
実装構造体及び実装構造体の製造方法

【課題】バンプ電極と端子との間において十分に高い接合強度を確保し、これによって電気的接続の信頼性を向上した実装構造体、及び実装構造体の製造方法を提供する。
【解決手段】バンプ電極12を有する実装体121を、端子11を有する基板111上に実装した実装構造体である。バンプ電極12は内部樹脂13上に導電膜14が覆われてなり、導電膜14は端子11に直接導電接触し、基板111と実装体121とには、内部樹脂13が弾性変形した状態でバンプ電極12が端子11に導電接触している状態を保持する圧着手段が備えられている。内部樹脂13は、その主断面の形状が底辺13aと外辺13bとによって囲まれており、底辺13aの両端を第1の点30とし、主断面の最大幅となる位置での外辺13b上の点を第2の点31とすると、第1の点30と第2の点31とを結ぶ直線Lと、実装体121の面Sとのなす角θが、鋭角に形成されている。
【解決手段】バンプ電極12を有する実装体121を、端子11を有する基板111上に実装した実装構造体である。バンプ電極12は内部樹脂13上に導電膜14が覆われてなり、導電膜14は端子11に直接導電接触し、基板111と実装体121とには、内部樹脂13が弾性変形した状態でバンプ電極12が端子11に導電接触している状態を保持する圧着手段が備えられている。内部樹脂13は、その主断面の形状が底辺13aと外辺13bとによって囲まれており、底辺13aの両端を第1の点30とし、主断面の最大幅となる位置での外辺13b上の点を第2の点31とすると、第1の点30と第2の点31とを結ぶ直線Lと、実装体121の面Sとのなす角θが、鋭角に形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、実装構造体及び実装構造体の製造方法に関する。
【背景技術】
【0002】
従来、各種の電子機器に搭載される回路基板や液晶表示装置などにおいては、半導体ICなどの電子部品を基板上に実装する技術が用いられている。例えば液晶表示装置には、液晶パネルを駆動するための液晶駆動用ICチップが実装される。この液晶駆動用ICチップは、液晶パネルを構成するガラス基板に直接実装される場合もあり、また、液晶パネルに実装されるフレキシブル基板(FPC)上に実装される場合もある。前者による実装構造はCOG(Chip On Glass)構造と呼ばれ、後者はCOF(Chip On FPC)構造と呼ばれている。なお、これら実装構造以外にも、例えばガラエポ基板などにICチップを実装するCOB(Chip On board)構造も知られている。
【0003】
このような実装構造に用いられる基板には、配線パターンに接続するランド(端子)が形成されており、一方、電子部品には、電気的接続を得るためのバンプ電極が形成されている(例えば、特許文献1、特許文献2、特許文献3参照)。そして、前記ランドにバンプ電極を接続させた状態で、前記基板上に電子部品を実装することにより、電子部品の実装構造体が形成されている。
【0004】
ところで、前記の実装構造体においては、基板上に電子部品がより強固にかつ確実に接続していることが望まれている。特に、ランドやバンプ電極がそれぞれ複数ずつあり、複数のランド−バンプ電極間をそれぞれ接続させる場合には、全てのランド−バンプ電極間が良好に接続していることが、信頼性を確保するうえで重要となっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−333982号公報
【特許文献2】特開平9−293753号公報
【特許文献3】特開2004−153139号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、前記した特許文献1〜3に記載されたバンプ電極は、いずれも金属によって形成されており、したがって、同様に金属からなるランド(端子)にバンプ電極を接合させた際、その接合強度にバラツキが生じ易く、接触不良(導電不良)を起こしてしまうおそれがあった。また、接合時には十分な強度で接していても、機械的な外力や熱応力などによって接合部分が剥離し、接触不良(導電不良)を起こしてしまうおそれもあった。
なお、このようなバンプ電極とランド(端子)との間の接触不良は、バンプ電極を形成した一方の基板を、端子(ランド)を形成した他方の基板に接合させた実装構造においても、同様に生じるおそれがあった。
【0007】
本発明は前記事情に鑑みてなされたもので、その目的とするところは、バンプ電極−端子間において十分に高い接合強度を確保し、これによって電気的接続の信頼性を向上した実装構造体、及び実装構造体の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明の実装構造体は、バンプ電極を有する実装体を、端子を有する基板上に実装してなる実装構造体であって、
前記バンプ電極は、内部樹脂をコアとしてその表面上に導電膜が覆われた構造を有し、前記導電膜は、前記端子に直接導電接触し、前記基板と前記実装体とには、前記実装体を前記基板側に相対的に押圧させて、前記内部樹脂が弾性変形した状態で前記バンプ電極が前記端子に導電接触している状態を保持する圧着手段が備えられ、
前記内部樹脂は、前記実装体に当接する底面に対して直交する断面のうちの主断面の形状が、前記実装体に当接する底辺と、該実装体の外側に突出する外辺とによって囲まれ、かつ、前記底辺の両端に位置する二つの点を第1の点とし、前記主断面における前記底辺方向に沿う幅が最大となる位置での前記外辺上の二つの点を第2の点とすると、前記主断面において同じ側に位置する前記第1の点と前記第2の点とを結ぶ直線と、前記実装体の、前記底辺に接して該底辺の外側に延びる面とのなす角が、鋭角に形成されてなり、
前記導電膜は、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に設けられていることを特徴としている。
【0009】
この実装構造体によれば、内部樹脂をコアとするバンプ電極が、前記内部樹脂が弾性変形した状態で前記端子に導電接触しているので、内部樹脂の弾性復元力(反発力)によってその表面上の導電膜が端子に対して高い強度で接合するようになり、したがってバンプ電極と端子との間において十分に高い接合強度が確保される。よって、バンプ電極と端子との間の電気的接続の信頼性が向上したものとなる。
また、圧着手段が、バンプ電極と端子との導電接触部分の周囲に充填され、硬化されてなる封止樹脂によって構成されている場合、この封止樹脂は前記内部樹脂の底面側における前記の鋭角に形成された部分に入り込み、アンカー効果でここに強固に固着する。したがって、封止樹脂の実装体に対する接着強度が高くなり、この封止樹脂からなる圧着手段の圧着・保持効果が高くなって実装構造がより安定化する。
