防錆層、シランカップリング層が順次形成されている。また、光沢面側には、ニッケル又はニッケル合金めっき層、亜鉛めっき層、クロメート皮膜からなる防錆層が形成されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007−119902号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
このようにプリント配線板用銅箔においては、その表面全体に粗化処理を施しており、1つの面に表面粗さの高い部分(粗化部分)と表面粗さの低い部分(無粗化部分)とを有するものはなかったので、1つのプリント配線板用銅箔からは1種類の製品しか作製することができなかった。
【0011】
そこで、本発明の目的は、1つの面に粗化部分と無粗化部分とを有し、2種類の製品を同時に作製することができるプリント配線板用銅箔を提供することにある。
【課題を解決するための手段】
【0012】
本発明は上記目的を達成するために創案されたものであり、銅張プリント配線基板の導体層の主要部を構成すべく、絶縁性基板の表面に張り合わされるプリント配線板用銅箔において、圧延銅箔又は電解銅箔の片面、若しくは両面に、粗化部分と無粗化部分とを同時に形成したプリント配線板用銅箔である。
【0013】
前記粗化部分及び前記無粗化部分は銅めっきにより形成され、銅めっきにおける陽極のサイズ調整又は遮断により、前記圧延銅箔又は前記電解銅箔における前記粗化部分の面積が調整されると良い。
【0014】
前記粗化部分の表面粗さは十点平均粗さRz1.0〜3.0μm、前記無粗化部分の表面粗さは十点平均粗さRz0.1〜1.0μmであると良い。
【0015】
前記圧延銅箔又は前記電解銅箔の片面、若しくは両面を、下地銅めっき、粗化銅めっき、被せ銅めっき、ニッケル−コバルト合金めっき、亜鉛めっき、クロメート処理、シランカップリング処理の順に処理すると良い。
【発明の効果】
【0016】
本発明によれば、1つの面に粗化部分と無粗化部分とを有し、2種類の製品を同時に作製することができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係るプリント配線板用銅箔を示す概略図である。
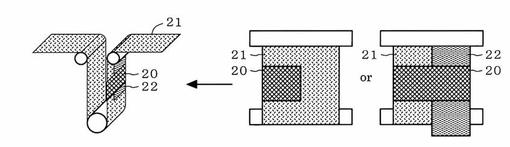
【図2】粗化部分と無粗化部分の形成方法を説明する図である。
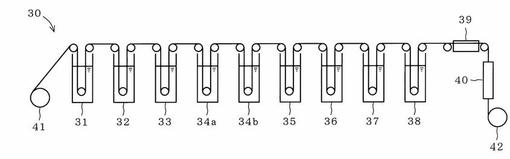
【図3】表面処理を行う連続めっき処理装置を示す概略図である。
【図4】表面処理を説明する図である。
【発明を実施するための形態】
【0018】
以下、本発明の好適な実施の形態を添付図面にしたがって説明する。
【0019】
図1は、本発明の好適な実施の形態に係るプリント配線板用銅箔を示す概略図である。
【0020】
図1に示すように、本実施の形態に係るプリント配線板用銅箔1は、銅張プリント配線基板の導体層の主要部を構成すべく、絶縁性基板の表面に張り合わされるものであり、圧延銅箔又は電解銅箔の片面、若しくは両面に、粗化部分2と無粗化部分3とを形成したことを特徴とする。
【0021】
粗化部分2の表面粗さは十点平均粗さRz1.0〜3.0μm、無粗化部分3の表面粗さは十点平均粗さRz0.1〜1.0μmであると良い。
【0022】
これら粗化部分2及び無粗化部分3は銅めっきにより形成され、図2に示すように、銅めっきにおける陽極20のサイズ調整又は遮断により、銅箔基材21(圧延銅箔又は電解銅箔)における粗化部分2(又は無粗化部分3)の面積が調整される。陽極20の遮断は、例えば、遮蔽板22を用いて行う。
【0023】
このプリント配線板用銅箔1は、図3に示す連続めっき処理装置30を用いて作製される。連続めっき処理装置30は、脱脂を行うための脱脂浴31と、酸洗を行うための酸洗浴32と、下地銅めっきを行うための下地銅めっき浴33と、第1、第2粗化銅めっきを行うための第1、第2粗化銅めっき浴34a,34bと、被せ銅めっきを行うための被せ銅めっき浴35と、ニッケルめっきを行うためのニッケルめっき浴36と、亜鉛めっきを行うための亜鉛めっき浴37と、クロメート処理を行うためのクロメート処理浴38と、シランカップリング処理を行うためのシランカップリング処理装置39と、乾燥処理を行うための乾燥機40と、これらに圧延銅箔又は電解銅箔からなる銅箔基材21を順次送り出す送出機41と、各工程を経て形成されたプリント配線板用銅箔1を巻き取る巻取機42とを備える。
【0024】
この連続めっき処理装置30を用いて、圧延銅箔又は電解銅箔からなる銅箔基材21の片面、若しくは両面上に、下地めっき層、粗化めっき層、被せめっき層、ニッケルめっき層、亜鉛めっき層、クロメート皮膜からなる防錆層、シランカップリング層が順次積層されてプリント配線板用銅箔1が作製される。
【0025】
これら層が形成された面が粗化面となり、この粗化面が、例えば、ポリイミドフィルムのような絶縁性樹脂等からなる絶縁性基板の表面に熱圧着等により張り合わされて、いわゆる銅張プリント配線基板が形成される。
