
Fターム[4F204FQ01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 金型用加圧装置、プレス (291)
Fターム[4F204FQ01]の下位に属するFターム
流体圧シリンダ式 (25)
機械式(例;クランク式) (17)
多段プレス (28)
平衡加圧、平衡支持手段を有するもの (9)
緩衝装置(ダイクッション)を有するもの (6)
Fターム[4F204FQ01]に分類される特許
41 - 60 / 206
高度に輪郭成形された複合部品を成形する方法及び装置
平坦な複合チャージ(36)を輪郭成形複合部品に成形する方法では、チャージが成形される時の部品の皺が低減される。ダイス(32、34)を使用して、チャージの一部を部品の最も鋭角的な輪郭に成形すると同時に、チャージの残り部分が成形される時はチャージの張力が維持される。  (もっと読む)
(もっと読む)
金型装置及びこれを用いた成形体の製造方法
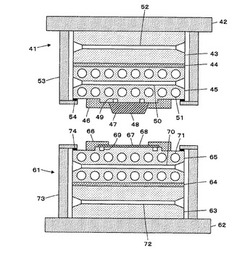
【課題】高品質の成形体を得ることができる金型装置を提供する。
【解決手段】上金型41のキャビティ型45と下金型61のキャビティ型65には、それぞれ厚さ方向の中央部に冷却用配管50及び70が配設されると共に、冷却用配管50及び70の対象表面48及び68側及び反対象表面側の双方にそれぞれ金型加熱用ヒータ51及び71が配設され、これら冷却用配管50及び70、金型加熱用ヒータ51及び71は、それぞれキャビティ型45及び65に対して対象表面48及び68と平行な面内方向にも、対象表面48及び68と垂直な方向にも対称に配置されている。キャビティ型45及び65の温度を上昇させても下降させても、キャビティ型45及び65の反りが防止される。
(もっと読む)
合成樹脂製品の製造装置及び製造方法

【課題】成樹脂廃材からなる合成樹脂製品を効率よく製造することができる合成樹脂製品の製造装置を提供する。
【解決手段】本装置1は、チャンバ内に回転可能に設けられる羽根部材を有し、該チャンバ内に投入される合成樹脂廃材を該羽根部材により攪拌溶融してゲル状物を生成するミキシング装置3と、複数の成形部35,36を有し、該複数の成形部のそれぞれに投入されたゲル状物を同時に加圧して複数のプレス成形品40,40を成形するプレス装置4と、前記ミキシング装置3で生成され前記チャンバ内から排出されるゲル状物を前記プレス装置4まで搬送して前記複数の成形部のそれぞれに投入する搬送投入装置5と、を備える。
(もっと読む)
精密プレス装置
【課題】高精度で平行度に倣う機構を有しており、特に、ナノインプリント装置にも適用可能な精密プレス装置を提供する。
【解決手段】精密プレス装置は、ガイドポスト4に固定されている受圧部1、ガイドポストに保持器5を介して摺動案内される加圧部2、受圧部1と加圧部2との各対向面に装着されるプレスステージ7a,7b、及び加圧部2を軸受部材(フリー軸受)9を介して駆動させる駆動部8を備えている。受圧部1とガイドポスト4との間及び/又は前記加圧部と保持器との間には弾性体6が介装されており、弾性体6が変形することで両プレスステージ7の面同士が互いに倣い両プレスステージに掛かる荷重を均一にすることができる。
(もっと読む)
熱硬化性樹脂成形品およびその製造方法
【課題】厚肉部の内部に生じるひずみやクラックを抑制することができる熱硬化性樹脂成形品と、その製造方法とを提供する。
【解決手段】熱硬化性樹脂成形品10では、肉厚が比較的薄い薄肉部10bの厚みをS(1〜30mm)とすると、厚肉部10aの厚みは、たとえば1.2S〜20Sとされる。そして、厚肉部10aでは、ガラス繊維含有量が30〜80wt%程度のSMC(a)1が中心部に積層され、その中心部を取り囲むように、ガラス繊維含有量が10〜40wt%のSMC(b)2が周辺部に積層されて成形されている。
(もっと読む)
プレス装置
