
レードルノズルの詰まり防止方法

【課題】アルミキルド鋼製造時のレードルノズル詰まり防止方法を提供する。
【解決手段】連続鋳造法によるアルミキルド鋼製造時において,溶鋼をRH装置を用いて処理するに際し,溶鋼脱酸用Alを添加した後に溶鋼中トータル酸素濃度を分析するためのサンプルを採取し,該溶鋼に含まれるトータル酸素濃度とAl濃度とを溶鋼環流中に分析して,その値をもとに以下に示す(1),(2)式の範囲内で該溶鋼環流を終了するよう調整する。[Al]>0.030質量%の場合:0.043×T.[O]+1.0≦t≦0.043×T.[O]+2.0(1)式、[Al]≦0.030質量%の場合:0.043×T.[O]+100×(0.03-[Al])+1.0≦t≦0.043×T.[O]+100×(0.03-[Al])+2.0(2)式
【解決手段】連続鋳造法によるアルミキルド鋼製造時において,溶鋼をRH装置を用いて処理するに際し,溶鋼脱酸用Alを添加した後に溶鋼中トータル酸素濃度を分析するためのサンプルを採取し,該溶鋼に含まれるトータル酸素濃度とAl濃度とを溶鋼環流中に分析して,その値をもとに以下に示す(1),(2)式の範囲内で該溶鋼環流を終了するよう調整する。[Al]>0.030質量%の場合:0.043×T.[O]+1.0≦t≦0.043×T.[O]+2.0(1)式、[Al]≦0.030質量%の場合:0.043×T.[O]+100×(0.03-[Al])+1.0≦t≦0.043×T.[O]+100×(0.03-[Al])+2.0(2)式
【発明の詳細な説明】
【技術分野】
【0001】
本発明は製鋼におけるレードルノズルの詰まり防止方法に関する。
ここで、「レードルノズル詰まり」とは、レードルノズル内の付着物のためにその有効断面積が減少してしまった結果、溶鋼鍋羽口の下部にあって溶鋼鍋からタンディッシュへの溶鋼注入制御用の鍋ノズル上部に取り付けているスライディングノズルの開口率が100%となっても、タンディッシュへの溶鋼供給量が連続鋳造のスループットに追従できない状態をいう。
【背景技術】
【0002】
製鋼の連続鋳造では、レードルノズル詰まり及び浸漬ノズル詰まりが問題となる。ノズル詰まりが発生した場合、鋳込みを中断することとなり、生産性の阻害を招く。ノズル詰まりは溶鋼脱酸時に生成したAl2O3系介在物とノズル耐火物とが反応し、固着することにより発生する。
ノズル詰まり抑制には溶鋼を撹拌し、介在物をスラグ中に浮上・分離させることが重要であり、浸漬ノズル詰まりに対しては、タンディッシュの溶鋼出口から浸漬ノズルの吐出孔までの間で不活性ガスを溶鋼中に吹き込むことが一般的に行われていて(特許文献1)、一定の効果を発揮している。一方レードルノズル詰まりに対しては、例えば特許文献2では溶鋼をAl脱酸した後、REMを一定量添加することで解決できるとしている。しかしこの方法は高価なREMを用いるため、コスト悪化を招き、またREM添加することで溶鋼中に生成した酸化物がレードルノズルに付着し、かえってレードルノズル詰まりを助長するといった問題があった。そのためレードルノズル詰まりに対してはこれまで、RH環流時間の延長により溶鋼中介在物を浮上・分離する手法が多く実施されてきた。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平2−37948号公報
【特許文献2】特開2007−254819公報
【特許文献3】特開2002−328125号公報
【特許文献4】特開平10−311782号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
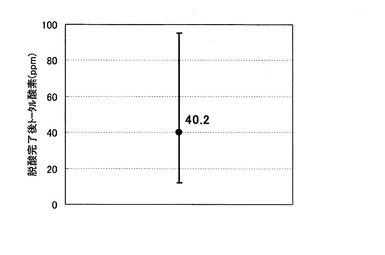
介在物の評価方法の一つとして、溶鋼中トータル酸素(T.[O])が挙げられる。図1に示すように、アルミキルド鋼の製造を目的とするRH処理においてAl脱酸完了直後(Al投入2分後)の溶鋼のサンプルを採取し、オフラインでT.[O]を調査したところ10〜100ppm程度のばらつきがあった。したがって、環流時間一定とした場合、脱酸後のT.[O]のばらつきに対処するため、過剰な環流による操業ロスを発生させていた。
【0005】
本発明の目的は、RH処理において、RH脱酸完了後の溶鋼中トータル酸素濃度とAl濃度をRH最終環流終了前までに分析し、その値をもとに最終Al投入後の溶鋼環流時間(以後、最終還流時間)を最適にすることを特徴とする、アルミキルド鋼製造時のレードルノズル詰まり防止方法の提供である。
【0006】
本発明を実施することによって、アルミキルド鋼の製造時のレードルノズル詰まりを防ぎつつ、RH操業の合理化を達成することができる。
【課題を解決するための手段】
【0007】
アルミキルド鋼の製造においては、レードルノズル詰まりを防ぐために、真空脱ガス槽でのAl2O3系介在物を減少させるための対策が必要となってくる。上述した通り、一般的に、Al2O3系介在物を減少させるための方法としては、介在物の浮上分離を利用した脱酸用Alを添加した後の環流時間の確保が挙げられる。
【0008】
従来から、十分な浮上分離効果が得られる環流時間は、溶鋼中のAl2O3系介在物の量に依存していることは知られていた。しかし、環流時間を適切に決めるためのベースとなるRHでのAl脱酸後の溶鋼中T.[O]濃度を、最終環流完了前に正確に知る方法が無かった。
【0009】
そこでまず、本発明者らはT.[O]濃度を正確かつ迅速に知るための溶鋼分析方法の確立に着手した。それと並行して、アルミキルド鋼の製造を目的とするRH処理中に脱酸用Al添加2分後の溶鋼をサンプリングし、オフラインで分析してそのサンプルのT.[O]濃度とAl濃度と必要環流時間に関する関係の調査と解析を行った。対象となるアルミキルド鋼の成分を表1に示す。なお、表1における「%」は質量%を意味する。
【0010】
【表1】

【0011】
その結果、アルミキルド鋼製造時のレードルノズル詰まりを防ぐためには、以下に示す(1’)、(2’)式を用いて、最終環流時間を決定することが効果的であると見出した。
[Al]>0.030質量%の場合:
t=0.043×T.[O](ppm)+α ・・・(1’)
[Al]≦0.030質量%の場合:
t=0.043×T.[O](ppm)+100×(0.03−[Al])+α ・・・(2’)
[Al]:溶鋼中sol.Al濃度(質量%)
T.[O]:溶鋼中トータル酸素濃度(ppm)
t:T.[O]分析用サンプルの採取後、溶鋼環流を止めるまでの時間(分)
