
Fターム[4F206AH33]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 電気電子装置(←電子部品) (1,564)
Fターム[4F206AH33]の下位に属するFターム
送配電(←プラグ、コネクタ) (125)
プリント配線基板(←銅張積層板) (75)
封入電子部品(←ICカード) (354)
磁気テープ、磁気ディスク、磁気カード (18)
音響機器(←拡声器コーン) (12)
通信機器(←アンテナ) (32)
電気電子装置用のパネル、ケース (617)
Fターム[4F206AH33]に分類される特許
101 - 120 / 331
ガラス繊維強化樹脂組成物を射出成形して得られる電気・電子機器部品
【課題】扁平断面ガラス繊維で強化されたポリカーボネート樹脂を含む樹脂組成物を基体として、機械的強度に優れ、成形収縮率の異方性が小さく、良好な流動性および難燃特性を有する電気・電子機器部品を提供することにある。
【解決手段】(A)熱可塑性樹脂(A成分)40〜65重量%並びに(B)繊維断面の長径の平均値が10〜50μm、長径と短径の比(長径/短径)の平均値が1.5〜8である扁平断面ガラス繊維(B−1成分)および、B−1成分以外の充填材(B−2成分)よりなり、B−1成分とB−2成分の重量比(B−1成分/B−2成分)が10/90〜100/0である強化充填材(B成分)35〜60重量%の合計100重量部に対し、(C)有機リン酸エステル系難燃剤(C成分)1〜30重量部を含んでなるガラス繊維強化樹脂組成物を射出成形して得られる電気・電子機器部品。
(もっと読む)
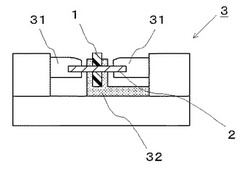
樹脂金属複合体およびその製造方法
【課題】
樹脂製のケースに金属製部材を取り付けるときに樹脂製のケースと金属製部材の接合面に残留する応力が少なく、かつ隙の発生が起き難い樹脂金属複合体を提供する。
【解決手段】
金属部材2が、金型にインサートされて樹脂部材1の形成と同時に樹脂部材1中に配され、その後樹脂部材1中に配された金属部材2を加熱することで再度樹脂部材1と金属部材2を接合する。
または、樹脂部材1を形成した後に、樹脂部材1中に加熱した金属部材2を挿入して接合する。
(もっと読む)
中空部を有する成形品の射出成形方法及び金型組立体

【課題】冷却、固化させるために長時間を必要とせず、しかも、安定した成形を可能とする、中空部を有する成形品の射出成形方法を提供する。
【解決手段】この射出成形方法は、成形品の最肉厚部を成形するキャビティの部分を挟むように配設された2つの第1の加圧流体導入部及び第2の加圧流体導入部21,22を備えてた金型組立体を用い、キャビティ内に溶融熱可塑性樹脂を射出し、キャビティ内の溶融熱可塑性樹脂に第1の加圧流体導入部を介して加圧流体を導入して中空部を形成し、加圧流体による保圧を行い、次いで、中空部内に第2の加圧流体導入部を介して加圧流体を導入し、中空部内に加圧流体を流しながら、キャビティ内の熱可塑性樹脂を冷却、固化させる。
(もっと読む)
射出成形金型
【課題】被成形部材を保護しつつ、バリの発生を防ぐことが可能な射出成形金型を提供する。
【解決手段】この射出成形金型1は、側面2aに開口する凹部2bを有する被成形部材2に対して、上型12と下型11とで被成形部材2を保持するとともに横移動型13を被成形部材2の側面2aに接触させることにより凹部2bを略密閉し、その状態で凹部2bに成形樹脂を充填するように構成されている。下型11は、その上面の載置面11aに配される被成形部材2の側面2aが当該下型11の載置面11aの端縁から垂下する側面11eよりも側方に出っ張るように形成されている。また、横移動型13は、他の型とは独立して移動するように設けられている。そして、横移動型13を下型11の側面11eに対して横移動させて被成形部材2の側面2aに弾性的に接触させ得る圧縮ばね15が設けられている。
(もっと読む)
電池の製造方法
【課題】 製造コストを低減できると共に、ケース蓋部材と電極端子部材との間のシール性を向上させることができる電池の製造方法を提供すること。