【0026】
他方、銅箔基材21の荒れていない部分の表面には、ニッケルめっき層、亜鉛めっき層、防錆層が順次積層され、この面が光沢面となる。
【0027】
前記のニッケルめっき層は、金属ニッケルを2μg/cm2以上20μg/cm2以下とすることにより、ニッケルめっき層のピール強度がさらに向上して、絶縁性基板に対するプリント配線板用銅箔1の接着強度の低下をさらに確実に抑制することが可能となる。
【0028】
また、防錆層は、亜鉛めっき層の直上の層として、3価クロメート化成処理によって形成することが望ましい。そして、前記のニッケルめっき層の積層順序も考慮に入れると、ニッケルめっき層、亜鉛めっき層、防錆層を、この順で積層形成することが望ましい。高い防錆作用を有するクロメート皮膜は、亜鉛皮膜との置換反応によって形成されるので、亜鉛めっき層に含まれている亜鉛成分との置換反応が必要だからである。仮に亜鉛めっき層の上にニッケルめっき層を形成したとすると、そのニッケルめっき層の直上に防錆層を形成しようとすることになるが、そうすると、亜鉛成分との置換反応が行われなくなるので、実際上、有効な防錆層を形成することが不可能になってしまうことが想定されるからである。
【0029】
以下、連続めっき処理装置30を用いたプリント配線板用銅箔1の作製手順を、各工程の具体的な条件と共に説明する。
【0030】
(銅箔基材の準備)
先ず、銅箔基材21として、圧延銅箔又は電解銅箔を用意する。これらの銅箔の厚さ、表面粗さ、形態については、特に限定されず、必要に応じて所望のものを選択して使用することが可能であることは勿論である。その後、用意した銅箔基材21を送出機41にセットする。
【0031】
(前処理)
セットした銅箔基材21を、送出機41から脱脂浴31、酸洗浴32に順次送り出し、銅箔基材21の表面に対して電解脱脂、酸洗等を施して、前処理としての洗浄を行う。より具体的には、例えば、水酸化ナトリウム等のアルカリ溶液を用いて陰極電解脱脂を行い、その後、硫酸等により酸洗を施すようにすること等が可能である。
【0032】
(銅箔基材の表面平滑化)
銅箔基材21の表面には、圧延プロセス等のような銅箔製造プロセスでの微小な傷や荒れ等が残留している虞があるので、前処理を経た銅箔基材21の表面に下地銅めっき浴33にて下地めっき層を、例えば、電解銅めっき法により形成することで、それらの傷や荒れを平滑化する。
【0033】
銅箔基材21の表面には、微細な凹凸が存在する。この凹凸は、後の粗化処理工程において均一な粗化処理を阻害する可能性がある。そこで、この凹凸を無くすためにめっき処理、エッチング処理等が行われるが、本実施の形態では下地銅めっきを行い、表面平滑化を図る。
<下地銅めっき条件>
硫酸銅5水和物:150g/L以上200g/L以下
硫酸:50g/L以上100g/L以下
液温:30℃以上50℃以下
下地めっき層形成時の電流密度:1A/dm2以上10A/dm2以下
下地めっき層形成時の処理時間:1秒以上10秒以下
【0034】
(銅箔基材の表面粗化)
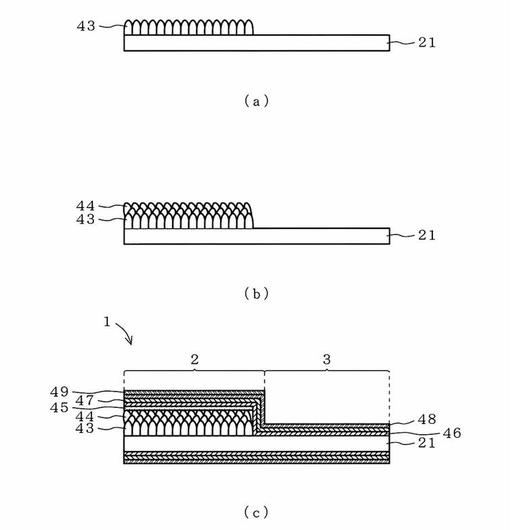
その下地めっき層の上に、表面粗化処理として、例えば、硫酸銅や硫酸を主成分とした酸性めっき浴で構成された第1粗化銅めっき浴34aにより、銅箔基材21自体を陰極として、浴の限界電流密度をあえて超えた電流値による電解処理を行うことで、図4(a)に示すような粒状の銅析出物からなる第1粗化めっき層43を形成する。これにより、銅箔基材21の表面粗度を所望の粗さにまで向上させることができる。
<第1粗化銅めっき条件>
硫酸銅5水和物:60g/L以上110g/L以下
硫酸:100g/L以上150g/L以下
液温:15℃以上30℃以下
第1粗化めっき層形成時の電流密度:35A/dm2以上50A/dm2以下
第1粗化めっき層形成時の処理時間:1秒以上10秒以下
【0035】
さらに銅めっき浴組成において銅濃度を高く設定した第2粗化銅めっき浴34bを用いて第2粗化銅めっきを行うことで、選択的に第1粗化めっき層43に析出させる。これが、図4(b)に示すような第2粗化めっき層44となる。
<第2粗化銅めっき条件>
硫酸銅5水和物:150g/L以上200g/L以下
硫酸:50g/L以上100g/L以下
液温:30℃以上50℃以下
第2粗化めっき層形成時の電流密度:35A/dm2以上50A/dm2以下
第2粗化めっき層形成時の処理時間:1秒以上10秒以下
【0036】
そして、第1及び第2粗化めっき層43,44を構成している粒状の銅析出物の脱落を防ぐために、その第1及び第2粗化めっき層43,44の上に、被せ銅めっき浴35によって、図4(c)に示すような被せめっき層45を形成する。
<被せ銅めっき条件>
硫酸銅5水和物:150g/L以上200g/L以下
硫酸:50g/L以上100g/L以下
液温:30℃以上50℃以下
被せめっき層形成時の電流密度:1A/dm2以上10A/dm2以下
被せめっき層形成時の処理時間:1秒以上10秒以下
【0037】