【0010】
また、前記実装構造体においては、前記内部樹脂は、弾性変形する前の状態において、前記主断面における前記底辺方向に沿う幅が最大となる位置が、前記底辺となっているのが好ましい。
このようにすれば、内部樹脂は、端子に接合して弾性変形する前においては、前記主断面の形状における底辺が最大幅となっているのに対し、端子に接合して弾性変形した後には、前記主断面における最大幅が外辺側に移って前記角が鋭角になり、内部樹脂はその底面側の形状が大きく変わるほど十分に弾性変形したものとなる。よって、端子に接合した後には内部樹脂の弾性復元力(反発力)がより大きくなり、これによりその表面上の導電膜が端子に対して高い強度で接合するようになり、したがってバンプ電極と端子との間の接合強度がより高くなる。
また、圧着手段が、バンプ電極と端子との導電接触部分の周囲に充填され、硬化されてなる封止樹脂によって構成されている場合、バンプ電極と端子との導電接触部分の周囲に硬化前の封止樹脂を充填し、その後、内部樹脂を前記したように弾性変形させれば、この内部樹脂の弾性変形によって過剰な封止樹脂が外側に排出され、適正な量の封止樹脂によって基板と実装体との間が保持されるようになる。したがって、実装構造がより安定化する。
【0011】
また、前記実装構造体においては、前記内部樹脂は、弾性変形する前の状態において、前記主断面となる横断面を略半円形状、略半楕円形状、または略台形状とする略蒲鉾状に形成され、前記導電膜は、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に帯状に設けられているのが好ましい。
このようにすれば、内部樹脂の表面上に間隔をおいて導電膜を複数設けることにより、複数のバンプ電極を形成することができ、製造が容易になる。
【0012】
また、前記実装構造体においては、前記圧着手段が、前記バンプ電極と前記端子との導電接触部分の周囲に充填され、硬化されてなる封止樹脂によって構成されているのが好ましい。
このようにすれば、弾性変形してなるバンプ電極と端子との間の導電接触状態がより良好に保持され、バンプ電極の導電膜と端子との間の導電接続状態がより良好になる。
また、前記したように、内部樹脂の底面側における前記の鋭角に形成された部分に入り込み、アンカー効果でここに強固に固着することにより、封止樹脂の実装体に対する接着強度が高くなり、この封止樹脂からなる圧着手段の圧着・保持効果が高くなって実装構造がより安定化する。
また、前記したように、内部樹脂の弾性変形によって過剰な封止樹脂が外側に排出され、適正な量の封止樹脂によって基板と実装体との間が保持されるようになり、これによっても実装構造がより安定化するようになる。
【0013】
また、前記実装構造体においては、前記内部樹脂は、前記主断面における前記外辺が、前記底辺近傍において外側に凹となる湾曲部を有しているのが好ましい。
このようにすれば、前記内部樹脂における前記外辺と、前記実装体との間に形成される角部が、鋭角に形成されることなく湾曲部となるので、この角部での応力集中が緩和され、応力集中に起因してこの角部上に設けられる導電膜に断線が生じることが防止される。
また、前記実装構造体においては、前記実装体が電子部品であってもよい。
前記実装体を電子部品とすることにより、バンプ電極と端子との間において十分に高い接合強度が確保された、良好な電子部品の実装構造体が得られる。
【0014】
また、本発明の実装構造体の製造方法は、バンプ電極を有する実装体を、端子を有する基板上に実装してなる実装構造体の製造方法であって、
実装体上に、コアとなる内部樹脂を設けてその表面上を導電膜で覆い、バンプ電極を形成するバンプ電極形成工程と、
前記バンプ電極の導電膜を基板の端子に直接導電接触させた状態で、前記基板に前記実装体を実装する実装工程と、
前記バンプ電極が前記端子に導電接触している状態で、前記実装体を前記基板側に相対的に押圧させその状態を保持する圧着工程と、を備えてなり、
前記バンプ電極形成工程は、
前記コアとなる内部樹脂を、前記実装体に当接する底面に対して直交する断面のうちの主断面の形状が、前記実装体に当接する底辺と該実装体の外側に突出する外辺とによって囲まれ、かつ、前記底辺の両端に位置する二つの点を第1の点とし、前記主断面における前記底辺方向に沿う幅が最大となる位置での前記外辺上の二つの点を第2の点とすると、前記主断面における前記底辺方向に沿う幅が最大となる位置が、前記底辺となるように、形成する内部樹脂形成工程と、前記導電膜を、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に設ける導電膜形成工程と、を有し、
前記圧着工程は、
前記バンプ電極を前記端子に導電接触させた状態で前記実装体を前記基板側に相対的に押圧させることで、前記内部樹脂を、前記主断面において同じ側に位置する前記第1の点と前記第2の点とを結ぶ直線と、前記実装体の、前記底辺に接して該底辺の外側に延びる面とのなす角が、鋭角になるように弾性変形させる加圧工程と、前記加圧工程で弾性変形した前記内部樹脂の状態を保持する保持工程と、を有することを特徴としている。
【0015】
この実装構造体の製造方法によれば、バンプ電極における内部樹脂を、前記主断面における前記底辺方向に沿う幅が最大となる位置が、前記底辺となるように形成し、その後、前記バンプ電極を前記端子に導電接触させた状態で前記実装体を前記基板側に相対的に押圧させることにより、内部樹脂をその前記角が鋭角になるように弾性変形させるので、内部樹脂が、その底面側の形状が大きく変わるほど十分に弾性変形したものとなる。よって、端子に接合した後には内部樹脂の弾性復元力(反発力)がより大きくなり、これによりその表面上の導電膜が端子に対して高い強度で接合するようになり、したがってバンプ電極と端子との間の接合強度がより高くなる。よって、バンプ電極と端子との間において十分に高い接合強度を確保し、バンプ電極と端子との間の電気的接続の信頼性を向上することができる。
【0016】
また、前記実装構造体の製造方法においては、前記保持工程では、前記バンプ電極と前記端子との導電接触部分の周囲に配設した封止樹脂を硬化させることで、前記内部樹脂の弾性変形した状態を保持するのが好ましい。
このようにすれば、弾性変形してなるバンプ電極と端子との間の導電接触状態をより良好に保持し、バンプ電極の導電膜と端子との間の導電接続状態をより良好にすることができる。
