
接合装置および接合装置による接合方法

【課題】加圧ヘッドを備えた接合装置に関し、高速かつ高精細な実装を可能とする接合装置を提供する。
【解決手段】レーザ発振器からの照射により、レーザミラーにより反射されてバックアップガラス55を介してアレイ基板(ガラス基板)1を通過し、直接ACF10にレーザがピンポイントで照射される。このレーザ照射によりACFが溶着してTCP2とアレイ基板1とが接合される。また、加圧ヘッド30は、先端部位30bをTCP2と比較して熱伝導性が高く、熱容量が小さい材料で成型する。
【解決手段】レーザ発振器からの照射により、レーザミラーにより反射されてバックアップガラス55を介してアレイ基板(ガラス基板)1を通過し、直接ACF10にレーザがピンポイントで照射される。このレーザ照射によりACFが溶着してTCP2とアレイ基板1とが接合される。また、加圧ヘッド30は、先端部位30bをTCP2と比較して熱伝導性が高く、熱容量が小さい材料で成型する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液晶表示パネルと駆動回路基板とを接合するのに適した接合装置および接合装置による接合方法に関するものである。
【背景技術】
【0002】
近年、パーソナルコンピュータ、その他各種モニタ用の画像表示装置として、液晶表示装置が急速に普及してきている。
【0003】
この種の液晶表示装置は、一般に液晶表示パネルの背面に照明用の面状光源であるバックライトを配設することにより、所定の広がりを有する液晶面を全体として均一な明るさに照射することで、液晶面に形成された画像を可視像化するように構成されている。
【0004】
液晶表示装置は、液晶材料を2枚のガラス基板の間に封入して構成した液晶表示パネルと、液晶表示パネル上に実装された液晶材料を駆動するためのプリント回路基板と、液晶表示パネルの背面に液晶表示パネル保持フレームを介して配置されるバックライト・ユニットと、これらを覆う外枠フレームとを備えている。
【0005】
液晶表示装置の中でTFT(Thin Film Transistor:薄膜トランジスタ)液晶表示装置の場合、液晶表示パネルを構成するガラス基板のうちの一方のガラス基板はアレイ基板を構成し、他の一方のガラス基板はカラーフィルタ基板を構成する。
【0006】
ガラス基板には、液晶材料の駆動素子であるTFT、表示電極、信号線の他にプリント回路基板と電気的に接続するための引出電極などが形成されておりガラス基板上にTFTが規則的に配列されているためにアレイ基板とも称されている。
【0007】
カラーフィルタ基板には、カラーフィルタの他にコモン電極、ブラックマトリックス、配向膜などが形成されている。
【0008】
プリント回路基板は、アレイ基板に形成された引出電極とTAB(Tape Automated Bonding)テープキャリア(以下、単にTABとも称する)を介して接続(実装)されるのが一般的である。あるいはTAB技術によりテープフィルムにLSIチップを接続したパッケージ(すなわちテープキャリアパッケージ(以下、TCPとも称する))を実装することも行なわれている。また、TAB技術に限らず同一のパッケージ技術としてCOF(Chip on film/FPC)やSOF(System on Film)も挙げることができる。
【0009】
そして、TABの入力リード導体はプリント回路基板の対応する導体に接続されることになる。一方、TABの出力リード導体はアレイ基板の対応する引出電極に接続される。その接続の際、すなわちTABの入力リード導体とプリント回路基板の対応する導体との接続の際には、たとえば、はんだやACF(Anisotropic Conductive Film:異方性導電膜)あるいはACP(Anisotropic Conductive Paste:異方性導電ペースト)が用いられている。あるいは、NCP(Non Conductive Particle/Paste)などの工法や材料が用いられている。TABの出力リード導体とアレイ基板の対応する引出電極との接続の際にも同様にACFあるいはACP、NCP等が用いられている。さらに、これらの接続のみならずTCP上のLSIチップとフィルムとを接続する技術としてもACF、あるいはACP、NCP等が用いられている。
【0010】
TABを用いる実装の他に、COG(Chip On Glass)と呼ばれる実装技術がある。このCOGは、アレイ基板上にICシリコンチップ(以下、シリコンチップ)をACFあるいはACP、NCP等により接合する技術である。なお、以下においてはACFあるいはACP、NCP等を単にACFとも称することとする。
【0011】
ACFは、接着剤としての樹脂中に導電材料からなる粒子を分散させたものであり、熱可塑性樹脂を接着剤とする熱可塑型ACFと熱硬化型樹脂を接着剤とする熱硬化型ACFの2種類が存在する。熱可塑型ACFおよび熱硬化型ACFによる接合の手法は、加熱および加圧を伴う熱加圧を行なう点で一致しており、特開2002−249751号公報においては、ヒータツールおよび近赤外線ランプを照射して熱圧着する方式が開示されている。
【0012】
また、別の方式としては、特開2001−345505号公報においては、はんだに赤外線を照射することにより溶融し、たとえば光半導体素子と光実装基板とを接合する方式が開示されている。
【特許文献1】特開2002−249751号公報
【特許文献2】特開2001−345505号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
しかしながら、いずれの接合方式においても、加熱接合する際の温度は、比較的高温となる。たとえばACFを硬化するために必要な温度を200度とするとヒータツールの加熱温度は230℃〜250℃程度にする必要がある。また、はんだを溶融するためには300〜400℃程度の高温加熱が必要である。
【0014】
したがって、加熱接合するに際して、その周辺機材にもその加熱に従う温度が伝導することになる。たとえば、加圧するための加圧ヘッドは、加圧に際してチップからの温度が伝導することになる。そうすると、たとえば加圧ヘッド等の周辺機材の温度が下がらないと、次の接合等を実行することができないという問題がある。
【0015】
本発明は、上記のような問題を解決するためになされたものであって、加圧ヘッドを備えた接合装置に関し、高速かつ高精細な実装を可能とする接合装置および接合装置による接合方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
本発明に係る接合装置は、電気的な経路を形成するために被接合体としてガラス基板上に配列された複数の電極からなる引出電極と、当該ガラス基板と熱膨張率および/または熱収縮率が異なる部材上に引出電極と配置を対応させて配列された複数の電極からなる接続電極とを、それぞれ電気的にかつ形状上一体に接合する接合装置であって、ガラス基板を支持する支持台と、支持台に向かってガラス基板が置かれる方向へ部材を挟み込んで、引出電極と接続電極とを近接または接触した状態で保持する、あるいは加圧して引出電極と接続電極とを密着させるための加圧ヘッドと、引出電極と接続電極とが近接または接触もしくは密着した状態に置かれる領域にレーザ光を照射するレーザ光源とを備える。加圧ヘッドは、レーザ光源によるレーザ光の照射の際に部材と接触する先端部位と、先端部位以外の残りの部位とに分けられる。先端部位は、部材と比べて熱伝導性が同等もしくは高く、かつ、熱容量が小さい材料である。先端部位以外の残りの部位は、部材と比べて熱伝導性が低い材料を含む。
【0017】
好ましくは、加圧ヘッドは、加圧ヘッドの先端部位を冷却する冷却機構を含む。
特に、加圧ヘッドの先端部位には、冷却機構としてレーザ光が照射された後の加圧ヘッドの温度よりも低い冷却媒体が供給される孔が設けられる。
【0018】
特に、加圧ヘッドの先端部位と接触して設けられ、先端部位の熱を外部に放出する冷却手段をさらに含む。
【0019】
好ましくは、先端部位の残りの部位は、部材と比べて熱容量が大きい材料である。
本発明に係る接合装置による接合方法であって、電気的な経路を形成するために被接合体としてガラス基板上に配列された複数の電極からなる引出電極と、当該ガラス基板と熱膨張率および/または熱収縮率が異なる部材上に引出電極と配置を対応させて配列された複数の電極からなる接続電極とを、それぞれ電気的にかつ形状上一体に接合する接合装置による接合方法であって、接合装置は、レーザ光を照射するレーザ光源と、ガラス基板を支持する支持台と、部材を支持台に向かってガラス基板が置かれる側で部材を保持もしくは支持台に向かって加圧するヘッドとを備える。ヘッドは、部材と接触する先端部位と、先端部位以外の残りの部位とに分けられる。先端部位は、部材と比べて熱伝導性が同一もしくは高く、かつ、熱容量が小さい材料である。先端部位以外の残りの部位は、部材と比べて熱伝導性が低い材料を含むようにされており、ヘッドの先端部位を部材に接触させつつ、支持台に支持されたガラス基板に向かって部材をヘッドで挟み込むようにして、引出電極と接続電極とを近接または接触した状態で保持する、あるいは、加圧して引出電極と接続電極とを密着させる挟み込みステップと、引出電極と接続電極とが近接または接触もしくは密着された状態に置かれる領域にレーザ光を照射するレーザ光照射ステップとを含む。
【0020】
好ましくは、レーザ光の照射後に、ヘッドの先端部位をレーザ光照射前に温度になるように冷却する冷却ステップをさらに含む。
【0021】
特に、加圧ヘッドは、加圧ヘッドの先端部位を冷却する冷却機構を含み、
冷却ステップは、冷却機構によって行なわれる。
【0022】
特に、加圧ヘッドの先端部位には、冷却機構としてレーザ光が照射された後の加圧ヘッドの温度よりも低い温度の冷却媒体が供給される孔が設けられる。
【0023】
好ましくは、接合装置は、加圧ヘッドの先端部位と接触して設けられ、先端部位の熱を外部に放出する冷却手段をさらに含む。冷却ステップは、冷却手段によって行なわれる。
【0024】
好ましくは、レーザ光照射ステップは、第1の部材の引出電極の温度が融点を越えず、かつ、第2の部材の接続電極の温度が融点を越えないようにレーザ光を照射し、引出電極と接続電極の金属電極相互の原子の固相拡散現象により引出電極と接続電極とを接合する。
【0025】
好ましくは、挟み込みステップは、熱反応性樹脂からなる接着剤中に導電性粒子が分散された異方性導電性材料をガラス基板の引出電極と部材の接続電極との間にさらに挟み込んだ状態で、支持台に支持されたガラス基板に向かって部材をヘッドにより加圧し、レーザ光照射ステップは、異方性導電性材料に含まれる熱反応性樹脂からなる接着剤にレーザ光を照射して、引出電極と接続電極とを電気的かつ形状上一体に接合する。
【発明の効果】
【0026】
本発明に係る接合装置および接合装置による接合方法により、加圧ヘッドは、レーザ光源によるレーザ光の照射の際に被接合体と接触する先端部位と、先端部位以外の残りの部位とに分けられる。先端部位は、先端部位以外の残りの部位よりも熱伝導性が高く、熱容量が小さい材料で成型されるため、従来の加圧ヘッドよりも放熱のための時間が短縮されて実装時間を短縮することが可能であり、高速かつ安定した高精細な実装が可能である。
【発明を実施するための最良の形態】
【0027】
以下、この発明の実施の形態について図面を参照しながら詳細に説明する。なお、図中同一または相当部分には同一符号を付し、その説明は繰返さない。
【0028】
(実施の形態1)
図1は、本発明の実施の形態1に従う液晶表示装置を説明する概略ブロック図である。
【0029】
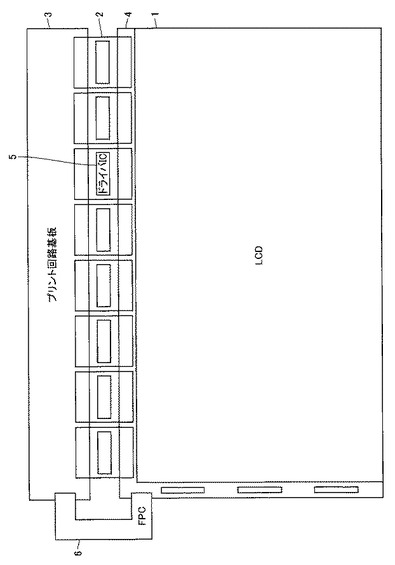
図1を参照して、本発明の実施の形態1に従う液晶表示装置は、液晶表示パネル(以下、LCDとも称する)1と、LCD1の周辺に配設された周辺回路との接続配線が設けられたインターフェイス部4と、LCD上に実装された液晶材料を駆動するためのプリント回路基板3と、プリント回路基板3と液晶表示パネルLCD1との間に設けられ、液晶表示パネルの構成素子を駆動するためのドライバIC5を含むTCP2と、プリント回路基板3とインターフェイス部4とを電気的に接続するためのフレキシブル基板(以下、FPCとも称する)6とを備える。
【0030】
以下においては、本発明の実施の形態に従う接合装置について、液晶表示パネルLCDとプリント回路基板3との接続に用いられるドライブIC5を含むTCPの接合方式、具体的には、電極同士が電気的にかつ形状上一体に接合される方式について主に説明する。
【0031】
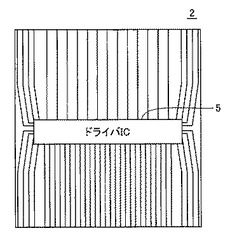
図2は、本発明の実施の形態1に従うTCPを説明する概念図である。
図2を参照して、本発明の実施の形態に従うTCPは、ドライバIC5を含み、ドライバIC5から複数の入力および出力リード導体が設けられた構成となっている。
【0032】
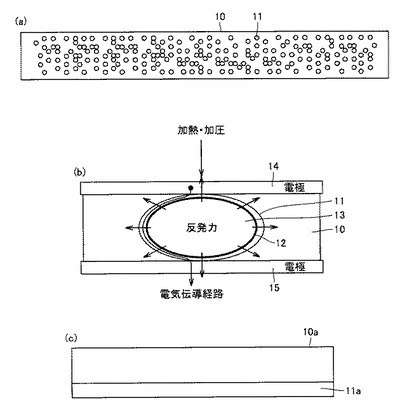
図3は、ACF10を説明する図である。