この第1、第2粗化めっき層43,44、被せめっき層45の形成は、浴中の陽極の幅方向サイズを調整することで所望の大きさとし、めっき部分を制限することで所望の部分のみを粗化処理することが必要である。
【0038】
これらの下地めっき層、第1、第2粗化めっき層43,44、被せめっき層45を形成するための銅めっきプロセスについての、硫酸銅及び硫酸の濃度、液温、電解条件等は、広い範囲で選択が可能であるが、前記の範囲から選択することが、より望ましい。また、第1、第2粗化めっき層43,44としては、銅以外の金属元素(例えば、アルミニウム、チタン、鉄、モリブデン、タングステン、ニッケル、コバルト等)を添加することが、より望ましい。
【0039】
(ニッケルめっき)
硫酸ニッケルを主成分としたニッケルめっき浴36により、加熱処理時の銅拡散防止及びピール強度の向上のためのニッケルめっき層46を形成する。このニッケルめっき層46を設けるための、硫酸ニッケル濃度、液温、pH、電解条件は、以下に示す範囲で選択することが望ましい。また、錯化剤及びpH緩衝剤として、クエン酸を添加することが望ましい。
<ニッケルめっき条件>
硫酸ニッケル6水和物:150g/L以上200g/L以下
クエン酸1水和物:10g/L以上20g/L以下
pH:3以上4以下
ニッケルめっき層形成時の電流密度:0.5A/dm2以上10A/dm2以下
ニッケルめっき層形成時の処理時間:1秒以上10秒以下
【0040】
また、ニッケル以外の元素(例えば、燐、コバルト、鉄、モリブデン、タングステン、コバルト等)を添加することが、より望ましい。
【0041】
(亜鉛めっき)
硫酸亜鉛を主成分とした亜鉛めっき浴37により、耐薬品性・耐酸性の向上のため亜鉛めっき層47を形成する。この亜鉛めっき層47を設けるための、硫酸亜鉛濃度、液温、pH、電解条件は、以下に示す範囲で選択することが望ましい。
<亜鉛めっき条件>
硫酸亜鉛:80g/L以上100g/L以下
クエン酸3ナトリウム2水和物:10g/L以上30g/L以下
pH:2以上4以下
液温:20℃以上40℃以下
亜鉛めっき層形成時の電流密度:0.1A/dm2以上1A/dm2以下
亜鉛めっき層形成時の処理時間:1秒以上10秒以下
【0042】
また、錯化剤及びpH緩衝剤として、クエン酸3ナトリウムを添加する。耐薬品性・耐酸性のさらなる向上を図るためには、亜鉛の被着量を原子換算で、亜鉛0.1μg/cm2以上0.5μg/cm2以下の範囲の数値に設定することが、より望ましい。
【0043】
ここで、一般にプリント配線板用銅箔1と樹脂製の絶縁性基板との張り合わせ作業は、250℃以上の高温条件下で行われるため、その際の銅の熱拡散に起因して銅と亜鉛とが合金化し、ピール強度の低下が生じる虞が高い。このため、ピール強度の維持と耐薬品性・耐酸性の向上との両方を達成するためには、ニッケルめっき層46を亜鉛めっき層47と併せて設けることが極めて有効となる。また、既に述べたように、クロメート処理による防錆層48は亜鉛めっき層47の直上に設ける必要がある。そこで、ニッケルめっき層46、亜鉛めっき層47、防錆層48は、この順に積層することが望ましい。
【0044】
(3価クロメート処理)
防錆層48として硝酸クロム、硝酸を主成分とした3価クロメート化成処理液を用いて3価クロメート皮膜を形成し、これを防錆層48とする。この防錆層48の3価クロメート皮膜を形成するための、硝酸クロム及び硝酸についての液温、pH、処理時間は、以下に示す範囲で選択することが望ましい。また、防錆層48のクロム被着量は、原子換算で0.1μg/cm2以上2.0μg/cm2以下の範囲の数値に設定することが望ましい。
<クロメート処理条件>
硝酸クロム:0.05g/L以上0.25g/L以下
硝酸:2g/L以上20g/L以下
pH:3以上4以下
液温:20℃以上30℃以下
防錆層形成時の処理時間:1秒以上10秒以下
【0045】
(シランカップリング処理)
3−アミノプロピルトリメトキシシラン0.1%以上5%以下のシランカップリング水溶液を用いて、シランカップリング層49を形成する。
【0046】
以上説明したプリント配線板用銅箔1によれば、1つの面に粗化部分2と無粗化部分3とを有し、2種類の製品を同時に作製することができる。つまり、プリント配線板用銅箔1の粗化部分2においては、絶縁性基板との接着強度を向上させた高信頼性対応のプリント配線板用銅箔が得られ、無粗化部分3においては、ファインパターン対応のプリント配線板用銅箔が得られる。
【実施例】
【0047】
実施例1として、前記の実施の形態で説明したようなプリント配線板用銅箔を作製すると共に、比較例1〜3として、実施例1とは異なった材料又は積層構造からなるプリント配線板用銅箔を作製した。そしてそれらの各々について、絶縁性基板の表面に張り合わせ、ウェットエッチング法により配線パターンを形成し、常態ピール強度を測定し、その結果を比較・検討した。
【0048】
先ず、最良の態様であることが想定される実施例1のプリント配線板用銅箔を作製した。銅箔基材として圧延銅箔を用意し、水酸化ナトリウム40g/L、炭酸ナトリウム20g/Lの水溶液中で、温度40℃、電流密度5A/dm2、処理時間10秒の陰極電解による電解脱脂処理を行った。そして、硫酸125g/Lの水溶液中に、温度20℃、処理時間10秒で浸漬することにより、酸洗処理を施した。