また、封止樹脂が、前記内部樹脂の底面側における前記の鋭角に形成された部分に入り込み、アンカー効果でここに強固に固着するので、封止樹脂の実装体に対する接着強度が高くなり、この封止樹脂からなる圧着手段の圧着・保持効果を高くして実装構造をより安定化することができる。
また、バンプ電極と端子との導電接触部分の周囲に予め硬化前の封止樹脂を充填しておき、その後、内部樹脂を弾性変形させてその状態で封止樹脂を硬化させれば、内部樹脂の弾性変形によって過剰な封止樹脂を外側に排出し、その後、適正な量の封止樹脂を硬化させることができるので、基板と実装体との間を良好に保持することができる。したがって、実装構造をより安定化することができる。
【0017】
また、前記実装構造体の製造方法においては、前記内部樹脂形成工程では、前記内部樹脂を、前記主断面となる横断面が略半円形状、略半楕円形状、または略台形状となる略蒲鉾状に形成し、前記導電膜形成工程では、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に帯状に設けるのが好ましい。
このようにすれば、内部樹脂の表面上に間隔をおいて導電膜を複数設けることにより、複数のバンプ電極を形成することができ、製造が容易になる。
【図面の簡単な説明】
【0018】
【図1】本発明が適用された液晶表示装置の構造を模式的に示す概略斜視図である。
【図2】(a)(b)は本発明に係る実装構造体の要部拡大図である。
【図3】(a)(b)は端子に接合される前のバンプ電極の概略構成図である。
【図4】(a)〜(c)は内部樹脂の弾性変形前後の主断面形状を示す図である。
【図5】(a)〜(d)はバンプ電極の形成工程を説明するための側断面図である。
【図6】(a)(b)はバンプ電極の形成工程を説明するための側断面図である。
【図7】(a)〜(d)は実装構造体の製造方法を説明するための図である。
【図8】バンプ電極の概略構成を示す斜視図である。
【図9】本発明に係る実装構造体の他の実施形態を示す要部側断面図である。
【図10】(a)(b)は機械的圧着手段を用いた例を示す要部側断面図である。
【発明を実施するための形態】
【0019】
以下、本発明の実装構造体を詳しく説明する。
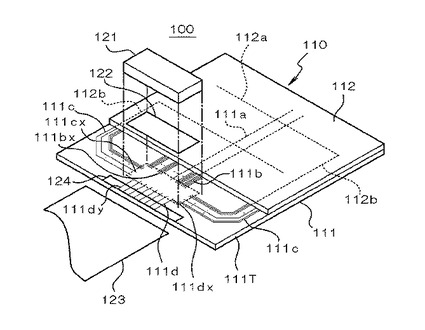
図1は本発明に係る実装構造体を適用した液晶表示装置を示す模式図である。まず、図1を用いて本発明に係る実装構造体の適用例を説明する。
図1において符号100は液晶表示装置であり、この液晶表示装置100は、液晶パネル110と、電子部品(液晶駆動用ICチップ)121とを有して構成されている。なお、この液晶表示装置100には、図示しないものの、偏光板、反射シート、バックライト等の付帯部材が、必要に応じて適宜設けられるものとする。
【0020】
液晶パネル110は、ガラスや合成樹脂からなる基板111及び112を備えて構成されたものである。基板111と基板112とは、相互に対向配置され、図示しないシール材などによって相互に貼り合わされている。基板111と基板112の間には、電気光学物質である液晶(図示せず)が封入されている。基板111の内面上には、ITO(Indium Tin Oxide)などの透明導電材料からなる電極111aが形成され、基板112の内面上には前記電極111aに対向配置される電極112aが形成されている。
【0021】
電極111aは、同じ材質で一体に形成された配線111bに接続されて、基板111に設けられた基板張出部111Tの内面上に引き出されている。基板張出部111Tは、基板111の端部において基板112の外形よりも外側に張り出された部分である。配線111bの一端側は、端子111bxとなっている。電極112aも、同じ材質で一体に形成された配線112bに接続されて、図示しない上下導通部を介して基板111上の配線111cに導電接続されている。この配線111cも、ITOで形成されている。配線111cは基板張出部111T上に引き出され、その一端側は端子111cxとなっている。基板張出部111Tの端縁近傍には入力配線111dが形成されており、その一端側は端子111dxとなっている。該端子111dxは、前記端子111bx及び111cxと対向配置されている。また、入力配線111dの他端側は、入力端子111dyとなっている。
【0022】
基板張出部111T上には、熱硬化性樹脂からなる封止樹脂122を介して、本発明の実装体となる電子部品121が実装されている。この電子部品121は、例えば液晶パネル110を駆動する液晶駆動用ICチップである。電子部品121の下面には、本発明に係る多数のバンプ電極(図示せず)が形成されており、これらのバンプ電極は、基板張出部111T上の端子111bx,111cx,111dxにそれぞれ導電接続されている。これにより、基板111上に電子部品(実装体)121が実装されてなる、本発明の実装構造体が形成されている。封止樹脂122は、エポキシ樹脂やアクリル樹脂、フェノール樹脂であることが好ましいが、樹脂であればよく、樹脂種類はその限りではない。
【0023】
また、基板張出部111T上の前記入力端子111dyの配列領域には、異方性導電膜124を介してフレキシブル配線基板123が実装されている。入力端子111dyは、フレキシブル配線基板123に設けられた、それぞれに対応する配線(図示せず)に導電接続されている。そして、このフレキシブル配線基板123を介して外部から制御信号、映像信号、電源電位などが、入力端子111dyに供給されるようになっている。入力端子111dyに供給された制御信号、映像信号、電源電位などは、電子部品121に入力され、ここで液晶駆動用の駆動信号が生成されて液晶パネル110に供給されるようになっている。
【0024】
以上のように構成された液晶表示装置100によれば、電子部品121を介して電極111aと電極112aとの間に適宜の電圧が印加されることにより、両電極111a,112aが対向配置される部分に構成される各画素毎に独立して光を変調させることができ、これによって液晶パネル110の表示領域に所望の画像を形成することができる。
【0025】
次に、前記液晶表示装置100に適用された、本発明の実装構造体の実施形態について説明する。
図2(a)は、前記液晶表示装置100における電子部品(実装体)121の実装構造体を拡大して示す要部拡大斜視図であり、図2(b)は、図2(a)におけるA−A線矢視断面図である。図2(a)(b)において符号11Pは基板111上に設けられた配線パターン、すなわち、前記配線111b、111c、111dのいずれかを表しており、符号11はこれら配線に設けられた端子、すなわち、前記した端子111bx、111cx,111dxのいずれかを表している。また、図2(b)において符号10は、本発明の一実施形態となる実装構造体を示している。