tはRH処理における環流ガス流量1.0〜3.0Nm3/minの範囲、溶鋼200〜350tの範囲で共通
α:定数(1.0 ≦α≦2.0)
【0012】
レードルノズル詰まりを防ぐために必要な、最終Al投入後の環流時間(最終還流時間)は、最終Al投入から溶鋼サンプリングまでに要した時間(分)を上記のtに加算した時間となる。この「最終Al投入から溶鋼サンプリングまでに要する時間(分)」は、上記の「RH処理における環流ガス流量1.0〜3.0Nm3/minの範囲、溶鋼200〜350tの範囲」においては、通例約2分間である。
【0013】
さらに、発明者らは、上述した知見をベースとして、並行して技術開発を進めていた溶鋼中T.[O]の迅速分析方法をRHオンライン操業に適用する方法の開発に取り組み、環流時間ロスを最小にしつつ、レードルノズル詰まりを防止する方法として確立した。本発明を実施するためにはT.[O]を短時間でかつ精度よく分析する方法が必須であり、その具体的方法として、以下に示すような分析方法を使用した。
【0014】
図2は本発明に係るT.[O]の分析方法を実施するための鉄鋼中酸素分析装置を模式的に示したものである。
本発明に係る分析方法に求められる短時間かつ高精度分析を実現するために、本発明で組み合わせる要素技術の内、迅速かつ再現性の高い試料前処理方法として、真空アークプラズマ処理を選択した。例えば、特許文献3に開示された金属中成分分析用試料の調整方法及び装置を適用すればよい。予め真空に保った試料前処理装置1内に、隔離バルブ4を介して、真空度をほとんど変化させることなく、処理前試料投入口3から試料を挿入することができる。その後、真空アークプラズマ処理により、試料表面の酸化皮膜を数秒で除去する。該装置では、試料を自動搬送するため、試料形状を円柱またはブロック(直方体)に限定する。試料は、試料台に載置して処理するため、試料台と接する面は処理されない。そこで、試料を反転させて処理する必要がある。つまり、ひとつの試料に対して、少なくとも2回は放電する必要がある。放電回数が増えると、試料が長時間加熱されることになり、一旦、酸化皮膜除去された試料表面は再び酸化されてしまう。したがって、試料表面の酸化皮膜を確実、正確かつ再現性良く除去し、精錬操業上必要とされる分析精度を確保するため、下記の条件でアークプラズマ処理する必要がある。
【0015】
(a)真空度:5Pa以上35Pa以下。真空アークプラズマによる試料表面酸化皮膜除去反応は真空度が高いほど促進されるが、35Paを超えると、試料温度上昇に伴う再酸化反応が顕著になるため好ましくない。一方、5Paより低いと、酸化皮膜除去反応自体が進行しなくなるため、好ましくない。したがって、最適な真空度が存在する。
なお、処理時に真空度が一定値に保持されるよう、真空排気バルブとガス導入バルブの開閉を制御する圧力制御機構を有することがなお好ましい。
【0016】
(b)アークプラズマ出力電流:15A以上55A以下とする。
(c)処理時間:一つの試料に対して、合計の処理時間は0.2秒以上1.2秒以下とする。
【0017】
(d)処理回数:一つの試料に対して、合計の処理回数は4回以下とする。
処理後の試料は、大気と接触させることなく、分析装置2に配置した前処理済試料投入口5を通じて、最終的に黒鉛るつぼに投入する。試料前処理チャンバーと分析装置の試料投入口は真空または不活性ガスで内部を置換した連結管8で連結する。不活性ガス種としては、空気との比重差を考慮して、連結管内を確実にガス置換して、処理後の試料の再酸化を防止する観点、さらには経済的な観点から、Arが好ましい。特許文献3に開示された装置構成では、前処理済試料は払い出された後、別置きの酸素分析装置に移送される。しかし、本発明の目的では迅速性が要求されることから、試料前処理装置1と酸素分析装置2を、それぞれ鉛直上下に配置し、連結管8内を自由落下させて、試料を移送する方法、すなわち図2のような装置構成を採用した。
【0018】
この本発明の装置構成では、酸素分析装置2が床面に近い位置に配置され、分析装置2内部の清掃がガス中の不純物吸着剤の交換等、装置の維持管理作業に支障をきたす。そこで、架台6に組み込まれた装置全体をリフター7に載せて昇降可能とし、当該作業の際には装置全体を上げて、作業性を確保した。このリフター7の駆動方式は特に問わないが、装置全体では相当な重量であることから、操作性の観点で、自動油圧式が好ましい。また、リフター7の可動部は伸縮可能な材料で覆い、作業者が挟まれることのないよう、安全性に配慮した構造を有することが望ましい。
【0019】
さらに、連結した酸素分析装置2が故障して使えない場合や、分析待ちの前処理済試料を別の酸素分析装置で分析する場合に備えて、試料前処理装置1と酸素分析装置2の連結管8途中に、前処理済試料の取出口9を設ける。
【0020】
本発明で組み合わせる要素技術の内、溶鋼から採取した鋼塊より簡便かつ迅速に分析試料を得る方法として、溶鋼から採取した鋼塊を切断して作製した高さ(厚さ)が1.5mm以上7mm以下のスライスに対して、打ち抜いた円柱状小片を試料として用いる。具体的には、例えば、特許文献4に開示された分析試料の調整方法及び装置を適用すればよい。試料表面の酸化皮膜を確実、正確かつ再現性良く除去するためには、試料底面の直径と高さから計算される表面積Sと体積Vの比S/Vが「1.05≦S/V≦1.30」を満たすような形状を確保する必要がある。
【0021】
この理由は現時点で十分解明できていないが、電極形状などアーク処理部の形状に依存して、アークプラズマの空間分布において効率的な処理に好適な位置が限定されることに対応しているものと推察される。
【0022】
本発明で組み合わせる要素技術の内、高精度な鋼中酸素分析方法として、不活性ガス中加熱融解−赤外線吸収法を動作原理とする酸素分析装置を選択した。この分析法では、試料ホルダと試料の脱酸反応剤(炭素)供給源を兼ねる黒鉛るつぼを使用する。
【0023】
分析に先立って、るつぼ表面に吸着した酸素や汚染を除去するため、分析時よりもやや高い温度でるつぼだけを予め加熱する、いわゆる「空焼き」処理を実施する。「空焼き」処理により、黒鉛るつぼから発生する酸素、一酸化炭素あるいは二酸化炭素が分析値を変動させる影響を低減できる。市販の酸素分析装置で鋼中の酸素を分析する際には、通常、るつぼ、すなわち試料を1800℃〜2200℃程度の温度に加熱する。本発明で要求される高い分析精度を実現するためには、例えば、分析時の温度よりも100℃以上高い温度で、かつ、15秒以上加熱すればよい。