【解決手段】 リチウム二次電池100の製造方法は、電極端子部材120のうちの端子被覆部121の外周面121dに、予め絶縁性の第1樹脂からなる内側樹脂体131を形成する第1成形工程と、その後、ケース蓋部材113の端子挿通孔113hに電極端子部材120を挿通した状態で、インサート成形により、ケース蓋部材113と電極端子部材120との間に絶縁性の第2樹脂を注入して、内側樹脂体131に結合する外側樹脂体135を形成し、樹脂絶縁部材130を形成する第2成形工程とを備える。
(もっと読む)
難燃性透明ポリカーボネート系樹脂組成物
【課題】難燃性、透明性、耐衝撃性に優れるポリカーボネート系樹脂組成物、この組成物で形成された成形体及びその製造方法を提供する。
【解決手段】ポリカーボネート系樹脂100重量部に対して、ハロゲン含有トリアジン化合物の割合が4〜22重量部、フッ素樹脂の割合が0.01〜0.2重量部で構成する。前記ポリカーボネート系樹脂は、ビスフェノール型ポリカーボネート系樹脂であってもよく、塩化メチレンを用いて20℃で測定した場合、粘度平均分子量が16000以上であってもよい。前記ハロゲン含有トリアジン化合物は2,4,6−トリス(2,4,6−トリハロフェノキシ)−1,3,5−トリアジンで構成する。この樹脂組成物には、アンチモン化合物などの難燃助剤を実質的に含有させなくてもよい。
(もっと読む)
フェライト磁石の製造方法および製造装置
【課題】磁気配向の乱れや外形の変形が少ないフェライト磁石を製造するための方法と、そのフェライト磁石を製造するための製造装置を提供すること。
【解決手段】磁場が印加された金型のキャビティ内で射出成形して予備成形体を得る工程と、予備成形体を焼成する工程と、を有するフェライト磁石の製造方法である。キャビティ12が、半径方向に所定厚みの略円弧形状の横断面と軸方向に矩形状の縦断面とを有する。キャビティ12に溶融状態の
原材料を送り込むゲート60が、キャビティ12の横断面における略円弧形状の中央部であって、キャビティ12の縦断面における軸方向の一方の第1端12aに設けられている。キャビティ12から溢れた溶融状態の原材料が入り込むオーバーフロー部70が、キャビティ12の縦断面における軸方向に他方の第2端12bであって、ゲート60と向き合う位置に設けてある。磁場による磁力線は、キャビティ12の厚み方向に、キャビティ12およびオーバーフロー部70に作用する。
(もっと読む)
耐グローワイヤ性ポリエステル
【課題】耐グローワイヤ性ポリエステル成形組成物を提供する。
【解決手段】本発明は、モノ-もしくはポリ臭素化フェニル基を有する少なくとも1種のモノマー、オリゴマー、またはポリマー有機化合物と組み合わせて、亜クロム酸銅と、少なくとも1種のアンチモン含有機能性添加剤とを含む耐グローワイヤ性ポリエステル成形組成物、および、レーザー直接構造化にかけることができる耐グローワイヤ性構成部品、好ましくは家庭用機器を製造するための前記ポリエステル成形組成物の使用に関する。
(もっと読む)
長尺成形品用金型および長尺成形品の製造方法
【課題】 キャビティ内に設けたイジェクタによりキャビティの長尺成形品を突き出すと、長尺成形品にイジェクタの跡が付くという問題がある。
【解決手段】 可動型および固定型を組み合わせることにより、長尺なキャビティと、このキャビティの長手方向の一端に連通したランナーと、このキャビティの長手方向の他端に連通した樹脂溜まり部とを形成した長尺成形品用金型において、可動型側のランナーおよび樹脂溜まり部にイジェクタを設け、ランナーおよび樹脂溜まり部の溶融樹脂が冷却固化した成形物を、イジェクタにより突き出すことにより、可動型側のキャビティ中の溶融樹脂が冷却固化した長尺成形品を可動型から取り出す。
(もっと読む)
操作用成形品部材
【課題】大掛かりな遮光手段を用いることなく動作用の支持部からの光漏れを確実に防止する。