【0026】
なお、本実施形態では、端子11は配線パターン11Pの端部に連続して形成されたランド(図示せず)、あるいは配線パターン11Pの端部がそのまま端子11として機能するものとなっている。また、符号12は電子部品121に設けられたバンプ電極である。なお、図2(a)では図示を省略しているものの、図2(b)に示すように基板111と電子部品121との間には、少なくともバンプ電極12と端子11との導電接触部分の周囲を覆って、本発明における圧着手段としての封止樹脂122が充填配置され、硬化させられている。
【0027】
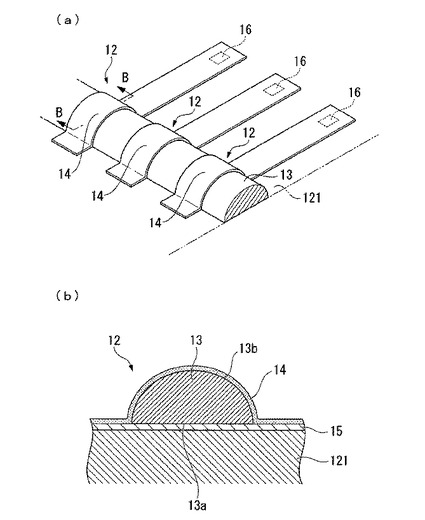
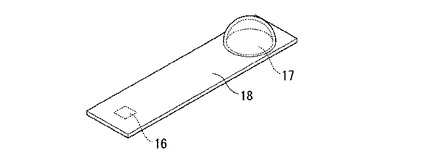
バンプ電極12は、図3(a)の要部斜視図に示すように、電子部品121上に設けられた内部樹脂13をコア(コア部)として、その表面が導電膜14で覆われた構造を有している。また、本実施形態においては、図3(a)に示したように電子部品121が基板111に実装される前、すなわち端子11に接合される前の無加圧状態で弾性変形する前の状態では、バンプ電極12の内部樹脂13は略蒲鉾状となっている。
【0028】
導電膜14は、電子部品121の表面部において、図3(a)のB−B線矢視断面図である図3(b)に示すように、該電子部品121の構成要素である保護膜15上に設けられたもので、図3(a)に示したように該保護膜15の開口部内に露出した電極16に接続・導通し、内部樹脂13上(表面上)に引き回されたものである。このような構成によって内部樹脂13の表面を覆う導電膜14は、前記電極16に導通し、したがって実質的に電子部品121の電極として機能するものとなっている。なお、本実施形態では、内部樹脂13の表面に帯状の導電膜14が複数設けられており、これら導電膜14はそれぞれ独立して電子部品121の電極16に接続・導通している。したがって、これら導電膜14は、その内側に位置する内部樹脂13とともに、それぞれが独立して、本発明におけるバンプ電極12として機能するようになっている。
【0029】
ここで、前記内部樹脂13についての略蒲鉾状とは、電子部品121に接する内面(底面)が平面であり、接しない外面側が湾曲面になっている柱状形状をいう。具体的には、図3(b)に示すようにその横断面(断面)が略半円形状(または略半楕円形状)であるものが好適とされ、図示しないものの、略台形状であるものも好適とされる。なお、この横断面は本発明における内部樹脂13の主断面となるものである。本発明における内部樹脂13の主断面とは、前記電子部品(実装体)121に当接する底面に対して直交する断面のうちの、特徴的な面であり、本実施形態のように内部樹脂13が略蒲鉾状となっている場合には、その幅方向の横断面が主断面となっている。そして、本発明におけるバンプ電極12では、その導電膜14が、前記主断面の面方向に沿って前記内部樹脂13の表面上に設けられている。
【0030】
また、本実施形態では、内部樹脂13の主断面(横断面)における略半円形状が、前記電子部品121に当接する底辺13aと、該電子部品121の外側に突出する外辺13bとによって囲まれて形成されている。
このような内部樹脂13は、感光性絶縁樹脂や熱硬化性絶縁樹脂からなるもので、具体的には、ポリイミド樹脂やアクリル樹脂、フェノール樹脂、シリコーン樹脂、シリコーン変性ポリイミド樹脂、エポキシ樹脂等によって形成されたものである。このような樹脂からなる内部樹脂13は、後述するように公知のリソグラフィー技術やリフロー技術により、前記した略蒲鉾状に形成されている。なお、樹脂の材質(硬度)や略蒲鉾状についての細部における形状(高さや幅)等については、接合する端子11の形状や大きさ等によって適宜に選択・設計される。
【0031】
導電膜14は、Au、TiW、Cu、Cr、Ni、Ti、W、NiV、Al、Pd、鉛フリーハンダ等の金属や合金からなるもので、これら金属(合金)の単層であっても、複数種を積層したものであってもよい。また、このような導電膜14は、スパッタ法等の公知の成膜法で成膜し、その後帯状にパターニングしたものであってもよく、無電解メッキによって選択的に形成したものであってもよい。または、スパッタ法や無電解メッキによって下地膜を形成し、その後電解メッキによって下地膜上に上層膜を形成し、これら下地膜と上層膜とからなる積層膜により、導電膜14を形成してもよい。なお、金属(合金)の種類や層構造、膜厚、幅等については、前記内部樹脂13の場合と同様に、端子11の形状や大きさ等によって適宜に選択・設計される。ただし、後述するように導電膜14は、端子11に接合することで内部樹脂13とともに弾性変形することから、特に展延性に優れた金(Au)を用いるのが好ましい。また、積層膜によって導電膜14を形成する場合には、その最外層に金を用いるのが好ましい。さらに、導電膜14の幅については、接合する端子11の幅よりも十分に広く形成しておくのが好ましい。
【0032】
このような構造のバンプ電極12において導電膜14は、前記主断面の面方向に沿って前記内部樹脂13の表面上に設けられているので、内部樹脂13の前記外辺13bの形状、すなわち、略円弧状の曲線からなる湾曲形状に沿って設けられたものとなる。したがって、この導電膜14には局部的な応力集中が起こりにくくなっているため、導電膜14は応力集中に起因する断線が防止されたものとなっている。
【0033】
また、このような構造のバンプ電極12を有した電子部品121は、図2(b)に示したように、バンプ電極12の導電膜14が基板111の端子11に直接導電接触した状態で基板111に実装され、さらに、このようにバンプ電極12が端子11に導電接触している状態で、電子部品121と基板111との間が加圧され、圧着させられている。そして、基板111と電子部品121との間に充填配置された封止樹脂122が硬化させられ、これによってバンプ電極12が端子11に導電接触している状態が、保持されている。
【0034】
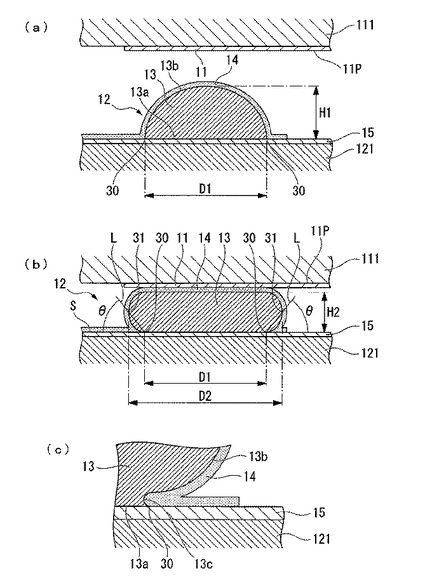
すると、このようにして形成された実装構造体10では、そのバンプ電極12における内部樹脂13が、バンプ電極12の主断面(横断面)を示す図4(a)に示すように加圧される前の弾性変形していない状態から、同じく図4(b)に示すように加圧されて弾性変形した状態に変化する。すなわち、弾性変形していない状態では、図4(a)に示したように、底辺13aの両端に位置する二つの点を第1の点30、30とすると、この主断面における前記底辺13a方向に沿う幅が最大となる位置が、前記底辺13a、つまり第1の点30、30間の幅D1となる。また、このような弾性変形していない状態では、内部樹脂13の高さは、図4(a)中にH1で示す高さとなる。