【0024】
また、市販の酸素分析装置では、まず、分析装置内に試料を取り込み、試料周辺の雰囲気をキャリアガスであるヘリウムガスで置換する間に、るつぼの交換、電極の清掃および「空焼き」処理を実施する。したがって、試料を投入してから分析値が判明するまで、比較的長い時間を要する。るつぼの交換および電極の清掃、さらに「空焼き」処理を先行して実施させ、分析装置が分析可能な状態で清浄化前処理した試料を投入することで、要求される分析所要時間に応じた迅速化を実現させることができる。
【0025】
通常、酸素分析に際して、検出したガス量を試料中の酸素濃度に変換するため、試料重量を精密に秤量する必要がある。真空アークプラズマ処理前後での試料重量変化を評価した結果、試料の形状や表面酸化度合いによって多少ばらつきはあるものの、高々1mg程度の減量であったことから、試料重量0.5〜1.0gに対しては実用上無視できる程度の誤差しか与えないことが判明した。そこで、本発明を実施する際には、機械加工して得た後に予め秤量した分析試料を、真空アークプラズマ処理し、大気と接触させることなく、そのまま酸素分析装置に挿入することとした。
【0026】
本発明は、以上の知見に基づいてなされたもので、その要旨は下記の通りである。
(1)連続鋳造法によるアルミキルド鋼製造時において、溶鋼をRH装置を用いて処理するに際し、溶鋼脱酸用Alを添加した後に溶鋼中トータル酸素濃度を分析するためのサンプルを採取し、該溶鋼に含まれるトータル酸素濃度とAl濃度とを溶鋼環流中に分析して、その値をもとに以下に示す(i)、(ii)式の範囲内で該溶鋼環流を終了するよう調整することを特徴とするレードルノズル詰まり防止方法。
[Al]>0.030質量%の場合:
0.043×T.[O]+1.0 ≦ t ≦ 0.043×T.[O]+2.0 ・・・(i)
[Al]≦0.030質量%の場合:
0.043×T.[O]+100×(0.03−[Al])+1.0 ≦ t
≦ 0.043×T.[O]+100×(0.03−[Al])+2.0 ・・・(ii)
[Al]:溶鋼中sol.Al濃度(質量%)…(ただし0<[Al]<1.20)
T.[O]:溶鋼中トータル酸素濃度(ppm)
t:T.[O]分析用サンプルの採取後、溶鋼環流を止めるまでの時間(分)
【0027】
(2)前記溶鋼中トータル酸素濃度を下記の鉄鋼中酸素分析方法により測定する、請求項1記載のレードルノズル詰まり防止方法:
鉄鋼試料を黒鉛るつぼに入れて不活性ガス中で加熱融解し、発生した一酸化炭素または二酸化炭素のいずれかひとつあるいは両方の赤外線吸収度から該試料中の酸素濃度を測定する方法であって、該試料表面の酸化皮膜を除去、清浄化する前処理として真空アークプラズマ処理をアークプラズマ放電開始時の真空度を5Pa以上35Pa以下かつ、アークプラズマ出力電流を15A以上55A以下とする条件下において、溶鋼から採取した鋼塊に対して、高さ1.5mm以上7mm以下、表面積Sと体積Vの比(S/V)が1.05以上1.30以下となるように機械加工して得た小片を試料とし、前記アークプラズマ放電を前記試料に、合計4回以下であって、かつ合計処理時間として0.2秒以上1.2秒以下施した後、該試料を大気と接触させることなく、直接、分析時の温度よりも高い温度で加熱、清浄化した後、分析する温度に下げて待機させた黒鉛るつぼへ投入する。
【発明の効果】
【0028】
本発明によれば,脱酸後の溶鋼中トータル酸素をRH最終環流完了前までに分析し、その値をもとに最適なRH最終環流時間を決定することで、環流時間ロスを最小にしつつ、レードルノズル詰まりを防止することができる。
【図面の簡単な説明】
【0029】
【図1】脱酸完了後トータル酸素濃度を示すグラフである。
【図2】本発明に係る鉄鋼中酸素分析設備を模式的に示す図である。
【図3】RH処理完了後の溶鋼中トータル酸素濃度とレードルノズル詰まり発生頻度との関係を示すグラフである。
【図4】T.[O]分析用サンプル採取後の環流時間と溶鋼中トータル酸素濃度との関係を示すグラフである。
【図5】サンプル採取後のT.[O]と過剰環流時間との関係を示すグラフである。
【図6】[Al]>0.030質量%の場合における、サンプル採取時のT.[O]と必要環流時間との関係を示すグラフである。
【図7】[Al]≦0.030質量%の場合における、サンプル採取時のT.[O]と必要環流時間との関係を示すグラフである。
【発明を実施するための形態】
【0030】
転炉などで溶製したC濃度が0.03質量%以上0.30質量%以下の溶鋼を、取鍋へ出鋼する。このとき溶鋼は脱酸しても、未脱酸としても良い。(他の成分濃度については表2参照。なお、表2における「%」は質量%を意味する。)
本発明方法は、取鍋内溶鋼に2本足浸漬管を設置して真空槽内を真空排気し、片方の浸漬管から環流用不活性ガスを吹き込むRH脱ガス装置を用いて処理する際、脱酸後の溶鋼のサンプルのT.[O]とAl濃度から、最適なRH最終環流時間を決定し、処理を実施するものである。
【0031】
ここでRH最終環流時間の決定に用いるサンプルは、RHにおいてAl投入する場合は最終Al投入後に採取する。
【0032】
【表2】
【0033】
図3は、RH処理完了後の溶鋼中トータル酸素とレードルノズル詰まり発生頻度との関係を示すグラフである。ここで、「レードルノズル詰まり」とは、上記のように、レードルノズル内の付着物のためにその有効断面積が減少してしまった結果、溶鋼鍋羽口の下部にあって溶鋼鍋からタンディッシュへの溶鋼注入制御用の鍋ノズル上部に取り付けているスライディングノズルの開口率が100%となっても、タンディッシュへの溶鋼供給量が連続鋳造のスループットに追従できない状態をいう。
【0034】
従来から、アルミキルド鋼のRH処理においては図4(T.[O]分析用サンプル採取後の環流時間と溶鋼中トータル酸素との関係を示すグラフ)に示すように、脱酸用Alを添加した後の溶鋼中T.[O]濃度は、溶鋼環流時間に応じて単調に減少すると知られていた。
【0035】
従って、初期のT.[O]濃度のバラツキが大きい場合には、T.[O]濃度を一定値以下に低減させるために必要な溶鋼還流時間も大きく異なっていると容易に考えられる。
しかし、従来はRHで脱酸用Alを添加した後の溶鋼中T.[O]濃度の値を、溶鋼環流完了前に正確に知る具体的な方法が知られていなかった。そのため、経験と勘に頼ってAl投入後の環流時間を決めるしかなく、このバラツキの存在を考慮して長目に環流時間をとらざるを得なかった。