図3(a)は、ACF10の構造を説明する図である。
【0033】
図3(a)を参照して、ACF10は、エポキシ系またはアクリル系の接着剤であるバインダ10中に無数のミクロパーティクル(導電性粒子)11が含まれた構成となっている。
【0034】
図3(b)は、ACF10に加熱および加圧を加えたときの導電経路が形成される場合を説明する図である。
【0035】
図3(b)を参照して、ACF10に加熱および加圧を加えるすなわちミクロパーティクル11に加熱および加圧が加えられると、内部のニッケル(Ni)メッキ12によりコーティングされた樹脂コア13に反発力が生じることになる。これにより、この無数のミクロパーティクルが互いに結合してこのミクロパーティクルにニッケルメッキ12の外側にコーティングされた金メッキ11を介してたとえば上部電極14と下部電極15との間に導電経路が形成されることになる。これにより、接合の際において、接合部分において導電経路を形成することが可能となる。
【0036】
図3(c)は、2層構造のACFを説明する図である。
ここでは、2層構造のACFが示されており、バインダとミクロパーティクルとがそれぞれ別々の領域すなわちバインダ領域10aおよびミクロパーティクル領域11aとに分離して形成されている。当該構成においても、上述したのと同様に導電経路を形成することが可能となる。なお、2層構造のACFを用いることにより加熱および加圧を加えたときのずれを抑制することが可能となっている。
【0037】
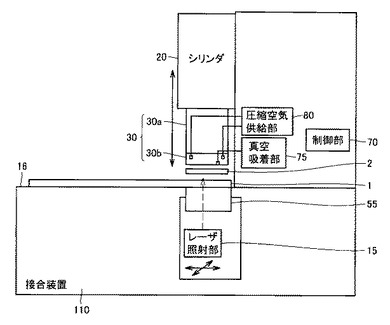
図4は、本発明の実施の形態1に従う接合装置100を説明する概念図である。
図4を参照して、本発明の実施の形態1に従う接合装置100は、ACF10に対して単色光であるレーザを照射するレーザ照射部15と、LCDであるアレイ基板(ガラス基板)1を支持するための支持台16と、支持台16に向かって加圧するための加圧ヘッド30と、シリンダ20と、レーザ照射部15と、バックアップガラス55と、接合装置100全体を制御する制御部70と、対象物を真空吸着するための真空吸着部75と、圧縮空気を供給する圧縮空気供給部80とを備える。そして、シリンダ20とアレイ基板1との間にTCP2およびACF10が挿入される。
【0038】
レーザ照射部15は、ACF10に対して所定波長のレーザを照射する。具体的には、他の波長と比較して相対的にガラスに対して透過率が高く、ACFに対して吸収率が高い波長を選択するものとする。
【0039】
シリンダ20は、加圧ヘッド30を介してTCP2とアレイ基板1との接合において加圧するためのものである。
【0040】
本発明に従う加圧ヘッド30は、後述するが2つの領域に分けられ、先端部位30bと、それ以外の部位30bとは材質が異なるものとする。
【0041】
真空吸着部75は、制御部70の指示に基づいて加圧ヘッドに設けられた吸引孔から対象物である本例においてはTCP2を真空チャックする。これにより、ACF10との接着の際の加圧により生じる可能性のあるアライメントずれを防止し、精度の高いアライメントが可能となる。
【0042】
圧縮空気供給部80は、後述するが制御部70の指示に基づいて加圧ヘッドに設けられた孔に圧縮空気を供給する。孔は、加圧ヘッドの一方の端部から他方の端部まで貫通した状態であるものとする。ここでは、一例として2つの孔が設けられていて、それぞれに対して圧縮空気供給部80から圧縮空気を供給可能な状態として設けられている場合が示されている。
【0043】
また、図4においては、一例として加圧ヘッドを介して一つの吸引孔と真空吸着部75とが接続されている場合が示されているが、これに限られず複数の吸引孔を用いて真空チャックを行なうことも当然に可能である。
【0044】
図5は、本発明の実施の形態1に従うレーザ照射部15を説明する概略ブロック図である。
【0045】
図5を参照して、本発明の実施の形態1に従うレーザ照射部15は、レーザ発振器200と、ビームエキスパンダ105と、ダイクロック110と、スリット115と、ビームサンプラー120と、レーザミラー125と、ビームエキスパンダ130と、レーザラインジェネレータ135と、アライメントレーザポインタ140と、パワーメータ145とを備える。
【0046】
レーザ発振器200は、一例として波長λ=1064nm近傍のレーザを出射するYAGレーザ等の固体レーザを用いることができる。レーザ発振器200から出射されたレーザは、ビームエキスパンダ105により所定幅の平行光線へと偏向される。そして、ダイクロック110を通過した後、スリット115によりスリット幅の光線に絞られる。スリット115通過後、ビームサンプラー120により一部の光線が反射されてパワーメータ145に入射される。パワーメータ145は、入射された光線の受光強度を検出して、レーザ発振器200から所望の光強度のレーザが出射されているかどうかを判断し、図示しないがレーザ発振器200等を制御する制御部70を介してレーザ発振器200の出力を調整する。スリット115を通過したレーザは、レーザミラー125により反射されてビームエキスパンダ130に入射される。ビームエキスパンダ130は、入射されたレーザを集光して、ACF10に対して照射する。
【0047】
アライメントレーザポインタ140は、アライメント調整のためのレーザを発振するレーザ発振器であり、たとえば可視光である波長が選択される。たとえば、本例においては、690nmのレーザが用いられる。このアライメントレーザポインタ140から出射されたレーザは、レーザラインジェネレータ135により整形されてダイクロック110を介してレーザ発振器200から出射されたレーザと同様にACF10に照射される。このレーザは、アライメント調整すなわち位置合わせのためのレーザであり、このレーザを用いて位置決め制御が行なわれる。なお、上記のレーザ照射部15においては、レーザの反射用素子としてレーザミラー125を用いた場合を説明したが、これに限られず、たとえば、レーザミラー125の代わりにレーザの反射角度の微調整が可能ないわゆるガルバノミラーあるいはポリゴンミラー等を用いることも当然に可能である。また、反射用素子を用いることなく直接レーザを照射することも可能である。
【0048】
図6は、本発明の実施の形態1に従うレーザ照射部15#を説明する概略ブロック図である。
【0049】
図6を参照して、ここでは、ガルバノミラーを用いたレーザ照射部15#が示されている。具体的には、レーザ照射部15#は、レーザ発振器100と、ガルバノミラー91,92と、ガルバノミラー91,92を矢印方向へ旋回させるガルバノメータスキャナ93,94と、ガルバノミラー91から到来するレーザ光を収束して、対象物に所定のスポット径をもって照射するfθレンズとを含む。ガルバノミラー91は、ガルバノメータスキャナ93の旋回に応答してガルバノミラー92から到来するレーザ光をX方向へ指向させる。ガルバノミラー92は、ガルバノメータスキャナ94の旋回に応答してレーザ発振器100から到来するレーザ光をY方向へ指向させる。なお、ここでは、図5で説明したアライメントレーザポインタ140、パワーメータ145、CCD150の構成については、図示していないが、図5と同様にレーザ光の光路にダイクロックあるいはサンプラーを配置することにより同様の構成とすることも当然に可能である。
【0050】
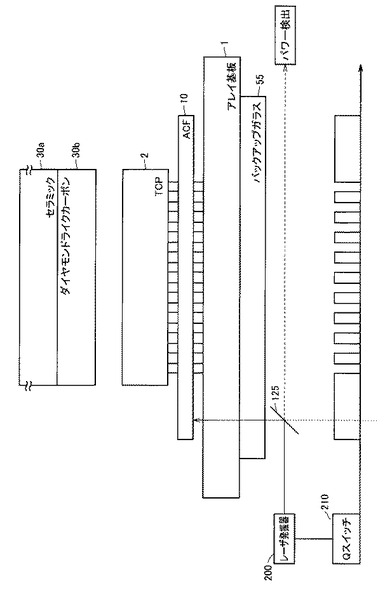
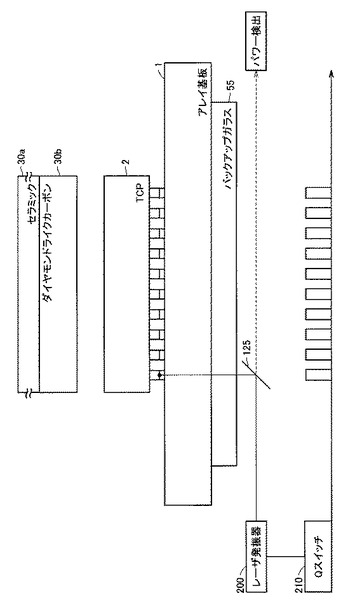
図7は、本発明の実施の形態1に従う接合装置によるアレイ基板(ガラス基板)とTCPの接合を説明する図である。
【0051】
図7に示されるように、アレイ基板(ガラス基板)1の引出電極と対応するTCP2の接続電極とを対向させて、対応するそれぞれの電極の位置合わせが行なわれ、そして、アレイ基板1の引出電極とTCP2の接続電極との間に入れられたACF10を挟みこむためにシリンダ20を用いて加圧ヘッド30と支持台16との間でアレイ基板1とTCP2とに加圧する。そして、レーザ発振器200からのレーザ照射により、レーザミラー125によりレーザが反射され、バックアップガラス55を介してアレイ基板(ガラス基板)1を通過して、直接ACF10にレーザがピンポイントで照射する。レーザの照射もしくは照射後により生じる後述するACFの硬化後にシリンダ20を用いた加圧ヘッド30による加圧を開放する。なお、加圧ヘッド30のうちの先端部位30bのみがTCP2と接触するものとする。
【0052】
ここで、電極の位置合わせは、図示していないがバックアップガラス55側から、バックアップガラス55とアレイ基板1とを通してCCDカメラ(単にカメラとも称する)で撮影し、カメラで撮影した撮像画像をたとえば制御部70等において画像処理することにより実行することが可能である。本例においては、たとえばバックアップガラス55側からカメラで撮影した場合、アレイ基板(ガラス基板)1とTCP2とを同時に撮像できるので電極の位置合わせは容易となるが、たとえばアレイ基板1およびTCP2等に設けられた基準マーク等を用いて電極の位置合わせを実行することも可能であり、バックアップガラス55側からのカメラの撮影に限らず、TCP2の上側からのカメラの撮影によっても位置合わせが可能である。
【0053】
また、このレーザ照射部15は、いわゆるレーザマーカであり、レーザ照射としては、試料載置テーブルである支持台16上に位置決めされた所定の位置に任意の軌跡を描いてレーザ光を照射することが可能である。
【0054】
一般的に、通常のレーザマーカはCADデータを用いて所定の位置に照射することができる。そのため、たとえば液晶表示パネルLCDのCADデータをそのまま用いて照射箇所の位置決め制御を行なうことができる。レーザ光の照射軌跡としては薄膜が十分に加熱するようにエネルギを局部的に集中できるものが望ましい。なお、レーザ光の照射光量および/または照射軌跡を適宜に制御することにより接着強度を適切に調整することが可能であり、たとえば、いわゆるワブリング方式あるいは塗りつぶし方式を採用することも可能である。ワブリング方式による照射軌跡は照射スポットの中心を旋回させながら進めていくものである。一方、塗りつぶし方式とは多数の平行線により照射予定領域を埋め尽くすものである。当該技術については、一般的なものであるため本願明細書においてはその詳細な説明は省略する。なお、レーザ照射として、アレイ基板1の引出電極と対応するTCP2の接続電極とに当たらないように直接ACF10にピンポイントで照射されるようにレーザ光の照射する位置を移動させることも可能であるが、アレイ基板1の引出電極と対応するTCP2の接続電極との一部あるいは全部を含むようにレーザ光を照射することも可能である。
【0055】
また、レーザ発振器200において、いわゆるQスイッチ210を用いることにより、Q値の非常に高いパルスビームを発振することが可能となる。すなわち、高エネルギー密度のレーザを照射することにより短時間での接着(実装)が可能となる。なお、本例においては、一例としてパルスビームを用いたレーザ照射を実行する場合について説明するがこれに限らずたとえば所定のエネルギー量を連続的に照射し続ける連続波ビーム(CWビーム)を照射することも当然に可能である。
【0056】
なお、図7においては、図示していないがビームサンプラーおよびパワーメータ等を用いてレーザのパワー検出が実行される場合も示している。
【0057】
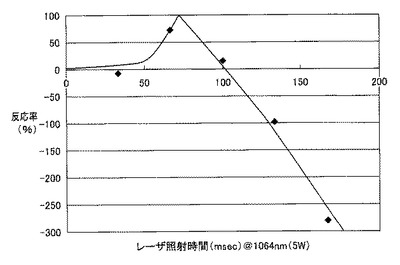
図8は、本発明の実施の形態1に従うレーザ照射によりACFが反応する時間を説明する図である。ここでは、縦軸を反応率とし、横軸を反応時間としている。なお、ここでは、1064nm程度の波長レーザを出射する新複屈折結晶体(YVO4)を用いた固体レーザで実験を行なった場合の反応時間が示されている。
【0058】
【数1】

【0059】
ここで、DSC反応熱は、いわゆる示差走査熱量測定に従って計測された反応熱を示している。示差操作熱量測定は、試料及び基準試料を一定速度で温度変化させる際に加えるエネルギ−差を測定し、試料の熱分析たとえば反応熱等を計測する効果的な手法である。
【0060】
上記の式に基づいて反応熱から反応率を算出すると、図8に示されるように約70〜80msec程度でACFをほぼ完全に硬化させることが可能となる。なお、レーザを照射しすぎるとACFにアブレーションが生じたりあるいは焦げが生じたりすることにより、ACF内部のエポキシ結合の数が増えて反応熱が増大するため上式に基づく反応率においては、完全に硬化後、見かけ上負の反応率となっている。なお、図8に示される実線は上記の算出結果に基づいて想定される推定曲線である。
【0061】
従来の方式では、熱伝導等によりACFをほぼ完全に硬化させるために概ね10〜20秒程度必要としていたが本願方式によりその10分の1以下の時間でACFを硬化させることができ、極めて高効率でACFを用いた実装が可能となる。
【0062】
図9は、本発明の実施の形態1に従う接合装置によりTCPを接合した場合の実装時間を説明する図である。