【0035】
これに対して、加圧されて内部樹脂13が弾性変形すると、図4(b)に示すようにその主断面の形状は、略半円形状から略長円形状(略トラック形状)となり、その最大幅も、前記底辺13aの幅D1から、内部樹脂13の高さ方向(厚さ方向)における中間部に移る。すなわち、前記主断面における前記底辺13a方向に沿う幅が最大となる位置での、前記外辺13b上の二つの点を第2の点31、31とすると、前記主断面における最大幅は、第2の点31、31間の幅D2となる。また、このような弾性変形している状態では、内部樹脂13の高さは、図4(b)中にH2で示す高さとなり、図4(a)中にH1で示した高さより低くなる。つまり、内部樹脂13は圧縮変形したことになる。
【0036】
そして、このように圧縮変形(弾性変形)した状態では、内部樹脂13は、図4(b)に示すように前記主断面において同じ側に位置する第1の点30と第2の点31とを結ぶ直線Lと、前記電子部品121の、前記底辺13aに接して該底辺13aの外側に延びる面Sとのなす角θが、鋭角に形成されたものとなる。
したがって、図2(b)に示したように封止樹脂122が、バンプ電極12と端子11との導電接触部分の周囲を覆って充填され、硬化させられると、この封止樹脂122は内部樹脂13の鋭角になった角θの部分に入り込み、アンカー効果でここに強固に固着するようになる。
また、バンプ電極12と端子11との導電接触部分の周囲に硬化前の封止樹脂122を充填し、その後、内部樹脂13を前記したように弾性変形(圧縮変形)させれば、この内部樹脂の弾性変形によって過剰な封止樹脂122が外側に排出され、適正な量の封止樹脂によって基板111と電子部品121との間が保持されるようになる。
【0037】
また、内部樹脂13は、端子11に接合して弾性変形する前においては、前記主断面の形状における底辺13aが最大幅D1となっているのに対し、端子11に接合して弾性変形した後には、最大幅D2が外辺13b側に移って前記角θが鋭角になり、内部樹脂13はその底面側の形状が大きく変わるほど十分に弾性変形(圧縮変形)したものとなっている。よって、端子11に接合した後には内部樹脂13の弾性復元力(反発力)がより大きくなり、これにより、その表面上の導電膜14が端子11に対して高い強度で接合するようになり、したがってバンプ電極12と端子11との間の接合強度がより高くなっている。
【0038】
なお、図4(b)に示したように圧縮変形(弾性変形)した状態の内部樹脂13では、微視的に見ると、前記主断面における前記外辺13bは、前記底辺13a近傍において、外側に凹となる湾曲部を形成している。すなわち、図4(b)の要部拡大図である図4(c)に示すように、外辺13bにおける前記第1の点30の近傍(つまり底辺13aの近傍)には、外側に凹となる湾曲部13cが形成されている。これは、底辺13aが電子部品121(の保護膜15)上に一体に固着していることから、内部樹脂13を弾性変形させた際、その外辺13bの中央部が外側に膨らむことで底辺13aの近傍においては内側に向かう力が生じ、これによって形成される凹部である。
そして、このように湾曲部13cが形成されると、前記外辺13bと電子部品121との間に形成される角部は、鋭角に形成されることなく、微視的になだらかに湾曲してなる湾曲部13cとなる。これにより、この角部での応力集中が緩和されるようになり、したがって、応力集中に起因してこの角部(湾曲部13c)上に設けられる導電膜14に、断線が生じることが防止されている。
【0039】
次に、このような構成の実装構造体10の製造方法に基づき、本発明の製造方法の一実施形態を説明する。
まず、本発明の製造方法において主要構成となる、バンプ電極12の形成工程について説明する。
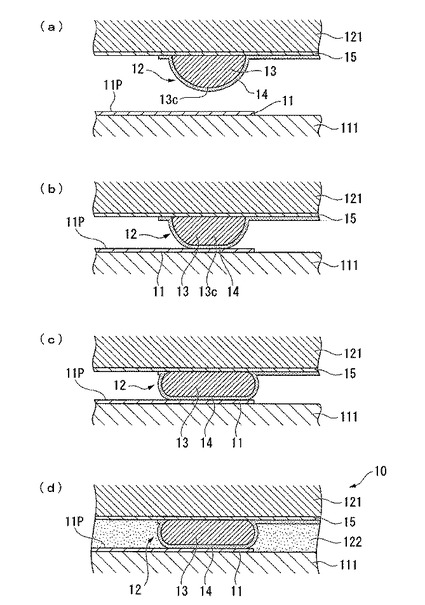
このバンプ電極12の形成工程では、まず、図5(a)に示すように電子部品121の能動面上に、内部樹脂13の形成樹脂、例えばネガ型レジストとなるポリイミド樹脂を、例えば10〜20μm程度の厚さに塗布する。ここで、電子部品121の能動面には、予め絶縁材からなる保護膜15を形成しておくとともに、この保護膜15に開口部15aを形成して該開口部15a内に電極16を露出させておく。そして、塗布した形成樹脂をプリベークすることにより、樹脂層130を形成する。
【0040】
次に、図5(b)に示すように、樹脂層130上にフォトマスク20を所定位置に位置決めし、これをセットする。フォトマスク20としては、例えばCr等の遮光膜を形成したガラス板からなるもので、形成する略蒲鉾状の内部樹脂13の平面形状に対応した矩形の開口21を有したものが用いられる。なお、フォトマスク20の位置決めについては、その開口部21が内部樹脂13の形成箇所に位置するようにして行う。また、フォトマスク20については、ガラス板についての記載を省略し、遮光膜のみを記載してこれを符号20としている。
【0041】
次いで、このフォトマスク20上に露光光を照射し、開口部21内に露出する前記樹脂層130を露光する。ただし、この露光に際しては、その露光条件を調整することにより、現像後に得られる樹脂層130からなるパターンを、その横断面(主断面)が略半円形状(または略半楕円形状)の略蒲鉾状となるパターンにする。
具体的には、図5(b)中矢印で示すように露光光を斜めに照射し、樹脂層130における被露光部分を、図5(b)中破線で示すように横断面略半円形状(略台形状)とする。また、図5(c)に示すように、フォトマスク20を樹脂層130から離した状態で露光するオフコンタクト露光を行い、樹脂層130における被露光部分を、図5(c)中破線で示すように横断面略半円形状(略台形状)としてもよい。さらに、フォトマスク20として、半透過型のハーフマスクを用い、被露光部分を前記したように横断面を略半円形状(略台形状)にしてもよい。ハーフマスクとしては、前記開口部21の周辺部分を半透過性にするともに、該開口部21から遠ざかるに連れて徐々に透光性が低下させる。このように半透過性の領域を形成することで、前記略半円形状(略台形状)における外辺部分、すなわち側面部分の露光を行うことができる。
【0042】
このようにして露光を行うと、マスク20の開口21内に露出する樹脂層130では、その厚さ方向において全域が露光される。また、開口部21の周辺部分においては、開口部21から遠ざかるに連れて漸次露光量が少なくなる。したがって、このようにして露光処理を行った後、現像処理を行うと、樹脂層130はその未露光部分が現像されて除去される。一方、露光部分である開口部21内に露出した部分は現像されずにそのまま残る。また、その周辺部分においても露光量に応じてその底面側が残る。これにより、図5(d)に示すように、横断面が略台形状で略蒲鉾状の樹脂パターン130aが得られる。