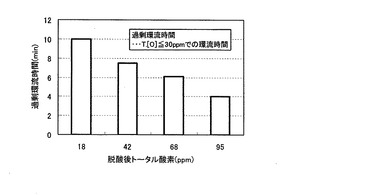
その結果、図5に示すように、T.[O]≦30ppmでの環流時間が過剰な場合が多かった。図5は、脱酸処理後T.[O]と過剰環流時間との関係を示すグラフである。
【0036】
しかし、脱酸用Alを投入した後のT.[O]濃度の値を、溶鋼環流中に正確に知ることが出来れば、T.[O]≦30ppmにするために必要な環流時間を適確に求めて、溶鋼環流を止めることができる。
【0037】
そこでまず、本願発明に係る発明者らは前記した溶鋼中T.[O]濃度の迅速分析方法の確立に注力した。そしてその分析方法が確立されるのに合せて、その分析方法を、アルミキルド鋼製造時のレードルノズル詰まりを防ぐためのRH環流時間の適正化に用いられるよう、本願発明技術の開発を進めた。
【0038】
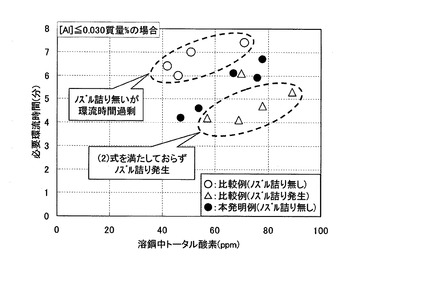
図6および図7は、それぞれ、[Al]>0.030質量%の場合および[Al]≦0.030質量%の場合におけるサンプル採取時のT.[O]と必要環流時間との関係を示すグラフである。
【0039】
RHでの溶鋼サンプリング後の環流時間は、図6、図7に示すように、(1)、(2)式で決定される時間よりも短くすると、環流終了後の溶鋼中トータル酸素が30ppmを超えてしまうため、レードルノズル詰まりの発生比率が増加してしまうことになると分かった。
【0040】
したがって、RH処理におけるAl投入後の最終環流時間は、当該Alの投入後からT.[O]分析用の溶鋼サンプルを採取するまでの時間と(1)、(2)式で決定される当該サンプリング後の必要環流時間とを加算した時間とすることが適切である。この時間より長くなると、T.[O]≦30ppmとするには過剰な環流処理となり、無意味にRH処理時間を延長していることとなるため、生産性を大きく阻害してしまうことになる。
【0041】
以上のことから、RH処理におけるAl投入後の最終環流時間は、当該Alの投入後からT.[O]分析用の溶鋼サンプルを採取するまでの時間に(1)、(2)式で決定される当該サンプリング後の必要環流時間を加算した時間の範囲内であることが必要である。
【0042】
[Al]>0.030質量%の場合:
0.043×T.[O]+1.0 ≦ t ≦ 0.043×T.[O]+2.0 ・・・(1)
[Al]≦0.030質量%の場合:
0.043×T.[O]+100×(0.03−[Al])+1.0 ≦ t
≦ 0.043×T.[O]+100×(0.03−[Al])+2.0 ・・・(2)
[Al]:溶鋼中sol.Al濃度(質量%)…(ただし0<[Al]<1.20)
T.[O]:溶鋼中トータル酸素濃度(ppm)
t:T.[O]分析用サンプルの採取後、溶鋼環流を止めるまでの時間(分)
本発明者らは、上述した知見をオンライン操業に反映させるために、T.[O]を短時間でかつ精度よく分析する方法として、前記した鉄鋼中酸素の迅速分析方法を使用した。
【実施例】
【0043】
転炉から出鋼した後,RHにてAlを添加して溶鋼を脱酸し、該脱酸処理において最後にAlを添加した時から2分後に溶鋼をサンプリングした。該サンプリングで採取した鋼塊を前記した分析方法により4分間以内で分析して、その値を(1)式または(2)式に当てはめ、当該チャージの最終還流時間を決定してその環流を終了した。
結果を表3に示す。なお、表3における溶鋼の成分濃度を示す「%」は質量%であり、表3に記載した成分の残部はFeおよび不純物である。
【0044】
その本発明例1は、サンプル中の[Al]=0.031質量%であったため、(1)式を用いてサンプリング後の環流時間を求め、その還流をサンプル採取から3.4分後に終了した。なお、当該チャージの実際の最終還流時間は、表3に記載した環流時間に2分間を足した時間であるから、5.4分間である。サンプル中のT.[O]、[Al]がほぼ同じ比較例2と比べ、最終環流時間は3.7分短縮されている。また脱酸後トータル酸素、[Al]がほぼ同じ比較例1では最終環流時間が不足し、レードルノズル詰まりが発生している。
【0045】
また本発明例2は、脱酸後[Al]=0.016質量%であったため、(2)式を用いて最終環流時間を決定した。脱酸後トータル酸素、[Al]がほぼ同じ比較例4と比べ、最終環流時間は1.5分短縮されている。また脱酸後トータル酸素、[Al]がほぼ同じ比較例3では最終環流時間が不足し、レードルノズル詰まりが発生している。
以上のことから、本発明によって環流時間ロスを最小にしつつ、レードルノズル詰まりを防止することができると言える。
【0046】
【表3】
【符号の説明】
【0047】
1 前処理装置 2 酸素分析装置
3 処理前試料投入口 4 隔離バルブ
5 前処理済試料投入口 6 架台
7 リフター 8 連結管
9 前処理済試料途中取出口
【技術分野】
【0001】
本発明は製鋼におけるレードルノズルの詰まり防止方法に関する。
ここで、「レードルノズル詰まり」とは、レードルノズル内の付着物のためにその有効断面積が減少してしまった結果、溶鋼鍋羽口の下部にあって溶鋼鍋からタンディッシュへの溶鋼注入制御用の鍋ノズル上部に取り付けているスライディングノズルの開口率が100%となっても、タンディッシュへの溶鋼供給量が連続鋳造のスループットに追従できない状態をいう。
【背景技術】
【0002】
製鋼の連続鋳造では、レードルノズル詰まり及び浸漬ノズル詰まりが問題となる。ノズル詰まりが発生した場合、鋳込みを中断することとなり、生産性の阻害を招く。ノズル詰まりは溶鋼脱酸時に生成したAl2O3系介在物とノズル耐火物とが反応し、固着することにより発生する。
ノズル詰まり抑制には溶鋼を撹拌し、介在物をスラグ中に浮上・分離させることが重要であり、浸漬ノズル詰まりに対しては、タンディッシュの溶鋼出口から浸漬ノズルの吐出孔までの間で不活性ガスを溶鋼中に吹き込むことが一般的に行われていて(特許文献1)、一定の効果を発揮している。一方レードルノズル詰まりに対しては、例えば特許文献2では溶鋼をAl脱酸した後、REMを一定量添加することで解決できるとしている。しかしこの方法は高価なREMを用いるため、コスト悪化を招き、またREM添加することで溶鋼中に生成した酸化物がレードルノズルに付着し、かえってレードルノズル詰まりを助長するといった問題があった。そのためレードルノズル詰まりに対してはこれまで、RH環流時間の延長により溶鋼中介在物を浮上・分離する手法が多く実施されてきた。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平2−37948号公報