【0063】
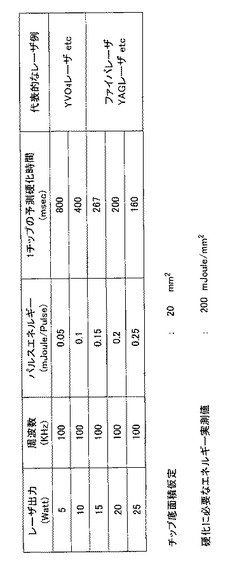
ここでは、レーザ出力(Watt)、周波数(kHz)、パルスエネルギー(mJoule/Pulse)、1チップの予測実装時間(msec)および代表的なレーザ例が示されている。なお、チップ底面積は20mm2とする。また、硬化に必要なエネルギー実測値は、200mJoule/mm2である。なお、レーザとしてここでは、代表的にYVO4レーザ、ファイバーレーザ、YAGレーザ等が示されている。ここで示されるように高出力のレーザパワーを照射することにより短時間で実装することが可能である。1チップ当りの実装時間は一秒程度以内相当である実験結果が得られており、本願発明に従う接合装置を用いることにより、極めて高速な実装が可能であることがわかる。
【0064】
図10は、本発明の実施の形態1に従うアレイ基板とTCPとの実装を実行するタイミングチャート図である。
【0065】
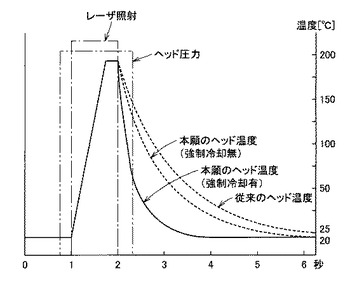
図10を参照して、実装を開始して、まず加圧ヘッドにより加圧を開始して、そしてレーザ照射を実行する。ここでは、レーザ照射として1秒程度照射した場合が示されている。ACFを硬化するためにレーザ照射した結果、TCPと接触している加圧ヘッドの温度も同様に上昇することになる。
【0066】
ここでは、加圧ヘッドの温度は200℃程度にまで上昇することになる。レーザ照射を終了すると、加圧ヘッドの温度は徐々に下降することになるが、自然放熱であるため下降に時間がかかる。
【0067】
仮に加圧ヘッドの温度が高いまま次のアレイ基板とTCPとの実装を実行した場合、レーザ照射によって加圧ヘッドの熱がさらに上昇することとなって熱膨張を引き起こし、実装むらを引き起こす可能性がある。また、レーザ照射の度に加圧ヘッドの温度が上昇することになれば、各回の実装毎で温度条件が異なるので他のプロセス条件の制御が難しく、安定した品質の接合を実現することが困難となる可能性もある。したがって、次のアレイ基板とTCPとの実装を実行する場合において、加圧ヘッドの温度を当初の温度付近にまで戻す必要があり、そのためにレーザ照射の時間を短縮したとしても1つの実装が完了して、次の実装に移るまでにかなりの時間がかかる可能性がある。
【0068】
たとえば、従来の加圧ヘッドの場合には、200℃から初期の温度(20℃)程度にまで下降するまでに4秒以上の時間がかかる場合が示されている。
【0069】
本発明の実施の形態においては、図7に示されるように加圧ヘッドを通常の加圧ヘッドではなく、先端部位30bと、残りの部位30aとに分け、先端部位30bの熱伝導性は、TCP2の熱伝導性と同等もしくは高く、熱容量は小さい材料で成型されているものとする。一方、残りの部位30aの熱伝導性は、TCP2の熱伝導性の熱伝導性よりも低く、熱容量は大きい材料で成型されているものとする。また、先端部位30bと残りの部位30aとでは、熱伝導性は先端部位30bの方が高く、熱容量については残りの部位30aの方が大きいものとする。
【0070】
たとえば、先端部位30bをダイヤモンドライクカーボンとし、先端部位以外の残りの部位30aを、先端部位30bよりも熱伝導性が低く、熱容量が大きいセラミックで成型した場合を一例として挙げる。
【0071】
そして、本実施の形態においては、加圧ヘッドの冷却機構を設けた構成である。具体的には、圧縮空気供給部80により圧縮空気を加圧ヘッドの先端部30bに設けられた孔に供給する。
【0072】
当該構成により、加圧ヘッドの先端部位30bの熱は、圧縮空気により吸熱されることになり、加圧ヘッドの先端部位30bの温度は急激に下降することになる。
【0073】
ここでは、ダイヤモンドライクカーボンで成型された先端部位30bの温度は、200℃程度にまで上昇することになるが、熱伝導性が高いとともに熱容量が小さいためダイヤモンドライクカーボンで成型された先端部位30bの熱は、比較的早く圧縮空気に供給されることになる。すなわち、熱伝導性の高い先端部位30bにより圧縮空気を介して高速に放熱し、加圧ヘッドを冷却することが可能である。
【0074】
したがって、図10においては、200℃から2秒程度で初期の温度(20℃)程度にまで下降している場合が示されている。
【0075】
これにより、1つの実装が完了して、次の実装に移るまでの時間を短縮して、高速な接合装置を実現することが可能である。さらに、レーザ照射による接合を行なう直前のアレイ基板、TCP、加圧ヘッドの温度を毎回の実行毎に同じ温度に設定することができるので、安定した接合を行なうことが可能である。すなわち、短いタクトタイムで、安定した実装品質を得ることが可能である。
【0076】
また、接合の際においては、上述したように、先端部位30bと、先端部位30以外の残りの部位30aとを比較した場合、残りの部位30aは、熱伝導性が先端部位30bよりも低い材料で成型されているため加圧ヘッドの先端部位30bから残りの部位30bへの熱が流れ出る速度は抑制されることになる。すなわち、加圧ヘッドの先端部位30aの温度が部材に対して早く上昇することになり、高速な接合を促進することが可能である。これにより、ガラス基板の温度が接合部分の温度まで上昇する前に接合を完了させることも可能である。また、部材側については、熱膨張に起因する応力が残存することも考えられるが、ガラス基板は低い温度を維持することが可能であるので歪み変形を最小限に留めることが可能である。すなわち、画像むらを抑制することが可能となる。また、加圧ヘッドの先端部位30bから加圧ヘッドに溜まった熱を先端部位30bから効率的に放熱できるためレーザ照射前の温度に復帰する時間を短縮させることが可能である。
【0077】
なお、ここでは、圧縮空気供給部80により圧縮空気を供給して加圧ヘッドを冷却する冷却機構について説明したが、圧縮空気を供給しない場合であっても加圧ヘッドの先端部位30bは、TCP2の熱伝導性と同等もしくは高く、熱容量は小さい材料で成型されているため放熱のための時間が短縮されて約4秒以内に初期の温度程度にまで短縮されることになるので従来の加圧ヘッドと比べて実装時間を短縮することが可能である。
【0078】
また、図10においては、加圧ヘッドのヘッド圧力は、加圧ヘッドの温度がある程度にまで下がった後に開放されている場合が示されている。ここでは、圧縮空気を供給して強制的に加圧ヘッドを冷却した場合に加圧ヘッドの加圧を解除した場合が一例と示されている。これは、加圧ヘッドの温度が高い場合に加圧を解除すると、加圧しているTCPの温度も高いため解除した際の開放力に基づいてTCPの位置ずれが生じる可能性があるからである。
【0079】
加圧ヘッドが解除されるまでガラス基板に実装されたTCPの搬送ならびに次の実装のためのアライメント等の動作等を実行することはできないため、本願構成の如く加圧ヘッドの温度を早期に下降させて加圧ヘッドを早期に解除することにより、次の実装に移るまでの時間を短縮して、高速な接合装置を実現することが可能である。
【0080】
なお、上記においては、アレイ基板(ガラス基板)とTCPとの実装を実行する接合装置について主に説明したがこれに限られず、他の実装たとえばCOGの実装技術やTAB/COF等の部品製造技術においても同様に適用可能である。また、ACFの代わりに導電性粒子を含まない熱反応性樹脂の接着剤を用いても、アレイ基板とTCP等とに圧力を加え、挟み込んだ状態で接着剤を硬化させるので、向かい合う電極同士が接触し、導通した状態で接合が可能となる。
【0081】
(実施の形態1の変形例)
図11は、本発明の実施の形態1の変形例に従う加圧ヘッドの形状を説明する図である。
【0082】
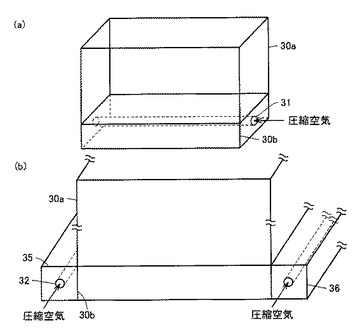
図11(a)は、加圧ヘッド30の先端部位30bにおいて、孔31が設けられた場合が示されている。
【0083】
この孔31に圧縮空気を供給することにより、圧縮空気に熱が放出され、加圧ヘッドの先端部位の温度を下げることになる。なお、圧縮空気の供給方式としては、加圧ヘッドに孔と連結される供給孔(図示せず)を設けて供給孔から圧縮空気を供給することも可能である。あるいは、加圧ヘッドに供給孔を設けず、直接孔に圧縮空気を供給することも可能である。
【0084】
図11(b)加圧ヘッドの先端部位30bに接触するように冷却機構を設けた構成である。具体的には、加圧ヘッドの先端部位30bと接触するように孔を設けた部材35,36を設けた場合が示されている。そして、孔に圧縮空気を供給することにより部材35,36を介して熱伝導性の高い先端部位30bの熱が圧縮空気に放出され、加圧ヘッドの先端部位の温度を高速に下げることになる。なお、部材35,36としては熱伝導性の高い材料を用いて成型することが可能である。たとえば、ダイヤモンドコンパウンドあるいはジェラルミン等を用いて成型することも可能である。
【0085】
なお、本例においては、孔に圧縮空気を供給して圧縮空気が熱を吸熱して加圧ヘッドの温度を下げる方式について説明したが、特に圧縮空気に限られず、レーザ照射によって上昇した加圧ヘッドの温度よりも低い温度の冷却媒体であればよく、他の気体や、液体の気化熱を利用して冷却する方式あるいはペルチェ素子も用いた冷却方式等を採用することも可能である。
【0086】
(実施の形態2)
上記の実施の形態1においては、ガラス基板1とTCP2との接合に際してACF10を用いる接合装置について説明したが、本実施の形態2においては、ACF等の薄膜の接合材料を用いずに接合する接合装置について説明する。
【0087】
図12は、本発明の実施の形態2に従う接合装置110を説明する概念図である。
図12を参照して、本発明の実施の形態2に従う接合装置110は、図4で説明した接合装置100と比較して、ACF10をガラス基板1とTCP2との間に挿入しない点が異なる。その他の点については、図4で説明したのと同様であるのでその詳細な説明は繰り返さない。
【0088】
図13は、本発明の実施の形態2に従う接合装置によるアレイ基板(ガラス基板)とTCPの接合を説明する図である。
【0089】
図13を参照して、図7で説明した方式と異なる点は、ACFを介さずにレーザ発振器100からの照射によりアレイ基板1とTCP2との金属電極の境界領域付近に直接レーザをピンポイントで照射することにより接合する。
【0090】
以下においては、本発明の実施の形態に従うTCP2のバンプ(金属電極)と、LCDのアレイ配線(金属電極)との接合方式について説明する。
【0091】
まず1つめの方式としては、レーザ照射により金属電極の一部を溶融して接合する方式(溶融拡散方式)について説明する。
【0092】
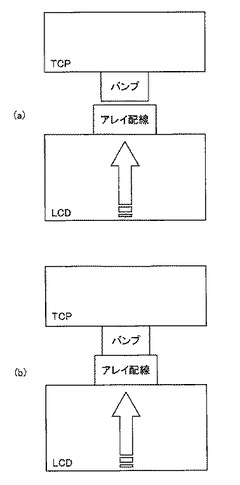
図14は、本発明の実施の形態2に従うTCP2のバンプ(金属電極)と、LCDのアレイ配線(金属電極)との接合方式を説明する図である。なお、ここでは、TCP2のバンプとLCDのアレイ配線について1組の接合について以下において説明するが、図13に示されるようにTCP2とLCD1には、それぞれバンプおよびアレイ配線が複数組設けられており、対応するバンプとアレイ配線とが互いに近接又は接触した状態で接合されるようにパターン位置が形成されているものとする。また、各組において、対応するバンプおよびアレイ配線のパターン位置が略一致した状態でレーザ照射が実行されるものとする。
【0093】
図14(a)を参照して、上側に凸型のTCP2のバンプ(金属電極)、下側に凸型のアレイ配線(金属電極)が示されている。
【0094】
そして、図13で示したようにバックアップガラス55を介してアレイ基板(ガラス基板)1を透過し、レーザ光をアレイ配線に照射する。その際、アレイ配線(金属電極)が溶融温度を越えるまでレーザ光を照射する。そうすると、レーザ光からのエネルギーによりアレイ配線の金属電極は加熱されてアレイ配線の金属電極の表面付近が溶融し、金属電極同士が近接状態である場合においても表面張力等の影響により上側の金属電極と接触状態となる。そして、接触状態となった場合、互いの金属電極において、各々の金属電極を構成する金属原子が接触状態となった金属電極に移動するいわゆる原子拡散現象が起きる。
【0095】
この原子拡散現象が生じれば互いの金属原子が混ざり合い合金が形成され、図14(b)に示されるようにTCP2のバンプとLCDのアレイ配線とが接合される。なお、この方式においては、TCP2のバンプ位置とLCDのアレイ配線との位置は保持された状態で金属電極同士の接合が行なわれる。
【0096】
なお、ここでは、一例としてバンプおよびアレイ配線を形成する金属として金(Au)およびアルミニウム(Al)等が用いられるものとする。金(Al)と、アルミニウム(Al)の融点は、約900度、約660度であり金(Au)の方がアルミニウム(Al)よりも融点が高い。
【0097】