【0049】
続いて、この銅箔基材の表面上に、下地銅めっき、第1粗化銅めっき、第2粗化銅めっき、被せ銅めっき、ニッケル−コバルト合金めっきを、この順で行い、下地めっき層、第1粗化めっき層、第2粗化めっき層、被せめっき層、ニッケル−コバルト合金めっき層を、順次に積層形成した。
【0050】
そして、亜鉛めっきを行い、亜鉛めっき層を、ニッケル−コバルト合金めっき層の上に形成した。このときのめっき条件は、温度20℃、電流密度1A/dm2、処理時間4秒とした。さらに、3価クロメート化成処理液中に温度20℃、処理時間4秒で浸漬することにより、防錆層を形成した。その後、シランカップリング水溶液を用いて、温度25℃、処理時間2秒で、粗化面側のみにシランカップリング処理を施して、シランカップリング層を形成し、実施例1のプリント配線板用銅箔とした。
【0051】
(プリント配線板用銅箔の評価・測定)
前記のように作製したプリント配線板用銅箔の各試料に対し、以下の項目についてそれぞれ評価した。
【0052】
(1)粗化面側の表面粗さ
第1、第2粗化めっき層まで形成したプリント配線板用銅箔に対し、粗化面側の表面粗さについてJIS C6515に準拠した方法で表面粗さRzを測定した。なお、測定条件は、蝕針の曲率半径が2μm、測定力が0.75mN、走査速度が0.2m/s、測定長さが4mm、カットオフ値が0.8mmである。
【0053】
(2)常態ピール強度
プリント配線板用銅箔としてFR−4基材(JIS C6480におけるGE4F)を用い、前記のプリント配線板用銅箔と温間プレス(170℃×1時間、面圧:0.4MPa)により接合して常態ピール強度測定用の試料を作製した。次に、JIS C6481「プリント配線板用銅貼積層板試験方法」の5.7の記載に従って常態ピール強度を測定した。なお、測定した銅箔幅は1mmとした。
【0054】
また、比較例として、第2粗化銅めっきを行わなかったもの(比較例1)、下地銅めっきを行わなかったもの(比較例2)、クロメート処理を施していないもの(比較例3)を作製した。それぞれの評価結果を表1に示す。
【0055】
【表1】

【0056】
表1の結果から、実施例1のプリント配線板用銅箔が優れていることが分かった。
【符号の説明】
【0057】
1 プリント配線板用銅箔
2 粗化部分
3 無粗化部分
【技術分野】
【0001】
本発明は、銅張プリント配線基板の導体層の主要部を構成すべく、絶縁性基板の表面に張り合わされるプリント配線板用銅箔に関するものである。
【背景技術】
【0002】
フレキシブルプリント基板(FPC)やリジット基板は、ポリイミドやガラスエポキシのような樹脂を主体とする材料からなる絶縁性基板の表面にプリント配線板用銅箔を張り合わせ、そのプリント配線板用銅箔をエッチングにより所定の形状の回路に形成して構成される。
【0003】
プリント配線板用銅箔の表面には、絶縁性基板とのアンカー効果による強固な接着強度を得ることができるように、粗化処理が施されている(例えば、特許文献1参照)。この粗化処理は、湿式及び乾式のめっき処理により行われる。
【0004】
また、その粗化処理によって形成された粗化めっき層のような粗化面も含めて、さらにプリント配線板用銅箔としての所定の特性に適合することができるように、種々の表面処理膜が形成されることが一般的である。
【0005】
例えば、銅箔基材の表面上に、その銅素地を平滑化させるための下地めっき層を銅めっきにより形成し、その上に、あえて限界電流密度を超える電流密度の電流で電解銅めっきを行うことにより、粒状の銅析出物からなる粗化めっき層を形成し、銅箔基材の表面の粗度を所望の粗さにまで向上させる。このようにして銅箔基材の銅箔表面の粗度を上げることにより、絶縁性基板との密着性や接着強度を向上させることができる。
【0006】
そして、粗化めっき層を構成している粒状の銅析出物の脱落を防ぐために、その粗化めっき層上に、銅めっきにより被せめっき層を形成する。その被せめっき層の上に、銅の拡散防止を主目的としたニッケル又はニッケル合金めっき層を形成する。このとき、いわゆる粗化面側だけでなく、光沢面側にも、ニッケル合金めっき層を形成する。
【0007】
さらにその上に、耐熱性向上のための亜鉛めっき層を形成する。これについても、裏面の光沢面側にも亜鉛めっき層を形成する。そしてさらにその亜鉛めっき層上に、それぞれクロメート皮膜からなる防錆層を形成する。その後、絶縁性基板との接着強度をさらに向上させるため、粗化面側の最上層にシランカップリング処理を施して、シランカップリング層を形成する。
【0008】