【特許文献2】特開2007−254819公報
【特許文献3】特開2002−328125号公報
【特許文献4】特開平10−311782号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
介在物の評価方法の一つとして、溶鋼中トータル酸素(T.[O])が挙げられる。図1に示すように、アルミキルド鋼の製造を目的とするRH処理においてAl脱酸完了直後(Al投入2分後)の溶鋼のサンプルを採取し、オフラインでT.[O]を調査したところ10〜100ppm程度のばらつきがあった。したがって、環流時間一定とした場合、脱酸後のT.[O]のばらつきに対処するため、過剰な環流による操業ロスを発生させていた。
【0005】
本発明の目的は、RH処理において、RH脱酸完了後の溶鋼中トータル酸素濃度とAl濃度をRH最終環流終了前までに分析し、その値をもとに最終Al投入後の溶鋼環流時間(以後、最終還流時間)を最適にすることを特徴とする、アルミキルド鋼製造時のレードルノズル詰まり防止方法の提供である。
【0006】
本発明を実施することによって、アルミキルド鋼の製造時のレードルノズル詰まりを防ぎつつ、RH操業の合理化を達成することができる。
【課題を解決するための手段】
【0007】
アルミキルド鋼の製造においては、レードルノズル詰まりを防ぐために、真空脱ガス槽でのAl2O3系介在物を減少させるための対策が必要となってくる。上述した通り、一般的に、Al2O3系介在物を減少させるための方法としては、介在物の浮上分離を利用した脱酸用Alを添加した後の環流時間の確保が挙げられる。
【0008】
従来から、十分な浮上分離効果が得られる環流時間は、溶鋼中のAl2O3系介在物の量に依存していることは知られていた。しかし、環流時間を適切に決めるためのベースとなるRHでのAl脱酸後の溶鋼中T.[O]濃度を、最終環流完了前に正確に知る方法が無かった。
【0009】
そこでまず、本発明者らはT.[O]濃度を正確かつ迅速に知るための溶鋼分析方法の確立に着手した。それと並行して、アルミキルド鋼の製造を目的とするRH処理中に脱酸用Al添加2分後の溶鋼をサンプリングし、オフラインで分析してそのサンプルのT.[O]濃度とAl濃度と必要環流時間に関する関係の調査と解析を行った。対象となるアルミキルド鋼の成分を表1に示す。なお、表1における「%」は質量%を意味する。
【0010】
【表1】
【0011】
その結果、アルミキルド鋼製造時のレードルノズル詰まりを防ぐためには、以下に示す(1’)、(2’)式を用いて、最終環流時間を決定することが効果的であると見出した。
[Al]>0.030質量%の場合:
t=0.043×T.[O](ppm)+α ・・・(1’)
[Al]≦0.030質量%の場合:
t=0.043×T.[O](ppm)+100×(0.03−[Al])+α ・・・(2’)
[Al]:溶鋼中sol.Al濃度(質量%)
T.[O]:溶鋼中トータル酸素濃度(ppm)
t:T.[O]分析用サンプルの採取後、溶鋼環流を止めるまでの時間(分)
tはRH処理における環流ガス流量1.0〜3.0Nm3/minの範囲、溶鋼200〜350tの範囲で共通
α:定数(1.0 ≦α≦2.0)
【0012】
レードルノズル詰まりを防ぐために必要な、最終Al投入後の環流時間(最終還流時間)は、最終Al投入から溶鋼サンプリングまでに要した時間(分)を上記のtに加算した時間となる。この「最終Al投入から溶鋼サンプリングまでに要する時間(分)」は、上記の「RH処理における環流ガス流量1.0〜3.0Nm3/minの範囲、溶鋼200〜350tの範囲」においては、通例約2分間である。
【0013】
さらに、発明者らは、上述した知見をベースとして、並行して技術開発を進めていた溶鋼中T.[O]の迅速分析方法をRHオンライン操業に適用する方法の開発に取り組み、環流時間ロスを最小にしつつ、レードルノズル詰まりを防止する方法として確立した。本発明を実施するためにはT.[O]を短時間でかつ精度よく分析する方法が必須であり、その具体的方法として、以下に示すような分析方法を使用した。
【0014】
図2は本発明に係るT.[O]の分析方法を実施するための鉄鋼中酸素分析装置を模式的に示したものである。
本発明に係る分析方法に求められる短時間かつ高精度分析を実現するために、本発明で組み合わせる要素技術の内、迅速かつ再現性の高い試料前処理方法として、真空アークプラズマ処理を選択した。例えば、特許文献3に開示された金属中成分分析用試料の調整方法及び装置を適用すればよい。予め真空に保った試料前処理装置1内に、隔離バルブ4を介して、真空度をほとんど変化させることなく、処理前試料投入口3から試料を挿入することができる。その後、真空アークプラズマ処理により、試料表面の酸化皮膜を数秒で除去する。該装置では、試料を自動搬送するため、試料形状を円柱またはブロック(直方体)に限定する。試料は、試料台に載置して処理するため、試料台と接する面は処理されない。そこで、試料を反転させて処理する必要がある。つまり、ひとつの試料に対して、少なくとも2回は放電する必要がある。放電回数が増えると、試料が長時間加熱されることになり、一旦、酸化皮膜除去された試料表面は再び酸化されてしまう。したがって、試料表面の酸化皮膜を確実、正確かつ再現性良く除去し、精錬操業上必要とされる分析精度を確保するため、下記の条件でアークプラズマ処理する必要がある。
【0015】
(a)真空度:5Pa以上35Pa以下。真空アークプラズマによる試料表面酸化皮膜除去反応は真空度が高いほど促進されるが、35Paを超えると、試料温度上昇に伴う再酸化反応が顕著になるため好ましくない。一方、5Paより低いと、酸化皮膜除去反応自体が進行しなくなるため、好ましくない。したがって、最適な真空度が存在する。
なお、処理時に真空度が一定値に保持されるよう、真空排気バルブとガス導入バルブの開閉を制御する圧力制御機構を有することがなお好ましい。
【0016】
(b)アークプラズマ出力電流:15A以上55A以下とする。
(c)処理時間:一つの試料に対して、合計の処理時間は0.2秒以上1.2秒以下とする。
【0017】
(d)処理回数:一つの試料に対して、合計の処理回数は4回以下とする。