また、加圧ヘッド30は、TCP2のバンプとLCD1のアレイ配線とが近接あるいは接触した状態で保持するものとする。加圧ヘッド30により押圧し続けた場合には、溶融しているアレイ配線(金属電極)の形状が物理的に著しく変化する可能性があるからである。これにより隣接するアレイ配線と接触してショートするあるいは電気的経路の断線となる可能性もあるため本方式においては、過剰な押圧を印加せずにアレイ配線と近接したTCP2のバンプ位置を保持することによりアレイ配線の形状を著しく変形させないようにしている。
【0098】
なお、複数のアレイ配線および複数のバンプが配列されている場合、アレイ配線間あるいはバンプ間のばらつきを考慮して、その間隔のばらつき程度の距離を押し込む程度の加圧を行なうことも可能である。
【0099】
上記においては、TCP2のバンプを形成する金属と、LCD1のアレイ配線を形成する金属の材質が異なり、バンプを形成する金属の溶融温度がLCDのアレイ配線を形成する金属の溶融温度よりも高い場合について説明した。
【0100】
一方、TCP2のバンプを形成する金属と、LCD1のアレイ配線を形成する金属の材質が同じ場合、すなわち、バンプを形成する金属の溶融温度とLCDのアレイ配線を形成する金属の溶融温度が同じ場合についても上記と同様の方式を採用することが可能であるが、同じ材質の場合、一方の金属電極のみならず両方の金属電極にレーザを照射することも可能である。また、上記においては、材質に従ってLCD1のアレイ配線を溶融する構成について説明したが、TCP2のバンプを形成する金属を溶融するようにすることも可能である。
【0101】
上記においては、レーザ照射により金属電極の一部を溶融して接合する方式(溶融拡散方式)について説明したが、次に、金属電極の一部を溶融せずに接合する方式(固相拡散方式)について説明する。
【0102】
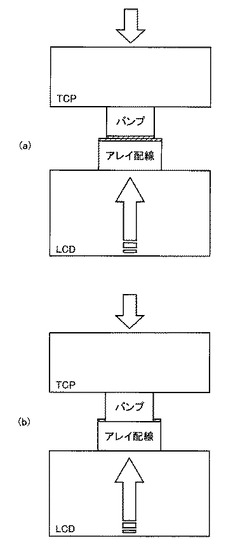
図15は、本発明の実施の形態2に従うTCP2のバンプ(金属電極)と、LCDのアレイ配線(金属電極)との別の接合方式を説明する図である。
【0103】
図15(a)を参照して、上側に凸型のTCP2のバンプ(金属電極)、下側に凸型のアレイ配線(金属電極)が示されており、上述したように互いに酸化膜を介して接触した状態であるものとする。したがって、TCP2のバンプとアレイ配線とは酸化膜により導通状態ではないものとする。
【0104】
本例の方式としては、アレイ配線(金属電極)を照射するとともに、加圧ヘッド30によりTCP2のバンプを押圧する。
【0105】
まず、図13で示したようにバックアップガラス55を介してレーザ光をアレイ配線に照射する。その際、アレイ配線(金属電極)が溶融温度を越えない溶融温度付近までレーザ光を照射する。そうすると、レーザ光からのエネルギーによりアレイ配線(金属電極)は加熱されるが、溶融温度まで達しないようにレーザ光が照射されるためアレイ配線の金属電極は溶融しない。一方、上述したように金属電極の表面に付着した酸化膜の一部はアレイ配線が溶融温度付近まで加熱されるに従い、アレイ配線(金属電極)内部に溶け込む逆拡散現象が生じる。
【0106】
また、加圧ヘッド30によりTCP2のバンプが押圧されるためアレイ配線およびバンプの表面に付着した酸化膜の膜厚が薄くなり結果的にバンプとアレイ配線の少なくとも一部の金属同士が直接接触することになる。そうすると、アレイ配線(金属電極)内部のエネルギーの増大した金属原子は、金属同士が直接接触した部分を介してバンプ(金属電極)の金属原子と原子拡散現象を引き起こす。これにより、図15(b)に示されるように上述したように互いの金属原子が混ざり合い合金が形成されて、バンプとアレイ配線とが接合されることになる。なお、固相拡散方式の場合には、金属電極は溶融して接合される方式ではないためたとえば上述したように隣接するアレイ配線と接触してショートするあるいは電気的経路の断線となる可能性がないため金属電極同士を安全に接合することが可能となる。また、アレイ配線の材質と加熱温度との関係によっては、上記の酸化膜について逆拡散現象が生じない場合も考えられるが、この場合には、TCP2のバンプを押圧することによりアレイ配線(金属電極)の表面に付着した酸化膜を機械的に破って金属を露出ささて、上述したように金属同士が直接接触した部分を介して上述した金属原子の原子拡散現象を引き起こすようにすることも可能である。
【0107】
上述したように、本発明に従う接合方式は、金属電極を所定波長のレーザでレーザ照射することにより原子拡散現象により互いの金属電極の金属原子をピンポイントで反応させて金属電極同士を接合する。したがって、ACF等の薄膜材料を用いて金属電極を接合する必要は無く、金属電極同士の接合時間を短縮することができ、高速かつ高精細な実装が可能となる。
【0108】
本実施の形態2においても、加圧ヘッドを用いてTCP2のバンプとLCD1のアレイ配線とを挟み込んで近接あるいは接触した状態となるように保持する。あるいは、加圧ヘッドを用いてTCP2のバンプとLCD1のアレイ配線とを挟み込んで、支持台16に向かって加圧してTCP2のバンプとLCD1のアレイ配線とを密着させるため実施の形態1で説明したのと同様に、レーザ照射に伴ない加圧ヘッドの温度は上昇することになる。レーザ照射を終了すると、加圧ヘッドの温度は徐々に下降することになるが、自然放熱であるため下降に時間がかかる。
【0109】
本実施の形態2に従う接合装置においても、実施の形態1と同様に加圧ヘッドに対して冷却機構を設ける。具体的には、圧縮空気供給部80により圧縮空気を加圧ヘッドの先端部30bに設けられた孔に供給する。
【0110】
当該構成により、図10で説明したのと同様に加圧ヘッドの先端部位30bの熱は、圧縮空気により吸熱されることになり、加圧ヘッドの先端部位30bの温度は急激に下降することになる。
【0111】
これにより、1つの実装が完了して、次の実装に移るまでの時間を短縮して、高速な接合装置を実現することが可能である。
【0112】
なお、図11で説明した加圧ヘッドを用いて圧縮空気を供給して加圧ヘッドの温度を低下させるようにすることも当然に可能である。
【0113】
また、実施の形態1と同様に、本例においては圧縮空気供給部80により圧縮空気を供給して加圧ヘッドを冷却する冷却機構について説明したが、圧縮空気を供給しない場合であっても加圧ヘッドの先端部位30bは、TCP2の熱伝導性と同等もしくは高く、熱容量は小さい材料で成型されているため放熱のための時間が短縮されて約4秒以内に初期の温度程度にまで短縮されることになるので従来の加圧ヘッドと比べて実装時間を短縮することが可能である。
【0114】
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【図面の簡単な説明】
【0115】
【図1】本発明の実施の形態1に従う液晶表示装置を説明する概略ブロック図である。
【図2】本発明の実施の形態1に従うTCPを説明する概念図である。
【図3】ACFを説明する図である。
【図4】本発明の実施の形態1に従う接合装置100を説明する概念図である。
【図5】本発明の実施の形態1に従うレーザ照射部15を説明する概略ブロック図である。
【図6】本発明の実施の形態1に従うレーザ照射部15#を説明する概略ブロック図である。
【図7】本発明の実施の形態1に従う接合装置によるアレイ基板とTCPの接合を説明する図である。
【図8】本発明の実施の形態1に従うレーザ照射によりACFが反応する時間を説明する図である。
【図9】本発明の実施の形態1に従う接合装置によりTCPを接合した場合の実装時間を説明する図である。
【図10】本発明の実施の形態1に従うアレイ基板とTCPとの実装を実行するタイミングチャート図である。
【図11】本発明の実施の形態1の変形例に従う加圧ヘッドの形状を説明する図である。
【図12】本発明の実施の形態2に従う接合装置110を説明する概念図である。
【図13】本発明の実施の形態2に従う接合装置によるアレイ基板とTCPの接合を説明する図である。
【図14】本発明の実施の形態2に従うTCP2のバンプ(金属電極)と、LCDのアレイ配線(金属電極)との接合方式を説明する図である。
【図15】本発明の実施の形態2に従うTCP2のバンプと、LCDのアレイ配線との別の接合方式を説明する図である。
【符号の説明】
【0116】
1 LCD、2 TCP、3 プリント回路基板、4 インターフェイス部、5 ドライバIC、6 FPC、15,40 レーザ照射部、16 支持台、20 シリンダ、30 加圧ヘッド、31,32,36 孔、45 測定部、55 バックアップガラス、60 カメラ、70 制御部、80 圧縮空気供給部、100,110 接合装置、105,130 ビームエキスパンダ、115 スリット、120 ビームサンプラー 、140 アライメントレーザポインタ、145 パワーメータ、180,200 レーザ発振器、210 Qスイッチ。
【技術分野】
【0001】
本発明は、液晶表示パネルと駆動回路基板とを接合するのに適した接合装置および接合装置による接合方法に関するものである。
【背景技術】
【0002】
近年、パーソナルコンピュータ、その他各種モニタ用の画像表示装置として、液晶表示装置が急速に普及してきている。
【0003】
この種の液晶表示装置は、一般に液晶表示パネルの背面に照明用の面状光源であるバックライトを配設することにより、所定の広がりを有する液晶面を全体として均一な明るさに照射することで、液晶面に形成された画像を可視像化するように構成されている。
【0004】
液晶表示装置は、液晶材料を2枚のガラス基板の間に封入して構成した液晶表示パネルと、液晶表示パネル上に実装された液晶材料を駆動するためのプリント回路基板と、液晶表示パネルの背面に液晶表示パネル保持フレームを介して配置されるバックライト・ユニットと、これらを覆う外枠フレームとを備えている。
【0005】
液晶表示装置の中でTFT(Thin Film Transistor:薄膜トランジスタ)液晶表示装置の場合、液晶表示パネルを構成するガラス基板のうちの一方のガラス基板はアレイ基板を構成し、他の一方のガラス基板はカラーフィルタ基板を構成する。
【0006】
ガラス基板には、液晶材料の駆動素子であるTFT、表示電極、信号線の他にプリント回路基板と電気的に接続するための引出電極などが形成されておりガラス基板上にTFTが規則的に配列されているためにアレイ基板とも称されている。
【0007】
カラーフィルタ基板には、カラーフィルタの他にコモン電極、ブラックマトリックス、配向膜などが形成されている。
【0008】
プリント回路基板は、アレイ基板に形成された引出電極とTAB(Tape Automated Bonding)テープキャリア(以下、単にTABとも称する)を介して接続(実装)されるのが一般的である。あるいはTAB技術によりテープフィルムにLSIチップを接続したパッケージ(すなわちテープキャリアパッケージ(以下、TCPとも称する))を実装することも行なわれている。また、TAB技術に限らず同一のパッケージ技術としてCOF(Chip on film/FPC)やSOF(System on Film)も挙げることができる。
【0009】
そして、TABの入力リード導体はプリント回路基板の対応する導体に接続されることになる。一方、TABの出力リード導体はアレイ基板の対応する引出電極に接続される。その接続の際、すなわちTABの入力リード導体とプリント回路基板の対応する導体との接続の際には、たとえば、はんだやACF(Anisotropic Conductive Film:異方性導電膜)あるいはACP(Anisotropic Conductive Paste:異方性導電ペースト)が用いられている。あるいは、NCP(Non Conductive Particle/Paste)などの工法や材料が用いられている。TABの出力リード導体とアレイ基板の対応する引出電極との接続の際にも同様にACFあるいはACP、NCP等が用いられている。さらに、これらの接続のみならずTCP上のLSIチップとフィルムとを接続する技術としてもACF、あるいはACP、NCP等が用いられている。
【0010】
TABを用いる実装の他に、COG(Chip On Glass)と呼ばれる実装技術がある。このCOGは、アレイ基板上にICシリコンチップ(以下、シリコンチップ)をACFあるいはACP、NCP等により接合する技術である。なお、以下においてはACFあるいはACP、NCP等を単にACFとも称することとする。
【0011】
ACFは、接着剤としての樹脂中に導電材料からなる粒子を分散させたものであり、熱可塑性樹脂を接着剤とする熱可塑型ACFと熱硬化型樹脂を接着剤とする熱硬化型ACFの2種類が存在する。熱可塑型ACFおよび熱硬化型ACFによる接合の手法は、加熱および加圧を伴う熱加圧を行なう点で一致しており、特開2002−249751号公報においては、ヒータツールおよび近赤外線ランプを照射して熱圧着する方式が開示されている。
【0012】
また、別の方式としては、特開2001−345505号公報においては、はんだに赤外線を照射することにより溶融し、たとえば光半導体素子と光実装基板とを接合する方式が開示されている。
【特許文献1】特開2002−249751号公報