このようにして、銅箔基材の粗化面(表面処理皮膜)側には、下地めっき層、粗化めっき層、被せめっき層、ニッケル又はニッケル合金めっき層、亜鉛めっき層、クロメート皮膜からなる防錆層、シランカップリング層が順次形成されている。また、光沢面側には、ニッケル又はニッケル合金めっき層、亜鉛めっき層、クロメート皮膜からなる防錆層が形成されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007−119902号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
このようにプリント配線板用銅箔においては、その表面全体に粗化処理を施しており、1つの面に表面粗さの高い部分(粗化部分)と表面粗さの低い部分(無粗化部分)とを有するものはなかったので、1つのプリント配線板用銅箔からは1種類の製品しか作製することができなかった。
【0011】
そこで、本発明の目的は、1つの面に粗化部分と無粗化部分とを有し、2種類の製品を同時に作製することができるプリント配線板用銅箔を提供することにある。
【課題を解決するための手段】
【0012】
本発明は上記目的を達成するために創案されたものであり、銅張プリント配線基板の導体層の主要部を構成すべく、絶縁性基板の表面に張り合わされるプリント配線板用銅箔において、圧延銅箔又は電解銅箔の片面、若しくは両面に、粗化部分と無粗化部分とを同時に形成したプリント配線板用銅箔である。
【0013】
前記粗化部分及び前記無粗化部分は銅めっきにより形成され、銅めっきにおける陽極のサイズ調整又は遮断により、前記圧延銅箔又は前記電解銅箔における前記粗化部分の面積が調整されると良い。
【0014】
前記粗化部分の表面粗さは十点平均粗さRz1.0〜3.0μm、前記無粗化部分の表面粗さは十点平均粗さRz0.1〜1.0μmであると良い。
【0015】
前記圧延銅箔又は前記電解銅箔の片面、若しくは両面を、下地銅めっき、粗化銅めっき、被せ銅めっき、ニッケル−コバルト合金めっき、亜鉛めっき、クロメート処理、シランカップリング処理の順に処理すると良い。
【発明の効果】
【0016】
本発明によれば、1つの面に粗化部分と無粗化部分とを有し、2種類の製品を同時に作製することができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係るプリント配線板用銅箔を示す概略図である。
【図2】粗化部分と無粗化部分の形成方法を説明する図である。
【図3】表面処理を行う連続めっき処理装置を示す概略図である。
【図4】表面処理を説明する図である。
【発明を実施するための形態】
【0018】
以下、本発明の好適な実施の形態を添付図面にしたがって説明する。
【0019】
図1は、本発明の好適な実施の形態に係るプリント配線板用銅箔を示す概略図である。
【0020】
図1に示すように、本実施の形態に係るプリント配線板用銅箔1は、銅張プリント配線基板の導体層の主要部を構成すべく、絶縁性基板の表面に張り合わされるものであり、圧延銅箔又は電解銅箔の片面、若しくは両面に、粗化部分2と無粗化部分3とを形成したことを特徴とする。
【0021】
粗化部分2の表面粗さは十点平均粗さRz1.0〜3.0μm、無粗化部分3の表面粗さは十点平均粗さRz0.1〜1.0μmであると良い。
【0022】
これら粗化部分2及び無粗化部分3は銅めっきにより形成され、図2に示すように、銅めっきにおける陽極20のサイズ調整又は遮断により、銅箔基材21(圧延銅箔又は電解銅箔)における粗化部分2(又は無粗化部分3)の面積が調整される。陽極20の遮断は、例えば、遮蔽板22を用いて行う。
【0023】
このプリント配線板用銅箔1は、図3に示す連続めっき処理装置30を用いて作製される。連続めっき処理装置30は、脱脂を行うための脱脂浴31と、酸洗を行うための酸洗浴32と、下地銅めっきを行うための下地銅めっき浴33と、第1、第2粗化銅めっきを行うための第1、第2粗化銅めっき浴34a,34bと、被せ銅めっきを行うための被せ銅めっき浴35と、ニッケルめっきを行うためのニッケルめっき浴36と、亜鉛めっきを行うための亜鉛めっき浴37と、クロメート処理を行うためのクロメート処理浴38と、シランカップリング処理を行うためのシランカップリング処理装置39と、乾燥処理を行うための乾燥機40と、これらに圧延銅箔又は電解銅箔からなる銅箔基材21を順次送り出す送出機41と、各工程を経て形成されたプリント配線板用銅箔1を巻き取る巻取機42とを備える。
【0024】
この連続めっき処理装置30を用いて、圧延銅箔又は電解銅箔からなる銅箔基材21の片面、若しくは両面上に、下地めっき層、粗化めっき層、被せめっき層、ニッケルめっき層、亜鉛めっき層、クロメート皮膜からなる防錆層、シランカップリング層が順次積層されてプリント配線板用銅箔1が作製される。
【0025】
これら層が形成された面が粗化面となり、この粗化面が、例えば、ポリイミドフィルムのような絶縁性樹脂等からなる絶縁性基板の表面に熱圧着等により張り合わされて、いわゆる銅張プリント配線基板が形成される。
【0026】
他方、銅箔基材21の荒れていない部分の表面には、ニッケルめっき層、亜鉛めっき層、防錆層が順次積層され、この面が光沢面となる。
【0027】