処理後の試料は、大気と接触させることなく、分析装置2に配置した前処理済試料投入口5を通じて、最終的に黒鉛るつぼに投入する。試料前処理チャンバーと分析装置の試料投入口は真空または不活性ガスで内部を置換した連結管8で連結する。不活性ガス種としては、空気との比重差を考慮して、連結管内を確実にガス置換して、処理後の試料の再酸化を防止する観点、さらには経済的な観点から、Arが好ましい。特許文献3に開示された装置構成では、前処理済試料は払い出された後、別置きの酸素分析装置に移送される。しかし、本発明の目的では迅速性が要求されることから、試料前処理装置1と酸素分析装置2を、それぞれ鉛直上下に配置し、連結管8内を自由落下させて、試料を移送する方法、すなわち図2のような装置構成を採用した。
【0018】
この本発明の装置構成では、酸素分析装置2が床面に近い位置に配置され、分析装置2内部の清掃がガス中の不純物吸着剤の交換等、装置の維持管理作業に支障をきたす。そこで、架台6に組み込まれた装置全体をリフター7に載せて昇降可能とし、当該作業の際には装置全体を上げて、作業性を確保した。このリフター7の駆動方式は特に問わないが、装置全体では相当な重量であることから、操作性の観点で、自動油圧式が好ましい。また、リフター7の可動部は伸縮可能な材料で覆い、作業者が挟まれることのないよう、安全性に配慮した構造を有することが望ましい。
【0019】
さらに、連結した酸素分析装置2が故障して使えない場合や、分析待ちの前処理済試料を別の酸素分析装置で分析する場合に備えて、試料前処理装置1と酸素分析装置2の連結管8途中に、前処理済試料の取出口9を設ける。
【0020】
本発明で組み合わせる要素技術の内、溶鋼から採取した鋼塊より簡便かつ迅速に分析試料を得る方法として、溶鋼から採取した鋼塊を切断して作製した高さ(厚さ)が1.5mm以上7mm以下のスライスに対して、打ち抜いた円柱状小片を試料として用いる。具体的には、例えば、特許文献4に開示された分析試料の調整方法及び装置を適用すればよい。試料表面の酸化皮膜を確実、正確かつ再現性良く除去するためには、試料底面の直径と高さから計算される表面積Sと体積Vの比S/Vが「1.05≦S/V≦1.30」を満たすような形状を確保する必要がある。
【0021】
この理由は現時点で十分解明できていないが、電極形状などアーク処理部の形状に依存して、アークプラズマの空間分布において効率的な処理に好適な位置が限定されることに対応しているものと推察される。
【0022】
本発明で組み合わせる要素技術の内、高精度な鋼中酸素分析方法として、不活性ガス中加熱融解−赤外線吸収法を動作原理とする酸素分析装置を選択した。この分析法では、試料ホルダと試料の脱酸反応剤(炭素)供給源を兼ねる黒鉛るつぼを使用する。
【0023】
分析に先立って、るつぼ表面に吸着した酸素や汚染を除去するため、分析時よりもやや高い温度でるつぼだけを予め加熱する、いわゆる「空焼き」処理を実施する。「空焼き」処理により、黒鉛るつぼから発生する酸素、一酸化炭素あるいは二酸化炭素が分析値を変動させる影響を低減できる。市販の酸素分析装置で鋼中の酸素を分析する際には、通常、るつぼ、すなわち試料を1800℃〜2200℃程度の温度に加熱する。本発明で要求される高い分析精度を実現するためには、例えば、分析時の温度よりも100℃以上高い温度で、かつ、15秒以上加熱すればよい。
【0024】
また、市販の酸素分析装置では、まず、分析装置内に試料を取り込み、試料周辺の雰囲気をキャリアガスであるヘリウムガスで置換する間に、るつぼの交換、電極の清掃および「空焼き」処理を実施する。したがって、試料を投入してから分析値が判明するまで、比較的長い時間を要する。るつぼの交換および電極の清掃、さらに「空焼き」処理を先行して実施させ、分析装置が分析可能な状態で清浄化前処理した試料を投入することで、要求される分析所要時間に応じた迅速化を実現させることができる。
【0025】
通常、酸素分析に際して、検出したガス量を試料中の酸素濃度に変換するため、試料重量を精密に秤量する必要がある。真空アークプラズマ処理前後での試料重量変化を評価した結果、試料の形状や表面酸化度合いによって多少ばらつきはあるものの、高々1mg程度の減量であったことから、試料重量0.5〜1.0gに対しては実用上無視できる程度の誤差しか与えないことが判明した。そこで、本発明を実施する際には、機械加工して得た後に予め秤量した分析試料を、真空アークプラズマ処理し、大気と接触させることなく、そのまま酸素分析装置に挿入することとした。
【0026】
本発明は、以上の知見に基づいてなされたもので、その要旨は下記の通りである。
(1)連続鋳造法によるアルミキルド鋼製造時において、溶鋼をRH装置を用いて処理するに際し、溶鋼脱酸用Alを添加した後に溶鋼中トータル酸素濃度を分析するためのサンプルを採取し、該溶鋼に含まれるトータル酸素濃度とAl濃度とを溶鋼環流中に分析して、その値をもとに以下に示す(i)、(ii)式の範囲内で該溶鋼環流を終了するよう調整することを特徴とするレードルノズル詰まり防止方法。
[Al]>0.030質量%の場合:
0.043×T.[O]+1.0 ≦ t ≦ 0.043×T.[O]+2.0 ・・・(i)
[Al]≦0.030質量%の場合:
0.043×T.[O]+100×(0.03−[Al])+1.0 ≦ t
≦ 0.043×T.[O]+100×(0.03−[Al])+2.0 ・・・(ii)
[Al]:溶鋼中sol.Al濃度(質量%)…(ただし0<[Al]<1.20)
T.[O]:溶鋼中トータル酸素濃度(ppm)
t:T.[O]分析用サンプルの採取後、溶鋼環流を止めるまでの時間(分)
【0027】
(2)前記溶鋼中トータル酸素濃度を下記の鉄鋼中酸素分析方法により測定する、請求項1記載のレードルノズル詰まり防止方法:
鉄鋼試料を黒鉛るつぼに入れて不活性ガス中で加熱融解し、発生した一酸化炭素または二酸化炭素のいずれかひとつあるいは両方の赤外線吸収度から該試料中の酸素濃度を測定する方法であって、該試料表面の酸化皮膜を除去、清浄化する前処理として真空アークプラズマ処理をアークプラズマ放電開始時の真空度を5Pa以上35Pa以下かつ、アークプラズマ出力電流を15A以上55A以下とする条件下において、溶鋼から採取した鋼塊に対して、高さ1.5mm以上7mm以下、表面積Sと体積Vの比(S/V)が1.05以上1.30以下となるように機械加工して得た小片を試料とし、前記アークプラズマ放電を前記試料に、合計4回以下であって、かつ合計処理時間として0.2秒以上1.2秒以下施した後、該試料を大気と接触させることなく、直接、分析時の温度よりも高い温度で加熱、清浄化した後、分析する温度に下げて待機させた黒鉛るつぼへ投入する。