【解決手段】シーソースイッチ4は、内周面側の第1樹脂11と外周面側の第2樹脂12とから形成され、第1樹脂11は光遮蔽性樹脂からなり、第2樹脂12は光透過性樹脂からなっている。シーソースイッチ4の表面側の一部は第1樹脂11が開口されて第2樹脂12だけの開口部位13が形成され、外周面側の第2樹脂12の周囲には白色の塗装が施され、白色の塗装の上に黒色の塗装が施されている。表示記号がレーザー等により除去されて白色の塗装の表示記号が外面に露出した状態であり、内側から光を当てると表示記号の部位だけが光が白色に透過する。支持孔9の外面側を黒色に塗装された第2樹脂12で塞ぐことで光を遮蔽し、支持孔9からの光の漏れをなくす。
(もっと読む)
複合成形体の製造方法
【課題】環状のインサート部材を樹脂成形体の内部に埋め込んで成る複合成形体を射出成形にて製造するに際し、インサート部材の位置ずれや変形を良好に防止でき、また併せて樹脂成形体にボイドの発生するのを良好に防止することのできる複合成形体の製造方法を提供する。
【解決手段】複合成形体としてのリアクトル12を射出成形にて製造するに際し、コイル10を1次成形型20にて位置決めし拘束した状態で、軟磁性粉を含有した樹脂材料を射出してコア16の一部をなす第1内周側成形部32と下部成形部34とを成形し且つコイル10と一体化する。しかる後に1次成形体を2次成形型36にセットした状態で2次成形を行って外周側成形部48と第2内周側成形部50及び上成形部52を成形し且つコイル10と一体化する。
(もっと読む)
任意で部分金属コーティングを備えたプラスチック物品
金属で部分的にコーティングすることのできる易金属化組成物と難金属化組成物とを含むあるタイプの2ショット成形物品、および物品の製造方法が開示されている。 (もっと読む)
3次元成形回路部品の製造方法
【課題】枠型の基体の上側表面、下側表面、及び内壁の面に跨る導電性回路と、この基体の外壁の全表面に亘たるシールド層とを同時に形成する。
【解決手段】絶縁材からなる枠型の基体1の表面に導電性回路2となる部分及びシールド層3となる部分を残して被覆材6を射出成形し、触媒付与後に、この被覆材を溶出除去する。被覆材6で覆われていなかった部分に、無電解めっきを選択的に行なう。導電性回路2となる部分は、基体1の周囲壁12の上側表面12a、下側表面12b、及び内壁面12cに金型の内側面を当接させて、被覆材6で覆われないようにして形成する。シールド層3は、基体1の外壁面12dの全表面に金型の内側面を当接させて、被覆材6で覆われないようにして形成する。
(もっと読む)
ガラス一体樹脂成形品及びその成形法
【課題】 常用されている熱硬化性樹脂に代えてより簡易な工程で実施できる熱可塑性樹脂を使用して、その接着強度が十分なガラス部材と樹脂成形体からなるガラス一体樹脂成形品を形成する。
【解決手段】 ガラス部材を載置した金型内に樹脂を注入し当該ガラス部材の周縁に樹脂成形体を形成し当該ガラス部材と一体化して、ガラス一体樹脂成形品を得るガラス一体樹脂成形法において、当該樹脂として、熱可塑性樹脂をベース樹脂とし、これに分子中にヒドロキシ基及び/又はエポキシ基を含有する化合物を配合した樹脂組成物を使用する。熱可塑性樹脂としては、液晶ポリマー又は結晶性樹脂(ただし、液晶ポリマーを除く。)が好ましく、前記ヒドロキシ基を含有する化合物としてはフェノキシ樹脂、エポキシ基を含有する化合物としてはエポキシ樹脂が好ましい。
(もっと読む)
薄膜状インサート成形品の製造方法、および薄膜状インサート成形品
【課題】成形困難な薄膜状のシール体を確実に成形でき、しかも埋設体をシール体の成形時に的確にインサート固定して、薄膜状インサート成形品の薄型化を実現する。
【解決手段】可動金型12の装填部19・20に装填した埋設体2を、真空圧で吸着固定する(準備過程)。可動金型12を固定金型11に接合して、埋設体2を押えピン14・15で装填部19・20に押し付けて密着固定する(型閉じ過程)。成形空間13に液状のシリコーンゴムを射出したのち加熱硬化させて、薄膜状のシール体1を形成する(成形過程)。成形過程において、シリコーンゴムを成形空間13に充満させ、同時にその一部を装填部19・20と埋設体2の周側面との間の隙間に浸入させる。以て、埋設体2の装填部19・20との接合面を除く外表面がシール体1で覆われる状態で、埋設体2をシール体1にインサート固定する。
(もっと読む)
樹脂成型物製造方法、樹脂成型物、樹脂成型物ユニット