前記のニッケルめっき層は、金属ニッケルを2μg/cm2以上20μg/cm2以下とすることにより、ニッケルめっき層のピール強度がさらに向上して、絶縁性基板に対するプリント配線板用銅箔1の接着強度の低下をさらに確実に抑制することが可能となる。
【0028】
また、防錆層は、亜鉛めっき層の直上の層として、3価クロメート化成処理によって形成することが望ましい。そして、前記のニッケルめっき層の積層順序も考慮に入れると、ニッケルめっき層、亜鉛めっき層、防錆層を、この順で積層形成することが望ましい。高い防錆作用を有するクロメート皮膜は、亜鉛皮膜との置換反応によって形成されるので、亜鉛めっき層に含まれている亜鉛成分との置換反応が必要だからである。仮に亜鉛めっき層の上にニッケルめっき層を形成したとすると、そのニッケルめっき層の直上に防錆層を形成しようとすることになるが、そうすると、亜鉛成分との置換反応が行われなくなるので、実際上、有効な防錆層を形成することが不可能になってしまうことが想定されるからである。
【0029】
以下、連続めっき処理装置30を用いたプリント配線板用銅箔1の作製手順を、各工程の具体的な条件と共に説明する。
【0030】
(銅箔基材の準備)
先ず、銅箔基材21として、圧延銅箔又は電解銅箔を用意する。これらの銅箔の厚さ、表面粗さ、形態については、特に限定されず、必要に応じて所望のものを選択して使用することが可能であることは勿論である。その後、用意した銅箔基材21を送出機41にセットする。
【0031】
(前処理)
セットした銅箔基材21を、送出機41から脱脂浴31、酸洗浴32に順次送り出し、銅箔基材21の表面に対して電解脱脂、酸洗等を施して、前処理としての洗浄を行う。より具体的には、例えば、水酸化ナトリウム等のアルカリ溶液を用いて陰極電解脱脂を行い、その後、硫酸等により酸洗を施すようにすること等が可能である。
【0032】
(銅箔基材の表面平滑化)
銅箔基材21の表面には、圧延プロセス等のような銅箔製造プロセスでの微小な傷や荒れ等が残留している虞があるので、前処理を経た銅箔基材21の表面に下地銅めっき浴33にて下地めっき層を、例えば、電解銅めっき法により形成することで、それらの傷や荒れを平滑化する。
【0033】
銅箔基材21の表面には、微細な凹凸が存在する。この凹凸は、後の粗化処理工程において均一な粗化処理を阻害する可能性がある。そこで、この凹凸を無くすためにめっき処理、エッチング処理等が行われるが、本実施の形態では下地銅めっきを行い、表面平滑化を図る。
<下地銅めっき条件>
硫酸銅5水和物:150g/L以上200g/L以下
硫酸:50g/L以上100g/L以下
液温:30℃以上50℃以下
下地めっき層形成時の電流密度:1A/dm2以上10A/dm2以下
下地めっき層形成時の処理時間:1秒以上10秒以下
【0034】
(銅箔基材の表面粗化)
その下地めっき層の上に、表面粗化処理として、例えば、硫酸銅や硫酸を主成分とした酸性めっき浴で構成された第1粗化銅めっき浴34aにより、銅箔基材21自体を陰極として、浴の限界電流密度をあえて超えた電流値による電解処理を行うことで、図4(a)に示すような粒状の銅析出物からなる第1粗化めっき層43を形成する。これにより、銅箔基材21の表面粗度を所望の粗さにまで向上させることができる。
<第1粗化銅めっき条件>
硫酸銅5水和物:60g/L以上110g/L以下
硫酸:100g/L以上150g/L以下
液温:15℃以上30℃以下
第1粗化めっき層形成時の電流密度:35A/dm2以上50A/dm2以下
第1粗化めっき層形成時の処理時間:1秒以上10秒以下
【0035】
さらに銅めっき浴組成において銅濃度を高く設定した第2粗化銅めっき浴34bを用いて第2粗化銅めっきを行うことで、選択的に第1粗化めっき層43に析出させる。これが、図4(b)に示すような第2粗化めっき層44となる。
<第2粗化銅めっき条件>
硫酸銅5水和物:150g/L以上200g/L以下
硫酸:50g/L以上100g/L以下
液温:30℃以上50℃以下
第2粗化めっき層形成時の電流密度:35A/dm2以上50A/dm2以下
第2粗化めっき層形成時の処理時間:1秒以上10秒以下
【0036】
そして、第1及び第2粗化めっき層43,44を構成している粒状の銅析出物の脱落を防ぐために、その第1及び第2粗化めっき層43,44の上に、被せ銅めっき浴35によって、図4(c)に示すような被せめっき層45を形成する。
<被せ銅めっき条件>
硫酸銅5水和物:150g/L以上200g/L以下
硫酸:50g/L以上100g/L以下
液温:30℃以上50℃以下
被せめっき層形成時の電流密度:1A/dm2以上10A/dm2以下
被せめっき層形成時の処理時間:1秒以上10秒以下
【0037】
この第1、第2粗化めっき層43,44、被せめっき層45の形成は、浴中の陽極の幅方向サイズを調整することで所望の大きさとし、めっき部分を制限することで所望の部分のみを粗化処理することが必要である。
【0038】