【発明の効果】
【0028】
本発明によれば,脱酸後の溶鋼中トータル酸素をRH最終環流完了前までに分析し、その値をもとに最適なRH最終環流時間を決定することで、環流時間ロスを最小にしつつ、レードルノズル詰まりを防止することができる。
【図面の簡単な説明】
【0029】
【図1】脱酸完了後トータル酸素濃度を示すグラフである。
【図2】本発明に係る鉄鋼中酸素分析設備を模式的に示す図である。
【図3】RH処理完了後の溶鋼中トータル酸素濃度とレードルノズル詰まり発生頻度との関係を示すグラフである。
【図4】T.[O]分析用サンプル採取後の環流時間と溶鋼中トータル酸素濃度との関係を示すグラフである。
【図5】サンプル採取後のT.[O]と過剰環流時間との関係を示すグラフである。
【図6】[Al]>0.030質量%の場合における、サンプル採取時のT.[O]と必要環流時間との関係を示すグラフである。
【図7】[Al]≦0.030質量%の場合における、サンプル採取時のT.[O]と必要環流時間との関係を示すグラフである。
【発明を実施するための形態】
【0030】
転炉などで溶製したC濃度が0.03質量%以上0.30質量%以下の溶鋼を、取鍋へ出鋼する。このとき溶鋼は脱酸しても、未脱酸としても良い。(他の成分濃度については表2参照。なお、表2における「%」は質量%を意味する。)
本発明方法は、取鍋内溶鋼に2本足浸漬管を設置して真空槽内を真空排気し、片方の浸漬管から環流用不活性ガスを吹き込むRH脱ガス装置を用いて処理する際、脱酸後の溶鋼のサンプルのT.[O]とAl濃度から、最適なRH最終環流時間を決定し、処理を実施するものである。
【0031】
ここでRH最終環流時間の決定に用いるサンプルは、RHにおいてAl投入する場合は最終Al投入後に採取する。
【0032】
【表2】
【0033】
図3は、RH処理完了後の溶鋼中トータル酸素とレードルノズル詰まり発生頻度との関係を示すグラフである。ここで、「レードルノズル詰まり」とは、上記のように、レードルノズル内の付着物のためにその有効断面積が減少してしまった結果、溶鋼鍋羽口の下部にあって溶鋼鍋からタンディッシュへの溶鋼注入制御用の鍋ノズル上部に取り付けているスライディングノズルの開口率が100%となっても、タンディッシュへの溶鋼供給量が連続鋳造のスループットに追従できない状態をいう。
【0034】
従来から、アルミキルド鋼のRH処理においては図4(T.[O]分析用サンプル採取後の環流時間と溶鋼中トータル酸素との関係を示すグラフ)に示すように、脱酸用Alを添加した後の溶鋼中T.[O]濃度は、溶鋼環流時間に応じて単調に減少すると知られていた。
【0035】
従って、初期のT.[O]濃度のバラツキが大きい場合には、T.[O]濃度を一定値以下に低減させるために必要な溶鋼還流時間も大きく異なっていると容易に考えられる。
しかし、従来はRHで脱酸用Alを添加した後の溶鋼中T.[O]濃度の値を、溶鋼環流完了前に正確に知る具体的な方法が知られていなかった。そのため、経験と勘に頼ってAl投入後の環流時間を決めるしかなく、このバラツキの存在を考慮して長目に環流時間をとらざるを得なかった。
その結果、図5に示すように、T.[O]≦30ppmでの環流時間が過剰な場合が多かった。図5は、脱酸処理後T.[O]と過剰環流時間との関係を示すグラフである。
【0036】
しかし、脱酸用Alを投入した後のT.[O]濃度の値を、溶鋼環流中に正確に知ることが出来れば、T.[O]≦30ppmにするために必要な環流時間を適確に求めて、溶鋼環流を止めることができる。
【0037】
そこでまず、本願発明に係る発明者らは前記した溶鋼中T.[O]濃度の迅速分析方法の確立に注力した。そしてその分析方法が確立されるのに合せて、その分析方法を、アルミキルド鋼製造時のレードルノズル詰まりを防ぐためのRH環流時間の適正化に用いられるよう、本願発明技術の開発を進めた。
【0038】
図6および図7は、それぞれ、[Al]>0.030質量%の場合および[Al]≦0.030質量%の場合におけるサンプル採取時のT.[O]と必要環流時間との関係を示すグラフである。
【0039】
RHでの溶鋼サンプリング後の環流時間は、図6、図7に示すように、(1)、(2)式で決定される時間よりも短くすると、環流終了後の溶鋼中トータル酸素が30ppmを超えてしまうため、レードルノズル詰まりの発生比率が増加してしまうことになると分かった。
【0040】
したがって、RH処理におけるAl投入後の最終環流時間は、当該Alの投入後からT.[O]分析用の溶鋼サンプルを採取するまでの時間と(1)、(2)式で決定される当該サンプリング後の必要環流時間とを加算した時間とすることが適切である。この時間より長くなると、T.[O]≦30ppmとするには過剰な環流処理となり、無意味にRH処理時間を延長していることとなるため、生産性を大きく阻害してしまうことになる。
【0041】
以上のことから、RH処理におけるAl投入後の最終環流時間は、当該Alの投入後からT.[O]分析用の溶鋼サンプルを採取するまでの時間に(1)、(2)式で決定される当該サンプリング後の必要環流時間を加算した時間の範囲内であることが必要である。
【0042】
[Al]>0.030質量%の場合:
0.043×T.[O]+1.0 ≦ t ≦ 0.043×T.[O]+2.0 ・・・(1)
[Al]≦0.030質量%の場合:
0.043×T.[O]+100×(0.03−[Al])+1.0 ≦ t
≦ 0.043×T.[O]+100×(0.03−[Al])+2.0 ・・・(2)
[Al]:溶鋼中sol.Al濃度(質量%)…(ただし0<[Al]<1.20)
T.[O]:溶鋼中トータル酸素濃度(ppm)
t:T.[O]分析用サンプルの採取後、溶鋼環流を止めるまでの時間(分)
本発明者らは、上述した知見をオンライン操業に反映させるために、T.[O]を短時間でかつ精度よく分析する方法として、前記した鉄鋼中酸素の迅速分析方法を使用した。
【実施例】
【0043】
転炉から出鋼した後,RHにてAlを添加して溶鋼を脱酸し、該脱酸処理において最後にAlを添加した時から2分後に溶鋼をサンプリングした。該サンプリングで採取した鋼塊を前記した分析方法により4分間以内で分析して、その値を(1)式または(2)式に当てはめ、当該チャージの最終還流時間を決定してその環流を終了した。