【課題】プレス加工後においてもワークの形状が設計形状を維持することが可能なプレス装置を提供する。
【解決手段】固定プラテン40から吊り下げられ、荷重計測手段80が装着された複数の吊具70に保持された上金型10と、固定プラテン40に接離動可能な可動プラテン50に載置され、上金型10と共にワークWをプレスする下金型20を具備し、少なくとも一本の吊具70が第2の駆動手段60により長さ調整可能であり、可動プラテン50を固定プラテン40に近接させ、荷重計測手段80が計測した荷重値と、予め設定した荷重値とに基づいて、第2の駆動手段60に吊具70を長さ調整させ、上金型10のプレス面をワークWの上面に倣わせ、この状態を保持させて、可動プラテン50を固定プラテン40に近接させ、ワークWにプレス加工を施す制御手段90を具備する。
(もっと読む)
繊維基材の成形方法及び成形装置
【課題】繊維基材の圧縮成形と切断とを行う際のバリの発生を抑制できる繊維基材の成形方法及び成形装置を提供する。
【解決手段】加熱された繊維基材11を当該繊維基材11の外縁部の少なくとも一部が成形型12,13からはみ出している状態で圧縮成形する圧縮成形工程と、前記圧縮成形工程の後、前記成形型12,13を型締めしたままの状態で、前記繊維基材11の前記成形型12,13からはみ出している部分11cを切断刃25により切断する切断工程と、を含む。圧縮成形の際ではなく圧縮成形後に切断するので、バリの発生を抑制できる。
(もっと読む)
圧縮成形方法及び装置
【課題】圧縮成形サイクル時間を大幅に短縮することができる、新規且つ改良された圧縮成形方法及び装置を提供する。
【解決手段】第一の成形型部材2と、複数個の成形型を有する第二の成形型部材4a、4bの1つの成形型4aとの間で供給された合成樹脂素材16を圧縮成形し、型開後に第二の成形型部材4a、4bを可働することにより成形型4aを移動して圧縮成形された成形品18を保持した第二の成形部材4a、4bの成形型4aから成形品18を取り出し、第一の成形型部材2は、第二の成形型部材4a、4bの他の成形型4bとの間で供給された合成樹脂素材16を圧縮成形する。
(もっと読む)
軟質シートの製造方法
【課題】効率的な軟質シートの製造方法、特に圧延工程が短縮化された軟質シートの製造方法を提供すること。
【解決手段】前記軟質シートの原料である混合物と、この溶融物が通過する断面穴を有するダイとを用意し、当該混合物を当該ダイの断面穴へ通過させることにより長尺物を成形する押出工程と、前記押出工程により成形された長尺物を切断して所定の切断物を得る切断工程と、前記切断工程により得られた所定の切断物を圧延して均一な性状のシートを成形する圧延工程とを有し、前記混合物の材料がフッ素樹脂に無機質充填材を配合した組成物であり、前記押出工程により成形された長尺物の断面形状が環状であることを特徴とする軟質シートの製造方法。
(もっと読む)
感光性樹脂の成形装置
【課題】成形物に気泡が残留してしまうのを防止し、さらには、感光性樹脂からなる被成形物に直接平坦面を形成することができる、感光性樹脂の成形装置を提供する。
【解決手段】感光性樹脂からなる被成形物Wを載置する基体3と、基体3の上方に配設された透光性材料からなる押圧板4と、押圧板4の上方に配設された光源5と、基体3上に被成形物Wを載置した状態で、被成形物Wに対して押圧板4を相対的に接離可能にする昇降機構と、基体3上に載置された被成形物Wを、基体3と押圧板4との間で加圧する加圧機構と、基体3の被成形物Wを載置する側の載置面3aと被成形物Wと押圧板4の被成形物Wに当接する側の当接面7aとを内部に収容した状態で、内部を減圧可能にする減圧チャンバー2と、を備えた感光性樹脂の成形装置1。
(もっと読む)
真空チャンバの真空度制御機構及び真空度制御方法
【課題】簡易で低コストであっても、真空ポンプを保護しつつ省電力で真空チャンバ内の真空度を制御することができる制御機構と制御方法を提供する。