【特許文献2】特開2001−345505号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
しかしながら、いずれの接合方式においても、加熱接合する際の温度は、比較的高温となる。たとえばACFを硬化するために必要な温度を200度とするとヒータツールの加熱温度は230℃〜250℃程度にする必要がある。また、はんだを溶融するためには300〜400℃程度の高温加熱が必要である。
【0014】
したがって、加熱接合するに際して、その周辺機材にもその加熱に従う温度が伝導することになる。たとえば、加圧するための加圧ヘッドは、加圧に際してチップからの温度が伝導することになる。そうすると、たとえば加圧ヘッド等の周辺機材の温度が下がらないと、次の接合等を実行することができないという問題がある。
【0015】
本発明は、上記のような問題を解決するためになされたものであって、加圧ヘッドを備えた接合装置に関し、高速かつ高精細な実装を可能とする接合装置および接合装置による接合方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
本発明に係る接合装置は、電気的な経路を形成するために被接合体としてガラス基板上に配列された複数の電極からなる引出電極と、当該ガラス基板と熱膨張率および/または熱収縮率が異なる部材上に引出電極と配置を対応させて配列された複数の電極からなる接続電極とを、それぞれ電気的にかつ形状上一体に接合する接合装置であって、ガラス基板を支持する支持台と、支持台に向かってガラス基板が置かれる方向へ部材を挟み込んで、引出電極と接続電極とを近接または接触した状態で保持する、あるいは加圧して引出電極と接続電極とを密着させるための加圧ヘッドと、引出電極と接続電極とが近接または接触もしくは密着した状態に置かれる領域にレーザ光を照射するレーザ光源とを備える。加圧ヘッドは、レーザ光源によるレーザ光の照射の際に部材と接触する先端部位と、先端部位以外の残りの部位とに分けられる。先端部位は、部材と比べて熱伝導性が同等もしくは高く、かつ、熱容量が小さい材料である。先端部位以外の残りの部位は、部材と比べて熱伝導性が低い材料を含む。
【0017】
好ましくは、加圧ヘッドは、加圧ヘッドの先端部位を冷却する冷却機構を含む。
特に、加圧ヘッドの先端部位には、冷却機構としてレーザ光が照射された後の加圧ヘッドの温度よりも低い冷却媒体が供給される孔が設けられる。
【0018】
特に、加圧ヘッドの先端部位と接触して設けられ、先端部位の熱を外部に放出する冷却手段をさらに含む。
【0019】
好ましくは、先端部位の残りの部位は、部材と比べて熱容量が大きい材料である。
本発明に係る接合装置による接合方法であって、電気的な経路を形成するために被接合体としてガラス基板上に配列された複数の電極からなる引出電極と、当該ガラス基板と熱膨張率および/または熱収縮率が異なる部材上に引出電極と配置を対応させて配列された複数の電極からなる接続電極とを、それぞれ電気的にかつ形状上一体に接合する接合装置による接合方法であって、接合装置は、レーザ光を照射するレーザ光源と、ガラス基板を支持する支持台と、部材を支持台に向かってガラス基板が置かれる側で部材を保持もしくは支持台に向かって加圧するヘッドとを備える。ヘッドは、部材と接触する先端部位と、先端部位以外の残りの部位とに分けられる。先端部位は、部材と比べて熱伝導性が同一もしくは高く、かつ、熱容量が小さい材料である。先端部位以外の残りの部位は、部材と比べて熱伝導性が低い材料を含むようにされており、ヘッドの先端部位を部材に接触させつつ、支持台に支持されたガラス基板に向かって部材をヘッドで挟み込むようにして、引出電極と接続電極とを近接または接触した状態で保持する、あるいは、加圧して引出電極と接続電極とを密着させる挟み込みステップと、引出電極と接続電極とが近接または接触もしくは密着された状態に置かれる領域にレーザ光を照射するレーザ光照射ステップとを含む。
【0020】
好ましくは、レーザ光の照射後に、ヘッドの先端部位をレーザ光照射前に温度になるように冷却する冷却ステップをさらに含む。
【0021】
特に、加圧ヘッドは、加圧ヘッドの先端部位を冷却する冷却機構を含み、
冷却ステップは、冷却機構によって行なわれる。
【0022】
特に、加圧ヘッドの先端部位には、冷却機構としてレーザ光が照射された後の加圧ヘッドの温度よりも低い温度の冷却媒体が供給される孔が設けられる。
【0023】
好ましくは、接合装置は、加圧ヘッドの先端部位と接触して設けられ、先端部位の熱を外部に放出する冷却手段をさらに含む。冷却ステップは、冷却手段によって行なわれる。
【0024】
好ましくは、レーザ光照射ステップは、第1の部材の引出電極の温度が融点を越えず、かつ、第2の部材の接続電極の温度が融点を越えないようにレーザ光を照射し、引出電極と接続電極の金属電極相互の原子の固相拡散現象により引出電極と接続電極とを接合する。
【0025】
好ましくは、挟み込みステップは、熱反応性樹脂からなる接着剤中に導電性粒子が分散された異方性導電性材料をガラス基板の引出電極と部材の接続電極との間にさらに挟み込んだ状態で、支持台に支持されたガラス基板に向かって部材をヘッドにより加圧し、レーザ光照射ステップは、異方性導電性材料に含まれる熱反応性樹脂からなる接着剤にレーザ光を照射して、引出電極と接続電極とを電気的かつ形状上一体に接合する。
【発明の効果】
【0026】
本発明に係る接合装置および接合装置による接合方法により、加圧ヘッドは、レーザ光源によるレーザ光の照射の際に被接合体と接触する先端部位と、先端部位以外の残りの部位とに分けられる。先端部位は、先端部位以外の残りの部位よりも熱伝導性が高く、熱容量が小さい材料で成型されるため、従来の加圧ヘッドよりも放熱のための時間が短縮されて実装時間を短縮することが可能であり、高速かつ安定した高精細な実装が可能である。
【発明を実施するための最良の形態】
【0027】
以下、この発明の実施の形態について図面を参照しながら詳細に説明する。なお、図中同一または相当部分には同一符号を付し、その説明は繰返さない。
【0028】
(実施の形態1)
図1は、本発明の実施の形態1に従う液晶表示装置を説明する概略ブロック図である。
【0029】
図1を参照して、本発明の実施の形態1に従う液晶表示装置は、液晶表示パネル(以下、LCDとも称する)1と、LCD1の周辺に配設された周辺回路との接続配線が設けられたインターフェイス部4と、LCD上に実装された液晶材料を駆動するためのプリント回路基板3と、プリント回路基板3と液晶表示パネルLCD1との間に設けられ、液晶表示パネルの構成素子を駆動するためのドライバIC5を含むTCP2と、プリント回路基板3とインターフェイス部4とを電気的に接続するためのフレキシブル基板(以下、FPCとも称する)6とを備える。
【0030】
以下においては、本発明の実施の形態に従う接合装置について、液晶表示パネルLCDとプリント回路基板3との接続に用いられるドライブIC5を含むTCPの接合方式、具体的には、電極同士が電気的にかつ形状上一体に接合される方式について主に説明する。
【0031】
図2は、本発明の実施の形態1に従うTCPを説明する概念図である。
図2を参照して、本発明の実施の形態に従うTCPは、ドライバIC5を含み、ドライバIC5から複数の入力および出力リード導体が設けられた構成となっている。
【0032】
図3は、ACF10を説明する図である。
図3(a)は、ACF10の構造を説明する図である。
【0033】
図3(a)を参照して、ACF10は、エポキシ系またはアクリル系の接着剤であるバインダ10中に無数のミクロパーティクル(導電性粒子)11が含まれた構成となっている。
【0034】
図3(b)は、ACF10に加熱および加圧を加えたときの導電経路が形成される場合を説明する図である。
【0035】
図3(b)を参照して、ACF10に加熱および加圧を加えるすなわちミクロパーティクル11に加熱および加圧が加えられると、内部のニッケル(Ni)メッキ12によりコーティングされた樹脂コア13に反発力が生じることになる。これにより、この無数のミクロパーティクルが互いに結合してこのミクロパーティクルにニッケルメッキ12の外側にコーティングされた金メッキ11を介してたとえば上部電極14と下部電極15との間に導電経路が形成されることになる。これにより、接合の際において、接合部分において導電経路を形成することが可能となる。
【0036】
図3(c)は、2層構造のACFを説明する図である。
ここでは、2層構造のACFが示されており、バインダとミクロパーティクルとがそれぞれ別々の領域すなわちバインダ領域10aおよびミクロパーティクル領域11aとに分離して形成されている。当該構成においても、上述したのと同様に導電経路を形成することが可能となる。なお、2層構造のACFを用いることにより加熱および加圧を加えたときのずれを抑制することが可能となっている。
【0037】
図4は、本発明の実施の形態1に従う接合装置100を説明する概念図である。
図4を参照して、本発明の実施の形態1に従う接合装置100は、ACF10に対して単色光であるレーザを照射するレーザ照射部15と、LCDであるアレイ基板(ガラス基板)1を支持するための支持台16と、支持台16に向かって加圧するための加圧ヘッド30と、シリンダ20と、レーザ照射部15と、バックアップガラス55と、接合装置100全体を制御する制御部70と、対象物を真空吸着するための真空吸着部75と、圧縮空気を供給する圧縮空気供給部80とを備える。そして、シリンダ20とアレイ基板1との間にTCP2およびACF10が挿入される。
【0038】
レーザ照射部15は、ACF10に対して所定波長のレーザを照射する。具体的には、他の波長と比較して相対的にガラスに対して透過率が高く、ACFに対して吸収率が高い波長を選択するものとする。
【0039】
シリンダ20は、加圧ヘッド30を介してTCP2とアレイ基板1との接合において加圧するためのものである。
【0040】
本発明に従う加圧ヘッド30は、後述するが2つの領域に分けられ、先端部位30bと、それ以外の部位30bとは材質が異なるものとする。
【0041】
真空吸着部75は、制御部70の指示に基づいて加圧ヘッドに設けられた吸引孔から対象物である本例においてはTCP2を真空チャックする。これにより、ACF10との接着の際の加圧により生じる可能性のあるアライメントずれを防止し、精度の高いアライメントが可能となる。
【0042】
圧縮空気供給部80は、後述するが制御部70の指示に基づいて加圧ヘッドに設けられた孔に圧縮空気を供給する。孔は、加圧ヘッドの一方の端部から他方の端部まで貫通した状態であるものとする。ここでは、一例として2つの孔が設けられていて、それぞれに対して圧縮空気供給部80から圧縮空気を供給可能な状態として設けられている場合が示されている。
【0043】
また、図4においては、一例として加圧ヘッドを介して一つの吸引孔と真空吸着部75とが接続されている場合が示されているが、これに限られず複数の吸引孔を用いて真空チャックを行なうことも当然に可能である。
【0044】
図5は、本発明の実施の形態1に従うレーザ照射部15を説明する概略ブロック図である。
【0045】
図5を参照して、本発明の実施の形態1に従うレーザ照射部15は、レーザ発振器200と、ビームエキスパンダ105と、ダイクロック110と、スリット115と、ビームサンプラー120と、レーザミラー125と、ビームエキスパンダ130と、レーザラインジェネレータ135と、アライメントレーザポインタ140と、パワーメータ145とを備える。
【0046】
レーザ発振器200は、一例として波長λ=1064nm近傍のレーザを出射するYAGレーザ等の固体レーザを用いることができる。レーザ発振器200から出射されたレーザは、ビームエキスパンダ105により所定幅の平行光線へと偏向される。そして、ダイクロック110を通過した後、スリット115によりスリット幅の光線に絞られる。スリット115通過後、ビームサンプラー120により一部の光線が反射されてパワーメータ145に入射される。パワーメータ145は、入射された光線の受光強度を検出して、レーザ発振器200から所望の光強度のレーザが出射されているかどうかを判断し、図示しないがレーザ発振器200等を制御する制御部70を介してレーザ発振器200の出力を調整する。スリット115を通過したレーザは、レーザミラー125により反射されてビームエキスパンダ130に入射される。ビームエキスパンダ130は、入射されたレーザを集光して、ACF10に対して照射する。
【0047】
アライメントレーザポインタ140は、アライメント調整のためのレーザを発振するレーザ発振器であり、たとえば可視光である波長が選択される。たとえば、本例においては、690nmのレーザが用いられる。このアライメントレーザポインタ140から出射されたレーザは、レーザラインジェネレータ135により整形されてダイクロック110を介してレーザ発振器200から出射されたレーザと同様にACF10に照射される。このレーザは、アライメント調整すなわち位置合わせのためのレーザであり、このレーザを用いて位置決め制御が行なわれる。なお、上記のレーザ照射部15においては、レーザの反射用素子としてレーザミラー125を用いた場合を説明したが、これに限られず、たとえば、レーザミラー125の代わりにレーザの反射角度の微調整が可能ないわゆるガルバノミラーあるいはポリゴンミラー等を用いることも当然に可能である。また、反射用素子を用いることなく直接レーザを照射することも可能である。