結果を表3に示す。なお、表3における溶鋼の成分濃度を示す「%」は質量%であり、表3に記載した成分の残部はFeおよび不純物である。
【0044】
その本発明例1は、サンプル中の[Al]=0.031質量%であったため、(1)式を用いてサンプリング後の環流時間を求め、その還流をサンプル採取から3.4分後に終了した。なお、当該チャージの実際の最終還流時間は、表3に記載した環流時間に2分間を足した時間であるから、5.4分間である。サンプル中のT.[O]、[Al]がほぼ同じ比較例2と比べ、最終環流時間は3.7分短縮されている。また脱酸後トータル酸素、[Al]がほぼ同じ比較例1では最終環流時間が不足し、レードルノズル詰まりが発生している。
【0045】
また本発明例2は、脱酸後[Al]=0.016質量%であったため、(2)式を用いて最終環流時間を決定した。脱酸後トータル酸素、[Al]がほぼ同じ比較例4と比べ、最終環流時間は1.5分短縮されている。また脱酸後トータル酸素、[Al]がほぼ同じ比較例3では最終環流時間が不足し、レードルノズル詰まりが発生している。
以上のことから、本発明によって環流時間ロスを最小にしつつ、レードルノズル詰まりを防止することができると言える。
【0046】
【表3】
【符号の説明】
【0047】
1 前処理装置 2 酸素分析装置
3 処理前試料投入口 4 隔離バルブ
5 前処理済試料投入口 6 架台
7 リフター 8 連結管
9 前処理済試料途中取出口
【特許請求の範囲】
【請求項1】
連続鋳造法によるアルミキルド鋼製造時において、溶鋼をRH装置を用いて処理するに際し、溶鋼脱酸用Alを添加した後に溶鋼中トータル酸素濃度を分析するためのサンプルを採取し、該溶鋼に含まれるトータル酸素濃度とAl濃度とを溶鋼環流中に分析して、その値をもとに以下に示す(1)、(2)式の範囲内で該溶鋼環流を終了するよう調整することを特徴とするレードルノズル詰まり防止方法。
[Al]>0.030質量%の場合:
0.043×T.[O]+1.0 ≦ t ≦ 0.043×T.[O]+2.0 ・・・(1)
[Al]≦0.030質量%の場合:
0.043×T.[O]+100×(0.03−[Al])+1.0 ≦ t
≦ 0.043×T.[O]+100×(0.03−[Al])+2.0 ・・・(2)
[Al]:溶鋼中sol.Al濃度(質量%)…(ただし0<[Al]<1.20)
T.[O]:溶鋼中トータル酸素濃度(ppm)
t:T.[O]分析用サンプルの採取後、溶鋼環流を止めるまでの時間(分)
【請求項2】
前記溶鋼中トータル酸素濃度を下記の鉄鋼中酸素分析方法により測定する、請求項1記載のレードルノズル詰まり防止方法:
鉄鋼試料を黒鉛るつぼに入れて不活性ガス中で加熱融解し、発生した一酸化炭素または二酸化炭素のいずれかひとつあるいは両方の赤外線吸収度から該試料中の酸素濃度を測定する方法であって、
該試料表面の酸化皮膜を除去、清浄化する前処理として真空アークプラズマ処理をアークプラズマ放電開始時の真空度を5Pa以上35Pa以下かつ、アークプラズマ出力電流を15A以上55A以下とする条件下において、
溶鋼から採取した鋼塊に対して、高さ1.5mm以上7mm以下、表面積Sと体積Vの比(S/V)が1.05以上1.30以下となるように機械加工して得た小片を試料とし、
前記アークプラズマ放電を前記試料に、合計4回以下であって、かつ合計処理時間として0.2秒以上1.2秒以下施した後、
該試料を大気と接触させることなく、直接、分析時の温度よりも高い温度で加熱、清浄化した後、分析する温度に下げて待機させた黒鉛るつぼへ投入する。
【請求項1】
連続鋳造法によるアルミキルド鋼製造時において、溶鋼をRH装置を用いて処理するに際し、溶鋼脱酸用Alを添加した後に溶鋼中トータル酸素濃度を分析するためのサンプルを採取し、該溶鋼に含まれるトータル酸素濃度とAl濃度とを溶鋼環流中に分析して、その値をもとに以下に示す(1)、(2)式の範囲内で該溶鋼環流を終了するよう調整することを特徴とするレードルノズル詰まり防止方法。
[Al]>0.030質量%の場合:
0.043×T.[O]+1.0 ≦ t ≦ 0.043×T.[O]+2.0 ・・・(1)
[Al]≦0.030質量%の場合:
0.043×T.[O]+100×(0.03−[Al])+1.0 ≦ t
≦ 0.043×T.[O]+100×(0.03−[Al])+2.0 ・・・(2)
[Al]:溶鋼中sol.Al濃度(質量%)…(ただし0<[Al]<1.20)
T.[O]:溶鋼中トータル酸素濃度(ppm)
t:T.[O]分析用サンプルの採取後、溶鋼環流を止めるまでの時間(分)
【請求項2】
前記溶鋼中トータル酸素濃度を下記の鉄鋼中酸素分析方法により測定する、請求項1記載のレードルノズル詰まり防止方法:
鉄鋼試料を黒鉛るつぼに入れて不活性ガス中で加熱融解し、発生した一酸化炭素または二酸化炭素のいずれかひとつあるいは両方の赤外線吸収度から該試料中の酸素濃度を測定する方法であって、
該試料表面の酸化皮膜を除去、清浄化する前処理として真空アークプラズマ処理をアークプラズマ放電開始時の真空度を5Pa以上35Pa以下かつ、アークプラズマ出力電流を15A以上55A以下とする条件下において、
溶鋼から採取した鋼塊に対して、高さ1.5mm以上7mm以下、表面積Sと体積Vの比(S/V)が1.05以上1.30以下となるように機械加工して得た小片を試料とし、
前記アークプラズマ放電を前記試料に、合計4回以下であって、かつ合計処理時間として0.2秒以上1.2秒以下施した後、
該試料を大気と接触させることなく、直接、分析時の温度よりも高い温度で加熱、清浄化した後、分析する温度に下げて待機させた黒鉛るつぼへ投入する。
【図1】

【図2】

【図3】

【図4】

【図5】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−21238(P2011−21238A)
【公開日】平成23年2月3日(2011.2.3)
【国際特許分類】
【出願番号】特願2009−167091(P2009−167091)
【出願日】平成21年7月15日(2009.7.15)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
【公開日】平成23年2月3日(2011.2.3)
【国際特許分類】
【出願日】平成21年7月15日(2009.7.15)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
[ Back to top ]