【解決手段】積層成形を実施する真空チャンバ8内の真空度を制御する制御機構において、前記真空チャンバ8内の真空度を計測する真空センサ7の検出値に設定した所定幅値のヒステリシスHに基づいて前記真空チャンバ8に接続された真空ポンプ3を起動・停止することにより、真空チャンバ8内の真空度を制御する制御装置1を備えた。
(もっと読む)
繊維強化プラスチックのプレス成形法
【課題】生産性良好に大量生産可能で、かつ、強度的にも優れたFRP成形品を成形することができる新規なFRPのプレス成形法を提供すること。
【解決手段】雄雌型12、14からなる成形型(附形型)を用いて行う繊維強化プラスチック(FRP)のプレス成形法。当該プレス成形法は、1)複数枚積層された所定大きさの積層プリプレグ30を、予備加熱された成形型12、14の雄型14にセットする第一工程、2)前記成形型12、14を型閉完了前から型内を排気しながら型閉して、気泡を余剰樹脂とともに追い出し附形する第二工程、及び、3)成形型12、14を硬化温度まで昇温させて、所定時間保持して硬化完了後、離型する第三工程、からなる。
(もっと読む)
光学成形品の成形方法
【課題】発光製品の発光部に装着する光学レンズ(光学成形品)を成形する樹脂材料(成形材料)の製品化率を効率良く向上し得て、製品(光学成形品)の生産性を効率良く向上させる成形方法を提供する。
【解決手段】圧縮成形用金型1(上下両型)2、3を用いて、離型テープ12を載置した所要複数個の成形孔11を有するキャリア10を、下型3の所要位置に供給して上下両型2、3を型締めすると共に、離型フィルム8を被覆した下型キャビティ4(キャビティ4の底面に所要複数個の小キャビティ5)内で加熱溶融された樹脂材料9をキャビティ底面部材6で押圧することにより、成形孔11と小キャビティ5とから成る空間部で光学レンズ15を圧縮成形した光学レンズ15を所要複数個有する成形済キャリア13を形成し、更に、成形済キャリア13の成形孔11から光学レンズ15を突き出して分離する。
(もっと読む)
成形用素材の成形方法
【課題】型セットに設定された成形用素材を成形工程の最初から無駄なく成形する成形用素材の成形方法を提供する。
【解決手段】最初の型セット21(1)が成形室22に搬入され加熱軸23a及び成形軸23bを経て徐冷軸23cに移送されると1つ間隔を置いて次の型セット21(2)が加熱軸23aに搬入される。空きとなった成形軸23bでは最初の型セット21(1)の成形で下がった温度がこの空き期間中に回復される。次に工程では冷却されて成形の完了した最初の型セット21(1)が成形室22外に排出されるとともに次の型セット21(2)が温度の回復した成形軸23bに移送されて成形が進行し、この次の型セット21(2)が徐冷軸23cに移送されるに応じて1つ間隔を置いた三番目の型セット21(3)が加熱軸23aに搬入されて最初の状態と同じ状態になる。これが繰り返され、1回目の成形から良品の成形手順の設定で進行し2個目以降の成形も良品の成形として連続して行うことができる
(もっと読む)
ストローの側部に形成する突状部の加工方法及びその加工用装置
【課題】本発明は飲料用ストローを確実に供給し、その側部に突状部を形成する際に、組立てられたストロー本体が合成樹脂製の薄いフィルムで密封されたままで加工が行える突状部の加工方法及びその加工用装置を提供することを目的とする。
【解決手段】ストロー本体1の外周と略同一な曲率とする円弧状溝21を、外周壁に所定間隔で多数本設けたドラム状の回転金型2と、前記円弧状溝21と同じ円弧状溝31を1本有した直線移動可能なブロック状の可動金型3とを用い、合成樹脂製の薄いフィルムで1本ずつ所定間隔離して密封されたストロー本体1を、回転金型2の円弧状溝21に供給した後、可動金型3を上昇させて、その可動金型3の円弧状溝31をストロー本体1に押付け、回転金型2の表面と可動金型3の上面との間にストロー本体1の側部をはみ出させて突状部11が密封状態で形成されるストローの突状部の加工方法と成す。
(もっと読む)
半導電性ゴム製品の製造方法