【0048】
図6は、本発明の実施の形態1に従うレーザ照射部15#を説明する概略ブロック図である。
【0049】
図6を参照して、ここでは、ガルバノミラーを用いたレーザ照射部15#が示されている。具体的には、レーザ照射部15#は、レーザ発振器100と、ガルバノミラー91,92と、ガルバノミラー91,92を矢印方向へ旋回させるガルバノメータスキャナ93,94と、ガルバノミラー91から到来するレーザ光を収束して、対象物に所定のスポット径をもって照射するfθレンズとを含む。ガルバノミラー91は、ガルバノメータスキャナ93の旋回に応答してガルバノミラー92から到来するレーザ光をX方向へ指向させる。ガルバノミラー92は、ガルバノメータスキャナ94の旋回に応答してレーザ発振器100から到来するレーザ光をY方向へ指向させる。なお、ここでは、図5で説明したアライメントレーザポインタ140、パワーメータ145、CCD150の構成については、図示していないが、図5と同様にレーザ光の光路にダイクロックあるいはサンプラーを配置することにより同様の構成とすることも当然に可能である。
【0050】
図7は、本発明の実施の形態1に従う接合装置によるアレイ基板(ガラス基板)とTCPの接合を説明する図である。
【0051】
図7に示されるように、アレイ基板(ガラス基板)1の引出電極と対応するTCP2の接続電極とを対向させて、対応するそれぞれの電極の位置合わせが行なわれ、そして、アレイ基板1の引出電極とTCP2の接続電極との間に入れられたACF10を挟みこむためにシリンダ20を用いて加圧ヘッド30と支持台16との間でアレイ基板1とTCP2とに加圧する。そして、レーザ発振器200からのレーザ照射により、レーザミラー125によりレーザが反射され、バックアップガラス55を介してアレイ基板(ガラス基板)1を通過して、直接ACF10にレーザがピンポイントで照射する。レーザの照射もしくは照射後により生じる後述するACFの硬化後にシリンダ20を用いた加圧ヘッド30による加圧を開放する。なお、加圧ヘッド30のうちの先端部位30bのみがTCP2と接触するものとする。
【0052】
ここで、電極の位置合わせは、図示していないがバックアップガラス55側から、バックアップガラス55とアレイ基板1とを通してCCDカメラ(単にカメラとも称する)で撮影し、カメラで撮影した撮像画像をたとえば制御部70等において画像処理することにより実行することが可能である。本例においては、たとえばバックアップガラス55側からカメラで撮影した場合、アレイ基板(ガラス基板)1とTCP2とを同時に撮像できるので電極の位置合わせは容易となるが、たとえばアレイ基板1およびTCP2等に設けられた基準マーク等を用いて電極の位置合わせを実行することも可能であり、バックアップガラス55側からのカメラの撮影に限らず、TCP2の上側からのカメラの撮影によっても位置合わせが可能である。
【0053】
また、このレーザ照射部15は、いわゆるレーザマーカであり、レーザ照射としては、試料載置テーブルである支持台16上に位置決めされた所定の位置に任意の軌跡を描いてレーザ光を照射することが可能である。
【0054】
一般的に、通常のレーザマーカはCADデータを用いて所定の位置に照射することができる。そのため、たとえば液晶表示パネルLCDのCADデータをそのまま用いて照射箇所の位置決め制御を行なうことができる。レーザ光の照射軌跡としては薄膜が十分に加熱するようにエネルギを局部的に集中できるものが望ましい。なお、レーザ光の照射光量および/または照射軌跡を適宜に制御することにより接着強度を適切に調整することが可能であり、たとえば、いわゆるワブリング方式あるいは塗りつぶし方式を採用することも可能である。ワブリング方式による照射軌跡は照射スポットの中心を旋回させながら進めていくものである。一方、塗りつぶし方式とは多数の平行線により照射予定領域を埋め尽くすものである。当該技術については、一般的なものであるため本願明細書においてはその詳細な説明は省略する。なお、レーザ照射として、アレイ基板1の引出電極と対応するTCP2の接続電極とに当たらないように直接ACF10にピンポイントで照射されるようにレーザ光の照射する位置を移動させることも可能であるが、アレイ基板1の引出電極と対応するTCP2の接続電極との一部あるいは全部を含むようにレーザ光を照射することも可能である。
【0055】
また、レーザ発振器200において、いわゆるQスイッチ210を用いることにより、Q値の非常に高いパルスビームを発振することが可能となる。すなわち、高エネルギー密度のレーザを照射することにより短時間での接着(実装)が可能となる。なお、本例においては、一例としてパルスビームを用いたレーザ照射を実行する場合について説明するがこれに限らずたとえば所定のエネルギー量を連続的に照射し続ける連続波ビーム(CWビーム)を照射することも当然に可能である。
【0056】
なお、図7においては、図示していないがビームサンプラーおよびパワーメータ等を用いてレーザのパワー検出が実行される場合も示している。
【0057】
図8は、本発明の実施の形態1に従うレーザ照射によりACFが反応する時間を説明する図である。ここでは、縦軸を反応率とし、横軸を反応時間としている。なお、ここでは、1064nm程度の波長レーザを出射する新複屈折結晶体(YVO4)を用いた固体レーザで実験を行なった場合の反応時間が示されている。
【0058】
【数1】
【0059】
ここで、DSC反応熱は、いわゆる示差走査熱量測定に従って計測された反応熱を示している。示差操作熱量測定は、試料及び基準試料を一定速度で温度変化させる際に加えるエネルギ−差を測定し、試料の熱分析たとえば反応熱等を計測する効果的な手法である。
【0060】
上記の式に基づいて反応熱から反応率を算出すると、図8に示されるように約70〜80msec程度でACFをほぼ完全に硬化させることが可能となる。なお、レーザを照射しすぎるとACFにアブレーションが生じたりあるいは焦げが生じたりすることにより、ACF内部のエポキシ結合の数が増えて反応熱が増大するため上式に基づく反応率においては、完全に硬化後、見かけ上負の反応率となっている。なお、図8に示される実線は上記の算出結果に基づいて想定される推定曲線である。
【0061】
従来の方式では、熱伝導等によりACFをほぼ完全に硬化させるために概ね10〜20秒程度必要としていたが本願方式によりその10分の1以下の時間でACFを硬化させることができ、極めて高効率でACFを用いた実装が可能となる。
【0062】
図9は、本発明の実施の形態1に従う接合装置によりTCPを接合した場合の実装時間を説明する図である。
【0063】
ここでは、レーザ出力(Watt)、周波数(kHz)、パルスエネルギー(mJoule/Pulse)、1チップの予測実装時間(msec)および代表的なレーザ例が示されている。なお、チップ底面積は20mm2とする。また、硬化に必要なエネルギー実測値は、200mJoule/mm2である。なお、レーザとしてここでは、代表的にYVO4レーザ、ファイバーレーザ、YAGレーザ等が示されている。ここで示されるように高出力のレーザパワーを照射することにより短時間で実装することが可能である。1チップ当りの実装時間は一秒程度以内相当である実験結果が得られており、本願発明に従う接合装置を用いることにより、極めて高速な実装が可能であることがわかる。
【0064】
図10は、本発明の実施の形態1に従うアレイ基板とTCPとの実装を実行するタイミングチャート図である。
【0065】
図10を参照して、実装を開始して、まず加圧ヘッドにより加圧を開始して、そしてレーザ照射を実行する。ここでは、レーザ照射として1秒程度照射した場合が示されている。ACFを硬化するためにレーザ照射した結果、TCPと接触している加圧ヘッドの温度も同様に上昇することになる。
【0066】
ここでは、加圧ヘッドの温度は200℃程度にまで上昇することになる。レーザ照射を終了すると、加圧ヘッドの温度は徐々に下降することになるが、自然放熱であるため下降に時間がかかる。
【0067】
仮に加圧ヘッドの温度が高いまま次のアレイ基板とTCPとの実装を実行した場合、レーザ照射によって加圧ヘッドの熱がさらに上昇することとなって熱膨張を引き起こし、実装むらを引き起こす可能性がある。また、レーザ照射の度に加圧ヘッドの温度が上昇することになれば、各回の実装毎で温度条件が異なるので他のプロセス条件の制御が難しく、安定した品質の接合を実現することが困難となる可能性もある。したがって、次のアレイ基板とTCPとの実装を実行する場合において、加圧ヘッドの温度を当初の温度付近にまで戻す必要があり、そのためにレーザ照射の時間を短縮したとしても1つの実装が完了して、次の実装に移るまでにかなりの時間がかかる可能性がある。
【0068】
たとえば、従来の加圧ヘッドの場合には、200℃から初期の温度(20℃)程度にまで下降するまでに4秒以上の時間がかかる場合が示されている。
【0069】
本発明の実施の形態においては、図7に示されるように加圧ヘッドを通常の加圧ヘッドではなく、先端部位30bと、残りの部位30aとに分け、先端部位30bの熱伝導性は、TCP2の熱伝導性と同等もしくは高く、熱容量は小さい材料で成型されているものとする。一方、残りの部位30aの熱伝導性は、TCP2の熱伝導性の熱伝導性よりも低く、熱容量は大きい材料で成型されているものとする。また、先端部位30bと残りの部位30aとでは、熱伝導性は先端部位30bの方が高く、熱容量については残りの部位30aの方が大きいものとする。
【0070】
たとえば、先端部位30bをダイヤモンドライクカーボンとし、先端部位以外の残りの部位30aを、先端部位30bよりも熱伝導性が低く、熱容量が大きいセラミックで成型した場合を一例として挙げる。
【0071】
そして、本実施の形態においては、加圧ヘッドの冷却機構を設けた構成である。具体的には、圧縮空気供給部80により圧縮空気を加圧ヘッドの先端部30bに設けられた孔に供給する。
【0072】
当該構成により、加圧ヘッドの先端部位30bの熱は、圧縮空気により吸熱されることになり、加圧ヘッドの先端部位30bの温度は急激に下降することになる。
【0073】
ここでは、ダイヤモンドライクカーボンで成型された先端部位30bの温度は、200℃程度にまで上昇することになるが、熱伝導性が高いとともに熱容量が小さいためダイヤモンドライクカーボンで成型された先端部位30bの熱は、比較的早く圧縮空気に供給されることになる。すなわち、熱伝導性の高い先端部位30bにより圧縮空気を介して高速に放熱し、加圧ヘッドを冷却することが可能である。
【0074】
したがって、図10においては、200℃から2秒程度で初期の温度(20℃)程度にまで下降している場合が示されている。
【0075】
これにより、1つの実装が完了して、次の実装に移るまでの時間を短縮して、高速な接合装置を実現することが可能である。さらに、レーザ照射による接合を行なう直前のアレイ基板、TCP、加圧ヘッドの温度を毎回の実行毎に同じ温度に設定することができるので、安定した接合を行なうことが可能である。すなわち、短いタクトタイムで、安定した実装品質を得ることが可能である。
【0076】
また、接合の際においては、上述したように、先端部位30bと、先端部位30以外の残りの部位30aとを比較した場合、残りの部位30aは、熱伝導性が先端部位30bよりも低い材料で成型されているため加圧ヘッドの先端部位30bから残りの部位30bへの熱が流れ出る速度は抑制されることになる。すなわち、加圧ヘッドの先端部位30aの温度が部材に対して早く上昇することになり、高速な接合を促進することが可能である。これにより、ガラス基板の温度が接合部分の温度まで上昇する前に接合を完了させることも可能である。また、部材側については、熱膨張に起因する応力が残存することも考えられるが、ガラス基板は低い温度を維持することが可能であるので歪み変形を最小限に留めることが可能である。すなわち、画像むらを抑制することが可能となる。また、加圧ヘッドの先端部位30bから加圧ヘッドに溜まった熱を先端部位30bから効率的に放熱できるためレーザ照射前の温度に復帰する時間を短縮させることが可能である。
【0077】
なお、ここでは、圧縮空気供給部80により圧縮空気を供給して加圧ヘッドを冷却する冷却機構について説明したが、圧縮空気を供給しない場合であっても加圧ヘッドの先端部位30bは、TCP2の熱伝導性と同等もしくは高く、熱容量は小さい材料で成型されているため放熱のための時間が短縮されて約4秒以内に初期の温度程度にまで短縮されることになるので従来の加圧ヘッドと比べて実装時間を短縮することが可能である。
【0078】