これらの下地めっき層、第1、第2粗化めっき層43,44、被せめっき層45を形成するための銅めっきプロセスについての、硫酸銅及び硫酸の濃度、液温、電解条件等は、広い範囲で選択が可能であるが、前記の範囲から選択することが、より望ましい。また、第1、第2粗化めっき層43,44としては、銅以外の金属元素(例えば、アルミニウム、チタン、鉄、モリブデン、タングステン、ニッケル、コバルト等)を添加することが、より望ましい。
【0039】
(ニッケルめっき)
硫酸ニッケルを主成分としたニッケルめっき浴36により、加熱処理時の銅拡散防止及びピール強度の向上のためのニッケルめっき層46を形成する。このニッケルめっき層46を設けるための、硫酸ニッケル濃度、液温、pH、電解条件は、以下に示す範囲で選択することが望ましい。また、錯化剤及びpH緩衝剤として、クエン酸を添加することが望ましい。
<ニッケルめっき条件>
硫酸ニッケル6水和物:150g/L以上200g/L以下
クエン酸1水和物:10g/L以上20g/L以下
pH:3以上4以下
ニッケルめっき層形成時の電流密度:0.5A/dm2以上10A/dm2以下
ニッケルめっき層形成時の処理時間:1秒以上10秒以下
【0040】
また、ニッケル以外の元素(例えば、燐、コバルト、鉄、モリブデン、タングステン、コバルト等)を添加することが、より望ましい。
【0041】
(亜鉛めっき)
硫酸亜鉛を主成分とした亜鉛めっき浴37により、耐薬品性・耐酸性の向上のため亜鉛めっき層47を形成する。この亜鉛めっき層47を設けるための、硫酸亜鉛濃度、液温、pH、電解条件は、以下に示す範囲で選択することが望ましい。
<亜鉛めっき条件>
硫酸亜鉛:80g/L以上100g/L以下
クエン酸3ナトリウム2水和物:10g/L以上30g/L以下
pH:2以上4以下
液温:20℃以上40℃以下
亜鉛めっき層形成時の電流密度:0.1A/dm2以上1A/dm2以下
亜鉛めっき層形成時の処理時間:1秒以上10秒以下
【0042】
また、錯化剤及びpH緩衝剤として、クエン酸3ナトリウムを添加する。耐薬品性・耐酸性のさらなる向上を図るためには、亜鉛の被着量を原子換算で、亜鉛0.1μg/cm2以上0.5μg/cm2以下の範囲の数値に設定することが、より望ましい。
【0043】
ここで、一般にプリント配線板用銅箔1と樹脂製の絶縁性基板との張り合わせ作業は、250℃以上の高温条件下で行われるため、その際の銅の熱拡散に起因して銅と亜鉛とが合金化し、ピール強度の低下が生じる虞が高い。このため、ピール強度の維持と耐薬品性・耐酸性の向上との両方を達成するためには、ニッケルめっき層46を亜鉛めっき層47と併せて設けることが極めて有効となる。また、既に述べたように、クロメート処理による防錆層48は亜鉛めっき層47の直上に設ける必要がある。そこで、ニッケルめっき層46、亜鉛めっき層47、防錆層48は、この順に積層することが望ましい。
【0044】
(3価クロメート処理)
防錆層48として硝酸クロム、硝酸を主成分とした3価クロメート化成処理液を用いて3価クロメート皮膜を形成し、これを防錆層48とする。この防錆層48の3価クロメート皮膜を形成するための、硝酸クロム及び硝酸についての液温、pH、処理時間は、以下に示す範囲で選択することが望ましい。また、防錆層48のクロム被着量は、原子換算で0.1μg/cm2以上2.0μg/cm2以下の範囲の数値に設定することが望ましい。
<クロメート処理条件>
硝酸クロム:0.05g/L以上0.25g/L以下
硝酸:2g/L以上20g/L以下
pH:3以上4以下
液温:20℃以上30℃以下
防錆層形成時の処理時間:1秒以上10秒以下
【0045】
(シランカップリング処理)
3−アミノプロピルトリメトキシシラン0.1%以上5%以下のシランカップリング水溶液を用いて、シランカップリング層49を形成する。
【0046】
以上説明したプリント配線板用銅箔1によれば、1つの面に粗化部分2と無粗化部分3とを有し、2種類の製品を同時に作製することができる。つまり、プリント配線板用銅箔1の粗化部分2においては、絶縁性基板との接着強度を向上させた高信頼性対応のプリント配線板用銅箔が得られ、無粗化部分3においては、ファインパターン対応のプリント配線板用銅箔が得られる。
【実施例】
【0047】
実施例1として、前記の実施の形態で説明したようなプリント配線板用銅箔を作製すると共に、比較例1〜3として、実施例1とは異なった材料又は積層構造からなるプリント配線板用銅箔を作製した。そしてそれらの各々について、絶縁性基板の表面に張り合わせ、ウェットエッチング法により配線パターンを形成し、常態ピール強度を測定し、その結果を比較・検討した。
【0048】
先ず、最良の態様であることが想定される実施例1のプリント配線板用銅箔を作製した。銅箔基材として圧延銅箔を用意し、水酸化ナトリウム40g/L、炭酸ナトリウム20g/Lの水溶液中で、温度40℃、電流密度5A/dm2、処理時間10秒の陰極電解による電解脱脂処理を行った。そして、硫酸125g/Lの水溶液中に、温度20℃、処理時間10秒で浸漬することにより、酸洗処理を施した。
【0049】
続いて、この銅箔基材の表面上に、下地銅めっき、第1粗化銅めっき、第2粗化銅めっき、被せ銅めっき、ニッケル−コバルト合金めっきを、この順で行い、下地めっき層、第1粗化めっき層、第2粗化めっき層、被せめっき層、ニッケル−コバルト合金めっき層を、順次に積層形成した。