【課題】半導電性ゴム製品を成形する際、製造ライン中の未加硫ゴム混練物を採取して、その体積抵抗率が最終製品と良好な対応関係にある体積抵抗率調整用シートを作成する。このシートの体積抵抗率の測定値から、効率よく所望の体積抵抗率を有する半導電性ゴム製品を製造することができる半導電性ゴム製品の製造方法を提供する。
【解決手段】ゴム成分とカーボンブラックとを混練し、未加硫ゴム混練物を成形する半導電性ゴム製品の製造方法であって、未加硫ゴム混練物を採取する。該未加硫ゴム混練物を、体積抵抗率調整用シートの成形型のキャビティー4に対して、縦辺A、横辺B、厚さCがそれぞれ特定の比率であり、特定の体積比のシートに形成し、該シートを前記体積抵抗率調整用シートの成形型で成形する。得られる体積抵抗率調整用シートの体積抵抗率を測定し、この測定値により半導電性ゴム製品の製造条件を調整して体積抵抗率の調整を行う。
(もっと読む)
樹脂供給機構
【課題】樹脂封止装置やプレ成形装置などの圧縮成形装置に対して樹脂の厚みを均一の厚さで供給する。
【解決手段】樹脂封止装置やプレ成形装置などの圧縮成形装置に対して樹脂110を供給する樹脂供給機構であって、鉛直方向に伸びるシュータ112と、該シュータ112内に位置し樹脂110を拡散するための拡散体と、を備え、該拡散体を、鉛直方向上方に頂部114Pが位置するように配置された円錐コイル状体114で構成する。
(もっと読む)
強化繊維基材の圧縮賦形装置およびプリフォームの製造方法および繊維強化複合材料の製造方法
【課題】強化繊維基材が傾斜面を有する場合にあっても、同じ金型を用い、その傾斜面に対応させて容易に望ましい形状に賦形することが可能な圧縮賦形装置および方法を提供する。
【解決手段】強化繊維を含む強化繊維基材1を金型2a,2b間に挟んで加圧することにより金型賦形面の形状に沿う形状に賦形する少なくとも二つの金型と、少なくとも一つの金型に開閉動作をさせ、強化繊維基材を加圧、開放する金型駆動手段4と、金型による賦形動作に合わせて強化繊維基材を金型に対し搬入、搬出する搬送手段5とを備えた装置であって、金型の開閉動作方向に対し賦形される強化繊維基材の傾斜面に倣わせて金型賦形面を傾斜させる傾斜手段7を有することを特徴とする圧縮賦形装置、および圧縮賦形方法並びにそれらを用いて製造された繊維強化複合材料とプリフォームおよびそれらの製造方法。
(もっと読む)
積層体の圧縮賦形装置およびプリフォームの製造方法および繊維強化複合材料の製造方法
【課題】賦形すべき積層体の積層枚数が変化しても、不具合を発生させることなく、容易に望ましい形状に賦形することが可能な圧縮賦形装置および方法、並びにそれらを用いて製造された繊維強化複合材料とプリフォームおよびそれらの製造方法を提供する。
【解決手段】強化繊維を含むシート材の積層体2を相対する金型1a,1b間に挟んで加圧することにより、屈曲部を有する金型賦形面の形状に沿う形状に賦形する装置において、少なくとも一方の金型に、金型賦形面4上に屈曲部5を形成し該屈曲部の先端部が曲面に形成されたコーナー部分を、残りの金型部分から分離可能で交換可能な部材として構成したコーナー形成用部材3を設けたことを特徴とする圧縮賦形装置、それを用いる圧縮賦形方法、並びにそれらを用いて製造された繊維強化複合材料とプリフォームおよびそれらの製造方法。
(もっと読む)
摩擦材の製造方法
【課題】 短時間で成形可能な摩擦材の製造方法を提供する。
【解決手段】 繊維状物質、結合材及び摩擦調整剤を含む摩擦材組成物を用いた摩擦材の製造方法であって、
(i)少なくとも繊維状物質及び摩擦調整剤を含む原料を混合し、原料混合物を得る工程
(ii)前記原料混合物にゴム状物質を加え混錬し、摩擦材組成物を得る工程
(iii)前記摩擦材組成物を常温で加圧成形する工程
を含む摩擦材の製造方法又は(ii)の工程の後に、さらに結合材を含む原料を加え混合する工程を含む摩擦材の製造方法。
(もっと読む)
41 - 60 / 206
[ Back to top ]