また、図10においては、加圧ヘッドのヘッド圧力は、加圧ヘッドの温度がある程度にまで下がった後に開放されている場合が示されている。ここでは、圧縮空気を供給して強制的に加圧ヘッドを冷却した場合に加圧ヘッドの加圧を解除した場合が一例と示されている。これは、加圧ヘッドの温度が高い場合に加圧を解除すると、加圧しているTCPの温度も高いため解除した際の開放力に基づいてTCPの位置ずれが生じる可能性があるからである。
【0079】
加圧ヘッドが解除されるまでガラス基板に実装されたTCPの搬送ならびに次の実装のためのアライメント等の動作等を実行することはできないため、本願構成の如く加圧ヘッドの温度を早期に下降させて加圧ヘッドを早期に解除することにより、次の実装に移るまでの時間を短縮して、高速な接合装置を実現することが可能である。
【0080】
なお、上記においては、アレイ基板(ガラス基板)とTCPとの実装を実行する接合装置について主に説明したがこれに限られず、他の実装たとえばCOGの実装技術やTAB/COF等の部品製造技術においても同様に適用可能である。また、ACFの代わりに導電性粒子を含まない熱反応性樹脂の接着剤を用いても、アレイ基板とTCP等とに圧力を加え、挟み込んだ状態で接着剤を硬化させるので、向かい合う電極同士が接触し、導通した状態で接合が可能となる。
【0081】
(実施の形態1の変形例)
図11は、本発明の実施の形態1の変形例に従う加圧ヘッドの形状を説明する図である。
【0082】
図11(a)は、加圧ヘッド30の先端部位30bにおいて、孔31が設けられた場合が示されている。
【0083】
この孔31に圧縮空気を供給することにより、圧縮空気に熱が放出され、加圧ヘッドの先端部位の温度を下げることになる。なお、圧縮空気の供給方式としては、加圧ヘッドに孔と連結される供給孔(図示せず)を設けて供給孔から圧縮空気を供給することも可能である。あるいは、加圧ヘッドに供給孔を設けず、直接孔に圧縮空気を供給することも可能である。
【0084】
図11(b)加圧ヘッドの先端部位30bに接触するように冷却機構を設けた構成である。具体的には、加圧ヘッドの先端部位30bと接触するように孔を設けた部材35,36を設けた場合が示されている。そして、孔に圧縮空気を供給することにより部材35,36を介して熱伝導性の高い先端部位30bの熱が圧縮空気に放出され、加圧ヘッドの先端部位の温度を高速に下げることになる。なお、部材35,36としては熱伝導性の高い材料を用いて成型することが可能である。たとえば、ダイヤモンドコンパウンドあるいはジェラルミン等を用いて成型することも可能である。
【0085】
なお、本例においては、孔に圧縮空気を供給して圧縮空気が熱を吸熱して加圧ヘッドの温度を下げる方式について説明したが、特に圧縮空気に限られず、レーザ照射によって上昇した加圧ヘッドの温度よりも低い温度の冷却媒体であればよく、他の気体や、液体の気化熱を利用して冷却する方式あるいはペルチェ素子も用いた冷却方式等を採用することも可能である。
【0086】
(実施の形態2)
上記の実施の形態1においては、ガラス基板1とTCP2との接合に際してACF10を用いる接合装置について説明したが、本実施の形態2においては、ACF等の薄膜の接合材料を用いずに接合する接合装置について説明する。
【0087】
図12は、本発明の実施の形態2に従う接合装置110を説明する概念図である。
図12を参照して、本発明の実施の形態2に従う接合装置110は、図4で説明した接合装置100と比較して、ACF10をガラス基板1とTCP2との間に挿入しない点が異なる。その他の点については、図4で説明したのと同様であるのでその詳細な説明は繰り返さない。
【0088】
図13は、本発明の実施の形態2に従う接合装置によるアレイ基板(ガラス基板)とTCPの接合を説明する図である。
【0089】
図13を参照して、図7で説明した方式と異なる点は、ACFを介さずにレーザ発振器100からの照射によりアレイ基板1とTCP2との金属電極の境界領域付近に直接レーザをピンポイントで照射することにより接合する。
【0090】
以下においては、本発明の実施の形態に従うTCP2のバンプ(金属電極)と、LCDのアレイ配線(金属電極)との接合方式について説明する。
【0091】
まず1つめの方式としては、レーザ照射により金属電極の一部を溶融して接合する方式(溶融拡散方式)について説明する。
【0092】
図14は、本発明の実施の形態2に従うTCP2のバンプ(金属電極)と、LCDのアレイ配線(金属電極)との接合方式を説明する図である。なお、ここでは、TCP2のバンプとLCDのアレイ配線について1組の接合について以下において説明するが、図13に示されるようにTCP2とLCD1には、それぞれバンプおよびアレイ配線が複数組設けられており、対応するバンプとアレイ配線とが互いに近接又は接触した状態で接合されるようにパターン位置が形成されているものとする。また、各組において、対応するバンプおよびアレイ配線のパターン位置が略一致した状態でレーザ照射が実行されるものとする。
【0093】
図14(a)を参照して、上側に凸型のTCP2のバンプ(金属電極)、下側に凸型のアレイ配線(金属電極)が示されている。
【0094】
そして、図13で示したようにバックアップガラス55を介してアレイ基板(ガラス基板)1を透過し、レーザ光をアレイ配線に照射する。その際、アレイ配線(金属電極)が溶融温度を越えるまでレーザ光を照射する。そうすると、レーザ光からのエネルギーによりアレイ配線の金属電極は加熱されてアレイ配線の金属電極の表面付近が溶融し、金属電極同士が近接状態である場合においても表面張力等の影響により上側の金属電極と接触状態となる。そして、接触状態となった場合、互いの金属電極において、各々の金属電極を構成する金属原子が接触状態となった金属電極に移動するいわゆる原子拡散現象が起きる。
【0095】
この原子拡散現象が生じれば互いの金属原子が混ざり合い合金が形成され、図14(b)に示されるようにTCP2のバンプとLCDのアレイ配線とが接合される。なお、この方式においては、TCP2のバンプ位置とLCDのアレイ配線との位置は保持された状態で金属電極同士の接合が行なわれる。
【0096】
なお、ここでは、一例としてバンプおよびアレイ配線を形成する金属として金(Au)およびアルミニウム(Al)等が用いられるものとする。金(Al)と、アルミニウム(Al)の融点は、約900度、約660度であり金(Au)の方がアルミニウム(Al)よりも融点が高い。
【0097】
また、加圧ヘッド30は、TCP2のバンプとLCD1のアレイ配線とが近接あるいは接触した状態で保持するものとする。加圧ヘッド30により押圧し続けた場合には、溶融しているアレイ配線(金属電極)の形状が物理的に著しく変化する可能性があるからである。これにより隣接するアレイ配線と接触してショートするあるいは電気的経路の断線となる可能性もあるため本方式においては、過剰な押圧を印加せずにアレイ配線と近接したTCP2のバンプ位置を保持することによりアレイ配線の形状を著しく変形させないようにしている。
【0098】
なお、複数のアレイ配線および複数のバンプが配列されている場合、アレイ配線間あるいはバンプ間のばらつきを考慮して、その間隔のばらつき程度の距離を押し込む程度の加圧を行なうことも可能である。
【0099】
上記においては、TCP2のバンプを形成する金属と、LCD1のアレイ配線を形成する金属の材質が異なり、バンプを形成する金属の溶融温度がLCDのアレイ配線を形成する金属の溶融温度よりも高い場合について説明した。
【0100】
一方、TCP2のバンプを形成する金属と、LCD1のアレイ配線を形成する金属の材質が同じ場合、すなわち、バンプを形成する金属の溶融温度とLCDのアレイ配線を形成する金属の溶融温度が同じ場合についても上記と同様の方式を採用することが可能であるが、同じ材質の場合、一方の金属電極のみならず両方の金属電極にレーザを照射することも可能である。また、上記においては、材質に従ってLCD1のアレイ配線を溶融する構成について説明したが、TCP2のバンプを形成する金属を溶融するようにすることも可能である。
【0101】
上記においては、レーザ照射により金属電極の一部を溶融して接合する方式(溶融拡散方式)について説明したが、次に、金属電極の一部を溶融せずに接合する方式(固相拡散方式)について説明する。
【0102】
図15は、本発明の実施の形態2に従うTCP2のバンプ(金属電極)と、LCDのアレイ配線(金属電極)との別の接合方式を説明する図である。
【0103】
図15(a)を参照して、上側に凸型のTCP2のバンプ(金属電極)、下側に凸型のアレイ配線(金属電極)が示されており、上述したように互いに酸化膜を介して接触した状態であるものとする。したがって、TCP2のバンプとアレイ配線とは酸化膜により導通状態ではないものとする。
【0104】
本例の方式としては、アレイ配線(金属電極)を照射するとともに、加圧ヘッド30によりTCP2のバンプを押圧する。
【0105】
まず、図13で示したようにバックアップガラス55を介してレーザ光をアレイ配線に照射する。その際、アレイ配線(金属電極)が溶融温度を越えない溶融温度付近までレーザ光を照射する。そうすると、レーザ光からのエネルギーによりアレイ配線(金属電極)は加熱されるが、溶融温度まで達しないようにレーザ光が照射されるためアレイ配線の金属電極は溶融しない。一方、上述したように金属電極の表面に付着した酸化膜の一部はアレイ配線が溶融温度付近まで加熱されるに従い、アレイ配線(金属電極)内部に溶け込む逆拡散現象が生じる。
【0106】
また、加圧ヘッド30によりTCP2のバンプが押圧されるためアレイ配線およびバンプの表面に付着した酸化膜の膜厚が薄くなり結果的にバンプとアレイ配線の少なくとも一部の金属同士が直接接触することになる。そうすると、アレイ配線(金属電極)内部のエネルギーの増大した金属原子は、金属同士が直接接触した部分を介してバンプ(金属電極)の金属原子と原子拡散現象を引き起こす。これにより、図15(b)に示されるように上述したように互いの金属原子が混ざり合い合金が形成されて、バンプとアレイ配線とが接合されることになる。なお、固相拡散方式の場合には、金属電極は溶融して接合される方式ではないためたとえば上述したように隣接するアレイ配線と接触してショートするあるいは電気的経路の断線となる可能性がないため金属電極同士を安全に接合することが可能となる。また、アレイ配線の材質と加熱温度との関係によっては、上記の酸化膜について逆拡散現象が生じない場合も考えられるが、この場合には、TCP2のバンプを押圧することによりアレイ配線(金属電極)の表面に付着した酸化膜を機械的に破って金属を露出ささて、上述したように金属同士が直接接触した部分を介して上述した金属原子の原子拡散現象を引き起こすようにすることも可能である。
【0107】
上述したように、本発明に従う接合方式は、金属電極を所定波長のレーザでレーザ照射することにより原子拡散現象により互いの金属電極の金属原子をピンポイントで反応させて金属電極同士を接合する。したがって、ACF等の薄膜材料を用いて金属電極を接合する必要は無く、金属電極同士の接合時間を短縮することができ、高速かつ高精細な実装が可能となる。
【0108】
本実施の形態2においても、加圧ヘッドを用いてTCP2のバンプとLCD1のアレイ配線とを挟み込んで近接あるいは接触した状態となるように保持する。あるいは、加圧ヘッドを用いてTCP2のバンプとLCD1のアレイ配線とを挟み込んで、支持台16に向かって加圧してTCP2のバンプとLCD1のアレイ配線とを密着させるため実施の形態1で説明したのと同様に、レーザ照射に伴ない加圧ヘッドの温度は上昇することになる。レーザ照射を終了すると、加圧ヘッドの温度は徐々に下降することになるが、自然放熱であるため下降に時間がかかる。
【0109】
本実施の形態2に従う接合装置においても、実施の形態1と同様に加圧ヘッドに対して冷却機構を設ける。具体的には、圧縮空気供給部80により圧縮空気を加圧ヘッドの先端部30bに設けられた孔に供給する。
【0110】
当該構成により、図10で説明したのと同様に加圧ヘッドの先端部位30bの熱は、圧縮空気により吸熱されることになり、加圧ヘッドの先端部位30bの温度は急激に下降することになる。
【0111】
これにより、1つの実装が完了して、次の実装に移るまでの時間を短縮して、高速な接合装置を実現することが可能である。
【0112】
なお、図11で説明した加圧ヘッドを用いて圧縮空気を供給して加圧ヘッドの温度を低下させるようにすることも当然に可能である。
【0113】
また、実施の形態1と同様に、本例においては圧縮空気供給部80により圧縮空気を供給して加圧ヘッドを冷却する冷却機構について説明したが、圧縮空気を供給しない場合であっても加圧ヘッドの先端部位30bは、TCP2の熱伝導性と同等もしくは高く、熱容量は小さい材料で成型されているため放熱のための時間が短縮されて約4秒以内に初期の温度程度にまで短縮されることになるので従来の加圧ヘッドと比べて実装時間を短縮することが可能である。
【0114】