【0043】
得られる樹脂パターン130aについては、その形状を、露光条件や現像条件によってある程度調整することができる。したがって、ハーフマスクの半透過性の領域の調整などにより、図5(d)に示したように樹脂パターン130aにおける肩部分130bをある程度湾曲させることが可能である。しかし、肩部分130bをよりなだらかに湾曲させ、さらに側辺部分や上辺部分をも湾曲させて露出面全体を曲線(曲面)形状にするためには、リフロー処理を行うのが好ましい。
【0044】
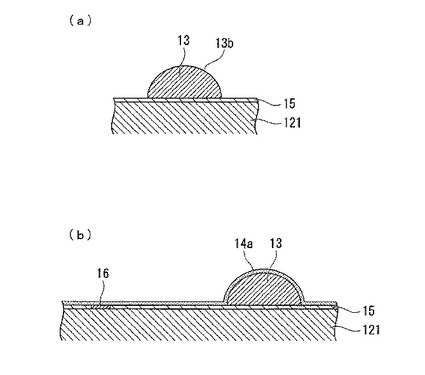
リフロー処理としては、樹脂パターン130aの材質に応じて、該樹脂が軟化し表面が溶融する温度に加熱することで行う。このようにして加熱し溶融させた後、常温に戻すことにより、図6(a)に示すように主断面が略半円形状の内部樹脂13が得られる。すなわち、樹脂パターン130aは、リフロー処理によってその表面が軟化・溶融し、固化する過程で、表面状態が全体的になだらかに湾曲する連続曲面となる。略半円形状(略台形状)に形成された横断面(主断面)について言えば、外辺13b全体が連続したなだらかな湾曲線となり、より半円に近い形状となる。つまり、樹脂が軟化し表面が溶融すると、図6(a)に示したように外辺13bは自重によってその両側(両肩部分側)が垂れることにより、より半円に近い形状となるのである。これにより、バンプ電極形成工程における内部樹脂形成工程が終了する。
【0045】
このようにして本発明における内部樹脂13を形成したら、図6(b)に示すように基板111の表面全面に、スパッタリング(スパッタ法)等によって前記したAu等の金属(合金)を適宜な厚さで成膜し、導電層14aを形成する。
次いで、導電層14a上に公知のレジスト技術、リソグラフィー技術によってレジストパターン(図示せず)を形成し、さらにこのレジストパターンをマスクにして導電層14aをエッチングすることにより、図3(a)に示したような所定パターンの導電膜14を形成する。これにより、バンプ電極形成工程における導電膜形成工程が終了する。前記エッチングとしては、例えばプラズマを用いたドライエッチングや、薬液を用いるウエットエッチングなど、任意の手法を採用することができる。
【0046】
その後、レジストパターンを除去する。これにより、バンプ電極12の形成工程が終了する。
なお、特に前記の内部樹脂13の形成に際しては、前述したように樹脂層130に対する露光量を調整するハーフ露光と、現像後の樹脂パターン130aに対するリフロー処理とを組み合わせることで、横断面(主断面)を略半円形状(略半楕円形状)に形成したが、前記したようにハーフ露光のみで所望の形状を形成してもよく、また、リフロー処理のみで所望の形状を形成してもよい。
【0047】
このようにして電子部品121にバンプ電極12を形成したら、続いて、この電子部品121を基板111に対して実装する実装工程を行う。まず、図7(a)に示すようにこの電子部品121を基板111に対して、互いのバンプ電極12と端子11とが対向するようにして位置決めする。そして、その状態で、図7(b)に示すように互いに接合する方向に加圧することにより、バンプ電極12の導電膜14を端子11に接合させ、導電接触させる。これにより実装工程が終了する。
【0048】
このようにして実装工程を行ったら、導電膜14と端子11とを導電接触させた状態のままで、前記電子部品121を前記基板111側に相対的に押圧させ、図7(c)に示すように前記内部樹脂13を所望形状に弾性変形(圧縮変形)させる。すなわち、変形前に略半円形状であった主断面の形状を、略長円形状になるまで圧縮変形させる。このように圧縮変形させると、図4(b)に示したように、第1の点30と第2の点31とを結ぶ直線Lと、前記底辺13aの外側に延びる面Sとのなす角θが、鋭角になる。
【0049】
ここで、圧縮変形させることで形成する角θの鋭角の範囲としては、特に限定されないものの、20°以上70°以下とするのが好ましい。20°以上とすることにより、内部樹脂13を圧縮変形させる際の加圧を高すぎることなく通常の圧力範囲で行うことができ、過剰な圧力で加圧することにより、電子部品121等にダメージを与えてしまうおそれがなくなるからである。また、70°以下とすることにより、圧縮変形の度合いを十分に確保することができ、その分、十分な弾性復元力(反発力)が得られるからである。
【0050】
このようにして加圧工程を行ったら、この加圧状態を維持し、したがって前記の内部樹脂が圧縮変形した状態を保持したままで、図7(d)に示すように本発明における圧着手段としての前記封止樹脂122を、基板111と電子部品121との間に充填配置し、硬化させる。これにより、加圧した状態から無加圧状態に戻しても、前記の内部樹脂が圧縮変形した状態が、封止樹脂122によって保持される。これにより、保持工程が終了し、さらに圧着工程が終了することで、本発明の実装構造体10が得られる。
【0051】
ここで、圧着手段としての封止樹脂122については、予め基板111と電子部品121との間に未硬化状態で設けておき、導電膜14と端子11とを導電接触させ、さらに加圧して内部樹脂13を所望形状に圧縮変形させた後、硬化させてもよい。その場合、内部樹脂13の圧縮変形によって過剰な封止樹脂122は外側に排出され、適正な量の封止樹脂122によって基板111と電子部品121との間が保持されるようになる。また、未硬化の封止樹脂122はある程度流動性を有していることから、内部樹脂13を所望形状に圧縮変形させた際、この未硬化の封止樹脂122は内部樹脂13の圧縮変形に伴われて内部樹脂13の鋭角になった角θの部分に容易に入り込み、ここに充填されるようになる。
また、この封止樹脂122については、導電膜14と端子11とを導電接触させ、さらに内部樹脂13を圧縮変形させた後、基板111と電子部品121との間に未硬化の状態で充填し、その後硬化させてもよい。その場合には、未硬化の封止樹脂122が、圧縮変形によって形成された内部樹脂13の鋭角な角θの部分により良好に入り込み、ここに充填されるようになる。
【0052】