【0050】
そして、亜鉛めっきを行い、亜鉛めっき層を、ニッケル−コバルト合金めっき層の上に形成した。このときのめっき条件は、温度20℃、電流密度1A/dm2、処理時間4秒とした。さらに、3価クロメート化成処理液中に温度20℃、処理時間4秒で浸漬することにより、防錆層を形成した。その後、シランカップリング水溶液を用いて、温度25℃、処理時間2秒で、粗化面側のみにシランカップリング処理を施して、シランカップリング層を形成し、実施例1のプリント配線板用銅箔とした。
【0051】
(プリント配線板用銅箔の評価・測定)
前記のように作製したプリント配線板用銅箔の各試料に対し、以下の項目についてそれぞれ評価した。
【0052】
(1)粗化面側の表面粗さ
第1、第2粗化めっき層まで形成したプリント配線板用銅箔に対し、粗化面側の表面粗さについてJIS C6515に準拠した方法で表面粗さRzを測定した。なお、測定条件は、蝕針の曲率半径が2μm、測定力が0.75mN、走査速度が0.2m/s、測定長さが4mm、カットオフ値が0.8mmである。
【0053】
(2)常態ピール強度
プリント配線板用銅箔としてFR−4基材(JIS C6480におけるGE4F)を用い、前記のプリント配線板用銅箔と温間プレス(170℃×1時間、面圧:0.4MPa)により接合して常態ピール強度測定用の試料を作製した。次に、JIS C6481「プリント配線板用銅貼積層板試験方法」の5.7の記載に従って常態ピール強度を測定した。なお、測定した銅箔幅は1mmとした。
【0054】
また、比較例として、第2粗化銅めっきを行わなかったもの(比較例1)、下地銅めっきを行わなかったもの(比較例2)、クロメート処理を施していないもの(比較例3)を作製した。それぞれの評価結果を表1に示す。
【0055】
【表1】
【0056】
表1の結果から、実施例1のプリント配線板用銅箔が優れていることが分かった。
【符号の説明】
【0057】
1 プリント配線板用銅箔
2 粗化部分
3 無粗化部分
【特許請求の範囲】
【請求項1】
銅張プリント配線基板の導体層の主要部を構成すべく、絶縁性基板の表面に張り合わされるプリント配線板用銅箔において、
圧延銅箔又は電解銅箔の片面、若しくは両面に、粗化部分と無粗化部分とを同時に形成したことを特徴とするプリント配線板用銅箔。
【請求項2】
前記粗化部分及び前記無粗化部分は銅めっきにより形成され、銅めっきにおける陽極のサイズ調整又は遮断により、前記圧延銅箔又は前記電解銅箔における前記粗化部分の面積が調整される請求項1に記載のプリント配線板用銅箔。
【請求項3】
前記粗化部分の表面粗さは十点平均粗さRz1.0〜3.0μm、前記無粗化部分の表面粗さは十点平均粗さRz0.1〜1.0μmである請求項1又は2に記載のプリント配線板用銅箔。
【請求項4】
前記圧延銅箔又は前記電解銅箔の片面、若しくは両面を、下地銅めっき、粗化銅めっき、被せ銅めっき、ニッケル−コバルト合金めっき、亜鉛めっき、クロメート処理、シランカップリング処理の順に処理する請求項1〜3のいずれかに記載のプリント配線板用銅箔。
【請求項1】
銅張プリント配線基板の導体層の主要部を構成すべく、絶縁性基板の表面に張り合わされるプリント配線板用銅箔において、
圧延銅箔又は電解銅箔の片面、若しくは両面に、粗化部分と無粗化部分とを同時に形成したことを特徴とするプリント配線板用銅箔。
【請求項2】
前記粗化部分及び前記無粗化部分は銅めっきにより形成され、銅めっきにおける陽極のサイズ調整又は遮断により、前記圧延銅箔又は前記電解銅箔における前記粗化部分の面積が調整される請求項1に記載のプリント配線板用銅箔。
【請求項3】
前記粗化部分の表面粗さは十点平均粗さRz1.0〜3.0μm、前記無粗化部分の表面粗さは十点平均粗さRz0.1〜1.0μmである請求項1又は2に記載のプリント配線板用銅箔。
【請求項4】
前記圧延銅箔又は前記電解銅箔の片面、若しくは両面を、下地銅めっき、粗化銅めっき、被せ銅めっき、ニッケル−コバルト合金めっき、亜鉛めっき、クロメート処理、シランカップリング処理の順に処理する請求項1〜3のいずれかに記載のプリント配線板用銅箔。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−64769(P2012−64769A)
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願番号】特願2010−207989(P2010−207989)
【出願日】平成22年9月16日(2010.9.16)
【出願人】(000005120)日立電線株式会社 (3,358)
【Fターム(参考)】
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願日】平成22年9月16日(2010.9.16)
【出願人】(000005120)日立電線株式会社 (3,358)
【Fターム(参考)】
[ Back to top ]