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【図面の簡単な説明】
【0115】
【図1】本発明の実施の形態1に従う液晶表示装置を説明する概略ブロック図である。
【図2】本発明の実施の形態1に従うTCPを説明する概念図である。
【図3】ACFを説明する図である。
【図4】本発明の実施の形態1に従う接合装置100を説明する概念図である。
【図5】本発明の実施の形態1に従うレーザ照射部15を説明する概略ブロック図である。
【図6】本発明の実施の形態1に従うレーザ照射部15#を説明する概略ブロック図である。
【図7】本発明の実施の形態1に従う接合装置によるアレイ基板とTCPの接合を説明する図である。
【図8】本発明の実施の形態1に従うレーザ照射によりACFが反応する時間を説明する図である。
【図9】本発明の実施の形態1に従う接合装置によりTCPを接合した場合の実装時間を説明する図である。
【図10】本発明の実施の形態1に従うアレイ基板とTCPとの実装を実行するタイミングチャート図である。
【図11】本発明の実施の形態1の変形例に従う加圧ヘッドの形状を説明する図である。
【図12】本発明の実施の形態2に従う接合装置110を説明する概念図である。
【図13】本発明の実施の形態2に従う接合装置によるアレイ基板とTCPの接合を説明する図である。
【図14】本発明の実施の形態2に従うTCP2のバンプ(金属電極)と、LCDのアレイ配線(金属電極)との接合方式を説明する図である。
【図15】本発明の実施の形態2に従うTCP2のバンプと、LCDのアレイ配線との別の接合方式を説明する図である。
【符号の説明】
【0116】
1 LCD、2 TCP、3 プリント回路基板、4 インターフェイス部、5 ドライバIC、6 FPC、15,40 レーザ照射部、16 支持台、20 シリンダ、30 加圧ヘッド、31,32,36 孔、45 測定部、55 バックアップガラス、60 カメラ、70 制御部、80 圧縮空気供給部、100,110 接合装置、105,130 ビームエキスパンダ、115 スリット、120 ビームサンプラー 、140 アライメントレーザポインタ、145 パワーメータ、180,200 レーザ発振器、210 Qスイッチ。
【特許請求の範囲】
【請求項1】
電気的な経路を形成するために被接合体としてガラス基板上に配列された複数の電極からなる引出電極と、当該ガラス基板と熱膨張率および/または熱収縮率が異なる部材上に前記引出電極と配置を対応させて配列された複数の電極からなる接続電極とを、それぞれ電気的にかつ形状上一体に接合する接合装置であって、
前記ガラス基板を支持する支持台と、
前記支持台に向かって前記ガラス基板が置かれる方向へ前記部材を挟み込んで、前記引出電極と前記接続電極とを近接または接触した状態で保持する、あるいは加圧して前記引出電極と前記接続電極とを密着させるための加圧ヘッドと、
前記引出電極と前記接続電極とが近接または接触もしくは密着した状態に置かれる領域にレーザ光を照射するレーザ光源とを備え、
前記加圧ヘッドは、前記レーザ光源によるレーザ光の照射の際に前記部材と接触する先端部位と、前記先端部位以外の残りの部位とに分けられ、
前記先端部位は、前記部材と比べて熱伝導性が同等もしくは高く、かつ、熱容量が小さい材料であり、
前記先端部位以外の残りの部位は、前記部材と比べて熱伝導性が低い材料を含む、接合装置。
【請求項2】
前記加圧ヘッドは、前記加圧ヘッドの前記先端部位を冷却する冷却機構を含む、請求項1に記載の接合装置。
【請求項3】
前記加圧ヘッドの前記先端部位には、前記冷却機構としてレーザ光が照射された後の加圧ヘッドの温度よりも低い冷却媒体が供給される孔が設けられる、請求項2に記載の接合装置。
【請求項4】
前記加圧ヘッドの前記先端部位と接触して設けられ、前記先端部位の熱を外部に放出する冷却手段をさらに含む、請求項2に記載の接合装置。
【請求項5】
前記先端部位の残りの部位は、前記部材と比べて熱容量が大きい材料である、請求項1に記載の接合装置。
【請求項6】
電気的な経路を形成するために被接合体としてガラス基板上に配列された複数の電極からなる引出電極と、当該ガラス基板と熱膨張率および/または熱収縮率が異なる部材上に前記引出電極と配置を対応させて配列された複数の電極からなる接続電極とを、それぞれ電気的にかつ形状上一体に接合する接合装置による接合方法であって、
接合装置は、
レーザ光を照射するレーザ光源と、
前記ガラス基板を支持する支持台と、
前記部材を前記支持台に向かって前記ガラス基板が置かれる側で前記部材を保持もしくは支持台に向かって加圧するヘッドとを備え、
前記ヘッドは、前記部材と接触する先端部位と、前記先端部位以外の残りの部位とに分けられ、
前記先端部位は、前記部材と比べて熱伝導性が同一もしくは高く、かつ、熱容量が小さい材料であり、
前記先端部位以外の残りの部位は、前記部材と比べて熱伝導性が低い材料を含むようにされており、
前記ヘッドの先端部位を前記部材に接触させつつ、前記支持台に支持された前記ガラス基板に向かって前記部材を前記ヘッドで挟み込むようにして、前記引出電極と前記接続電極とを近接または接触した状態で保持する、あるいは、加圧して前記引出電極と前記接続電極とを密着させる挟み込みステップと、
前記引出電極と前記接続電極とが近接または接触もしくは密着された状態に置かれる領域にレーザ光を照射するレーザ光照射ステップとを含む、接合装置による接合方法。
【請求項7】
レーザ光の照射後に、前記ヘッドの先端部位をレーザ光照射前に温度になるように冷却する冷却ステップをさらに含む、請求項6に記載の接合装置による接合方法。
【請求項8】
前記加圧ヘッドは、前記加圧ヘッドの前記先端部位を冷却する冷却機構を含み、
前記冷却ステップは、前記冷却機構によって行なわれる、請求項7に記載の接合装置による接合方法。
【請求項9】
前記加圧ヘッドの前記先端部位には、前記冷却機構としてレーザ光が照射された後の加圧ヘッドの温度よりも低い温度の冷却媒体が供給される孔が設けられる、請求項8に記載の接合装置による接合方法。
【請求項10】
前記接合装置は、加圧ヘッドの前記先端部位と接触して設けられ、前記先端部位の熱を外部に放出する冷却手段をさらに含み、
前記冷却ステップは、前記冷却手段によって行なわれる、請求項7に記載の接合装置による接合方法。
【請求項11】
前記レーザ光照射ステップは、前記第1の部材の引出電極の温度が融点を越えず、かつ、前記第2の部材の接続電極の温度が融点を越えないようにレーザ光を照射し、前記引出電極と前記接続電極の金属電極相互の原子の固相拡散現象により前記引出電極と前記接続電極とを接合する、請求項6〜10のいずれかに記載の接合装置による接合方法。
【請求項12】
前記挟み込みステップは、熱反応性樹脂からなる接着剤中に導電性粒子が分散された異方性導電性材料を前記ガラス基板の引出電極と前記部材の接続電極との間にさらに挟み込んだ状態で、前記支持台に支持された前記ガラス基板に向かって前記部材を前記ヘッドにより加圧し、
前記レーザ光照射ステップは、前記異方性導電性材料に含まれる熱反応性樹脂からなる接着剤にレーザ光を照射して、前記引出電極と前記接続電極とを電気的かつ形状上一体に接合する、請求項6〜10のいずれかに記載の接合装置による接合方法。
【請求項1】
電気的な経路を形成するために被接合体としてガラス基板上に配列された複数の電極からなる引出電極と、当該ガラス基板と熱膨張率および/または熱収縮率が異なる部材上に前記引出電極と配置を対応させて配列された複数の電極からなる接続電極とを、それぞれ電気的にかつ形状上一体に接合する接合装置であって、
前記ガラス基板を支持する支持台と、
前記支持台に向かって前記ガラス基板が置かれる方向へ前記部材を挟み込んで、前記引出電極と前記接続電極とを近接または接触した状態で保持する、あるいは加圧して前記引出電極と前記接続電極とを密着させるための加圧ヘッドと、
前記引出電極と前記接続電極とが近接または接触もしくは密着した状態に置かれる領域にレーザ光を照射するレーザ光源とを備え、
前記加圧ヘッドは、前記レーザ光源によるレーザ光の照射の際に前記部材と接触する先端部位と、前記先端部位以外の残りの部位とに分けられ、
前記先端部位は、前記部材と比べて熱伝導性が同等もしくは高く、かつ、熱容量が小さい材料であり、
前記先端部位以外の残りの部位は、前記部材と比べて熱伝導性が低い材料を含む、接合装置。
【請求項2】
前記加圧ヘッドは、前記加圧ヘッドの前記先端部位を冷却する冷却機構を含む、請求項1に記載の接合装置。
【請求項3】
前記加圧ヘッドの前記先端部位には、前記冷却機構としてレーザ光が照射された後の加圧ヘッドの温度よりも低い冷却媒体が供給される孔が設けられる、請求項2に記載の接合装置。
【請求項4】
前記加圧ヘッドの前記先端部位と接触して設けられ、前記先端部位の熱を外部に放出する冷却手段をさらに含む、請求項2に記載の接合装置。
【請求項5】
前記先端部位の残りの部位は、前記部材と比べて熱容量が大きい材料である、請求項1に記載の接合装置。
【請求項6】
電気的な経路を形成するために被接合体としてガラス基板上に配列された複数の電極からなる引出電極と、当該ガラス基板と熱膨張率および/または熱収縮率が異なる部材上に前記引出電極と配置を対応させて配列された複数の電極からなる接続電極とを、それぞれ電気的にかつ形状上一体に接合する接合装置による接合方法であって、
接合装置は、
レーザ光を照射するレーザ光源と、
前記ガラス基板を支持する支持台と、
前記部材を前記支持台に向かって前記ガラス基板が置かれる側で前記部材を保持もしくは支持台に向かって加圧するヘッドとを備え、
前記ヘッドは、前記部材と接触する先端部位と、前記先端部位以外の残りの部位とに分けられ、
前記先端部位は、前記部材と比べて熱伝導性が同一もしくは高く、かつ、熱容量が小さい材料であり、
前記先端部位以外の残りの部位は、前記部材と比べて熱伝導性が低い材料を含むようにされており、
前記ヘッドの先端部位を前記部材に接触させつつ、前記支持台に支持された前記ガラス基板に向かって前記部材を前記ヘッドで挟み込むようにして、前記引出電極と前記接続電極とを近接または接触した状態で保持する、あるいは、加圧して前記引出電極と前記接続電極とを密着させる挟み込みステップと、
前記引出電極と前記接続電極とが近接または接触もしくは密着された状態に置かれる領域にレーザ光を照射するレーザ光照射ステップとを含む、接合装置による接合方法。
【請求項7】
レーザ光の照射後に、前記ヘッドの先端部位をレーザ光照射前に温度になるように冷却する冷却ステップをさらに含む、請求項6に記載の接合装置による接合方法。
【請求項8】
前記加圧ヘッドは、前記加圧ヘッドの前記先端部位を冷却する冷却機構を含み、
前記冷却ステップは、前記冷却機構によって行なわれる、請求項7に記載の接合装置による接合方法。
【請求項9】
前記加圧ヘッドの前記先端部位には、前記冷却機構としてレーザ光が照射された後の加圧ヘッドの温度よりも低い温度の冷却媒体が供給される孔が設けられる、請求項8に記載の接合装置による接合方法。
【請求項10】
前記接合装置は、加圧ヘッドの前記先端部位と接触して設けられ、前記先端部位の熱を外部に放出する冷却手段をさらに含み、
前記冷却ステップは、前記冷却手段によって行なわれる、請求項7に記載の接合装置による接合方法。
【請求項11】
前記レーザ光照射ステップは、前記第1の部材の引出電極の温度が融点を越えず、かつ、前記第2の部材の接続電極の温度が融点を越えないようにレーザ光を照射し、前記引出電極と前記接続電極の金属電極相互の原子の固相拡散現象により前記引出電極と前記接続電極とを接合する、請求項6〜10のいずれかに記載の接合装置による接合方法。
【請求項12】
前記挟み込みステップは、熱反応性樹脂からなる接着剤中に導電性粒子が分散された異方性導電性材料を前記ガラス基板の引出電極と前記部材の接続電極との間にさらに挟み込んだ状態で、前記支持台に支持された前記ガラス基板に向かって前記部材を前記ヘッドにより加圧し、
前記レーザ光照射ステップは、前記異方性導電性材料に含まれる熱反応性樹脂からなる接着剤にレーザ光を照射して、前記引出電極と前記接続電極とを電気的かつ形状上一体に接合する、請求項6〜10のいずれかに記載の接合装置による接合方法。
【図1】

【図2】
【図3】
【図4】

【図5】

【図6】

【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2008−153399(P2008−153399A)
【公開日】平成20年7月3日(2008.7.3)
【国際特許分類】
【出願番号】特願2006−339130(P2006−339130)
【出願日】平成18年12月15日(2006.12.15)
【出願人】(000002945)オムロン株式会社 (3,542)
【Fターム(参考)】
【公開日】平成20年7月3日(2008.7.3)
【国際特許分類】
【出願日】平成18年12月15日(2006.12.15)
【出願人】(000002945)オムロン株式会社 (3,542)
【Fターム(参考)】
[ Back to top ]