このような製造方法によれば、バンプ電極12における内部樹脂13を、前記主断面における最大幅が前記底辺13aとなるように形成し、その後、バンプ電極12を端子11に導電接触させた状態で電子部品121を基板111側に相対的に押圧させることにより、内部樹脂13を、その角θが鋭角になるように圧縮変形(弾性変形)させるので、内部樹脂13が、その底面側の形状が大きく変わるほど十分に圧縮変形(弾性変形)したものとなる。よって、端子11に接合した後には内部樹脂13の弾性復元力(反発力)がより大きくなっており、これによりその表面上の導電膜14が端子11に対して高い強度で接合するようになり、したがってバンプ電極12と端子11との間の接合強度がより高くなる。よって、バンプ電極12と端子11との間において十分に高い接合強度を確保し、バンプ電極12と端子11との間の電気的接続の信頼性を向上することができる。
【0053】
また、このようにして得られた実装構造体10にあっては、前記したように内部樹脂13が十分に圧縮変形(弾性変形)しているので、弾性復元力(反発力)がより大きくなっていることにより、その表面上の導電膜14が端子11に対して高い強度で接合するようになり、したがってバンプ電極12と端子11との間の接合強度がより高くなっている。よって、バンプ電極12と端子11との間において十分に高い接合強度が確保され、バンプ電極12と端子11との間の電気的接続の信頼性が向上したものとなる。
【0054】
また、封止樹脂122が、バンプ電極12と端子11との導電接触部分の周囲を覆って充填され、硬化させられているので、この封止樹脂122は内部樹脂13の鋭角になった角θの部分に入り込み、アンカー効果でここに強固に固着するようになる。したがって、封止樹脂122の電子部品121に対する接着強度が高くなり、この封止樹脂122からなる圧着手段の圧着・保持効果が高くなって実装構造がより安定化したものとなる。
また、バンプ電極12と端子11との導電接触部分の周囲に硬化前の封止樹脂122を充填し、その後、内部樹脂13を前記したように弾性変形(圧縮変形)させれば、この内部樹脂の弾性変形によって過剰な封止樹脂122が外側に排出され、適正な量の封止樹脂によって基板111と電子部品121との間が保持されるようになる。したがって、実装構造がより安定化したものとなる。
【0055】
なお、本発明は前記実施形態に限定されることなく、本発明の要旨を逸脱しない範囲で種々の変更が可能である。例えば、バンプ電極の構造としては、図2(a)、図3(a)に示したように内部樹脂が略蒲鉾状に形成されたものでなく、加圧され圧縮変形する前の無加圧の状態では、図8に示すように、内部樹脂17が略半球状に形成され、導電膜18が、前記内部樹脂17の上面全体を覆い、かつ電子部品の電極16に導通した状態で設けられた構造であってもよい。
【0056】
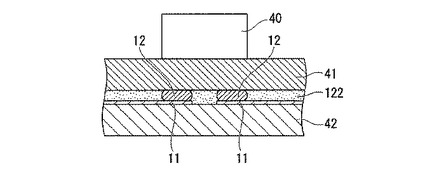
また、前記実施形態では、本発明の実装体として電子部品を用い、したがって本発明の実装構造体を、電子部品の実装構造体に適用したが、実装体としては、例えば基板を用いることもできる。すなわち、例えば図9に示すように表面側に電子部品40を実装してなる基板41の裏面側にバンプ電極12を形成しておき、この基板41を、別の基板42に実装するとともに、該基板42の端子11に前記バンプ電極12を接合し、導電接触させるようにしてもよい。
このような実装構造体にあっても、バンプ電極12の内部樹脂の弾性復元力(反発力)が大きいことから、バンプ電極12と端子11との間の接合強度がより高くなり、したって、バンプ電極12と端子11との間において十分に高い接合強度が確保され、バンプ電極12と端子11との間の電気的接続の信頼性が向上したものとなる。
【0057】
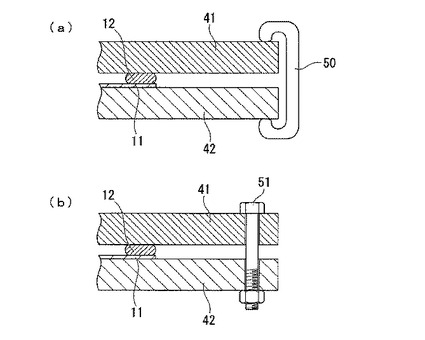
また、前記実施形態では、本発明における圧着手段として封止樹脂122を用いているが、例えば前記したように実装体として基板を用い、したがって基板と基板との間の実装構造に本発明を適用するような場合には、各種の機械的圧着手段によって本発明の圧着手段を構成してもよい。具体的には、図10(a)に示すようにクリップ50を用いて基板41、42間を外側から圧着してもよく、また、図10(b)に示すようにネジ51を用いて基板41、42間を外側から圧着してもよい。
また、圧着手段として接着剤(樹脂)を用いた場合にも、バンプ電極12と端子11との導電接触部分の周囲に充填配置することなく、例えば電子部品の外周部と基板との間にのみ、選択的に配するようにしてもよい。
【0058】
また、前記の基板111についても、前記したガラスや合成樹脂からなる基板以外に、リジット基板やシリコン基板、薄厚のセラミックス基板など種々のものが使用可能である。さらに、電子部品としては、液晶駆動用ICチップ以外に各種のICや、ダイオード、トランジスター、発光ダイオード、レーザーダイオード、発信子、コンデンサなどの受動部品など前述したような接続電極(バンプ電極)を有する電子部品であればなんでも構わない。
また、本発明の電子部品の実装構造体が適用される装置としては、前記した液晶表示装置だけではなく、有機エレクトロルミネッセンス装置(有機EL装置)や、プラズマディスプレイ装置、電気泳動ディスプレイ装置、電子放出素子を用いた装置(Field Emission Display 及び Surface-Conduction Electron-Emitter Display 等)など、各種の電気光学装置や各種の電子モジュールに適用可能である。
【符号の説明】
【0059】
10…実装構造体、11…端子、11P…配線パターン、12…バンプ電極、13、17…内部樹脂、13a…底辺、13b…外辺、14、18…導電膜、30…第1の点、31…第2の点、100…液晶表示装置、110…液晶パネル、111…基板、111a,112a…電極、111b、112b、111c…配線、111d…入力配線、111bx、111cx、111dx…端子、121…電子部品(実装体)、122…封止樹脂(圧着手段)、130…樹脂層。
【技術分野】
【0001】
本発明は、実装構造体及び実装構造体の製造方法に関する。
【背景技術】
【0002】
従来、各種の電子機器に搭載される回路基板や液晶表示装置などにおいては、半導体ICなどの電子部品を基板上に実装する技術が用いられている。例えば液晶表示装置には、液晶パネルを駆動するための液晶駆動用ICチップが実装される。この液晶駆動用ICチップは、液晶パネルを構成するガラス基板に直接実装される場合もあり、また、液晶パネルに実装されるフレキシブル基板(FPC)上に実装される場合もある。前者による実装構造はCOG(Chip On Glass)構造と呼ばれ、後者はCOF(Chip On FPC)構造と呼ばれている。なお、これら実装構造以外にも、例えばガラエポ基板などにICチップを実装するCOB(Chip On board)構造も知られている。