【課題】隣り合う外部表示部分の間隔や外部表示部分の大きさに関係なく、外部表示部分を有する樹脂成型物を製造する。
【解決手段】所定の金型を用いて光透過性樹脂で射出成型して、背面に凹部121を有する光透過性樹脂層120を成型する。次に、少なくとも凹部121内を光遮蔽性樹脂で充填させるよう光遮蔽性樹脂を所定の金型に流し込み、光透過性樹脂層120の背面に光遮蔽性樹脂の層である光遮蔽性樹脂層160を射出成型する。光遮蔽性樹脂層160を射出成型した後に、光遮蔽性樹脂部130以外の光遮蔽性樹脂層160または光透過性樹脂層120を切削する。これにより、外部表示部分110を有する樹脂成型物が出来上がる。
(もっと読む)
流体流動過程の解析装置、解析方法及び解析プログラム
【課題】種々の代表長さを有する充填材が含有される流体の流体流動過程における流動解析を良好に行うことができる解析装置、解析方法及び解析プログラムを提供すること。
【解決手段】流体が流動するキャビティの少なくとも一部を複数の微小要素に分割してなる3次元モデルを構築するモデル構築処理部32と、微小要素における流体の流動コンダクタンスを決定する流動コンダクタンス決定処理部33と、決定された流動コンダクタンスに基づいて微小要素における流体の圧力を算出する算出処理部34とを備え、算出された流体の圧力により解析された解析結果を出力する流体流動過程の解析装置1において、流動コンダクタンス決定処理部33は、キャビティの幅の大きさと、流体に含有される充填材の代表長さとの関係式を含む関数方程式を解くことにより決定するものである。
(もっと読む)
内部に凹凸形状を有する化粧シートを付与した成型物の製造方法
【課題】化粧シートによる絵柄模様と凹凸による立体感を併せ持つ高意匠でかつ後工程や高価な設備が必要無い、内部に凹凸形状を有する化粧シートを付与した成型物の製造方法を提供すること。
【解決手段】射出成型用金型の内面へ化粧シートを配置して射出成型してなる化粧シートを付与した成型物の製造方法において、透明又は半透明の熱可塑性樹脂シートの裏面側に凹凸形状を付与し、前記凹凸形状を付与した裏面側に絵柄模様層を設け、前記凹凸形状の凹部に着色樹脂を充填し、射出成型用金型の内面の金型面へ前記透明又は半透明の熱可塑性樹脂層の表面側が接するように配置して射出成型してなることを特徴とする。
(もっと読む)
光素子の樹脂封止成形方法及びこれに用いられる小型透明樹脂タブレット
【課題】発光ダイオードチップ等の光素子を透明樹脂材料にて効率良く封止成形するための樹脂封止成形方法とこの方法に用いられる小型の透明樹脂タブレットを提供する。
【解決手段】透明樹脂材料にて外径Dが17mm以下となる小型の透明樹脂タブレット12を形成すると共に、その長さL方向に所要形状の空隙部120を形成する。空隙部120は、その長さL方向に、外径Dに対して0.25〜0.50倍となる内径φの貫通穴121として、複数個の貫通穴123・124として、貫通穴(122)の断面形状を傾斜面状に形成し、更に、一端部を閉塞した状態の有底孔部125として、両端部を閉塞した状態の中空部126として形成する。小型透明樹脂タブレット12を成形用型の樹脂供給部に供給すると、該小型の透明樹脂タブレットは該樹脂供給部からの受熱効率の向上及び加熱溶融化作用の均等化が図られているため、迅速に且つ効率良く加熱溶融化される。
(もっと読む)
燃料電池及びその製造方法
【課題】燃料電池を構成するセパレータにゴムシールを形成する際、バリが発生することを回避して燃料電池を効率よく製造する。
【解決手段】射出成形機70を構成する下型72及び上型74によって形成されるキャビティ76には、樹脂フィルム40が予め接合された第1セパレータ16がセットされる。下型72に対して上型74を接近させて型締めを行う際、樹脂フィルム40と第1セパレータ16との合計厚みが予め規定された所定の設定寸法に比して大きい場合、前記樹脂フィルム40が下型72ないし上型74から押圧力を受け、これに伴って弾性変形域内で圧縮変形する。このために十分な型締めがなされ、下型72及び上型74にクリアランスが生じることが回避される。
(もっと読む)
101 - 120 / 331
[ Back to top ]