【0003】
このような実装構造に用いられる基板には、配線パターンに接続するランド(端子)が形成されており、一方、電子部品には、電気的接続を得るためのバンプ電極が形成されている(例えば、特許文献1、特許文献2、特許文献3参照)。そして、前記ランドにバンプ電極を接続させた状態で、前記基板上に電子部品を実装することにより、電子部品の実装構造体が形成されている。
【0004】
ところで、前記の実装構造体においては、基板上に電子部品がより強固にかつ確実に接続していることが望まれている。特に、ランドやバンプ電極がそれぞれ複数ずつあり、複数のランド−バンプ電極間をそれぞれ接続させる場合には、全てのランド−バンプ電極間が良好に接続していることが、信頼性を確保するうえで重要となっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−333982号公報
【特許文献2】特開平9−293753号公報
【特許文献3】特開2004−153139号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、前記した特許文献1〜3に記載されたバンプ電極は、いずれも金属によって形成されており、したがって、同様に金属からなるランド(端子)にバンプ電極を接合させた際、その接合強度にバラツキが生じ易く、接触不良(導電不良)を起こしてしまうおそれがあった。また、接合時には十分な強度で接していても、機械的な外力や熱応力などによって接合部分が剥離し、接触不良(導電不良)を起こしてしまうおそれもあった。
なお、このようなバンプ電極とランド(端子)との間の接触不良は、バンプ電極を形成した一方の基板を、端子(ランド)を形成した他方の基板に接合させた実装構造においても、同様に生じるおそれがあった。
【0007】
本発明は前記事情に鑑みてなされたもので、その目的とするところは、バンプ電極−端子間において十分に高い接合強度を確保し、これによって電気的接続の信頼性を向上した実装構造体、及び実装構造体の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明の実装構造体は、バンプ電極を有する実装体を、端子を有する基板上に実装してなる実装構造体であって、
前記バンプ電極は、内部樹脂をコアとしてその表面上に導電膜が覆われた構造を有し、前記導電膜は、前記端子に直接導電接触し、前記基板と前記実装体とには、前記実装体を前記基板側に相対的に押圧させて、前記内部樹脂が弾性変形した状態で前記バンプ電極が前記端子に導電接触している状態を保持する圧着手段が備えられ、
前記内部樹脂は、前記実装体に当接する底面に対して直交する断面のうちの主断面の形状が、前記実装体に当接する底辺と、該実装体の外側に突出する外辺とによって囲まれ、かつ、前記底辺の両端に位置する二つの点を第1の点とし、前記主断面における前記底辺方向に沿う幅が最大となる位置での前記外辺上の二つの点を第2の点とすると、前記主断面において同じ側に位置する前記第1の点と前記第2の点とを結ぶ直線と、前記実装体の、前記底辺に接して該底辺の外側に延びる面とのなす角が、鋭角に形成されてなり、
前記導電膜は、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に設けられていることを特徴としている。
【0009】
この実装構造体によれば、内部樹脂をコアとするバンプ電極が、前記内部樹脂が弾性変形した状態で前記端子に導電接触しているので、内部樹脂の弾性復元力(反発力)によってその表面上の導電膜が端子に対して高い強度で接合するようになり、したがってバンプ電極と端子との間において十分に高い接合強度が確保される。よって、バンプ電極と端子との間の電気的接続の信頼性が向上したものとなる。
また、圧着手段が、バンプ電極と端子との導電接触部分の周囲に充填され、硬化されてなる封止樹脂によって構成されている場合、この封止樹脂は前記内部樹脂の底面側における前記の鋭角に形成された部分に入り込み、アンカー効果でここに強固に固着する。したがって、封止樹脂の実装体に対する接着強度が高くなり、この封止樹脂からなる圧着手段の圧着・保持効果が高くなって実装構造がより安定化する。
【0010】
また、前記実装構造体においては、前記内部樹脂は、弾性変形する前の状態において、前記主断面における前記底辺方向に沿う幅が最大となる位置が、前記底辺となっているのが好ましい。
このようにすれば、内部樹脂は、端子に接合して弾性変形する前においては、前記主断面の形状における底辺が最大幅となっているのに対し、端子に接合して弾性変形した後には、前記主断面における最大幅が外辺側に移って前記角が鋭角になり、内部樹脂はその底面側の形状が大きく変わるほど十分に弾性変形したものとなる。よって、端子に接合した後には内部樹脂の弾性復元力(反発力)がより大きくなり、これによりその表面上の導電膜が端子に対して高い強度で接合するようになり、したがってバンプ電極と端子との間の接合強度がより高くなる。
また、圧着手段が、バンプ電極と端子との導電接触部分の周囲に充填され、硬化されてなる封止樹脂によって構成されている場合、バンプ電極と端子との導電接触部分の周囲に硬化前の封止樹脂を充填し、その後、内部樹脂を前記したように弾性変形させれば、この内部樹脂の弾性変形によって過剰な封止樹脂が外側に排出され、適正な量の封止樹脂によって基板と実装体との間が保持されるようになる。したがって、実装構造がより安定化する。
【0011】
また、前記実装構造体においては、前記内部樹脂は、弾性変形する前の状態において、前記主断面となる横断面を略半円形状、略半楕円形状、または略台形状とする略蒲鉾状に形成され、前記導電膜は、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に帯状に設けられているのが好ましい。
このようにすれば、内部樹脂の表面上に間隔をおいて導電膜を複数設けることにより、複数のバンプ電極を形成することができ、製造が容易になる。
【0012】
また、前記実装構造体においては、前記圧着手段が、前記バンプ電極と前記端子との導電接触部分の周囲に充填され、硬化されてなる封止樹脂によって構成されているのが好ましい。
このようにすれば、弾性変形してなるバンプ電極と端子との間の導電接触状態がより良好に保持され、バンプ電極の導電膜と端子との間の導電接続状態がより良好になる。
また、前記したように、内部樹脂の底面側における前記の鋭角に形成された部分に入り込み、アンカー効果でここに強固に固着することにより、封止樹脂の実装体に対する接着強度が高くなり、この封止樹脂からなる圧着手段の圧着・保持効果が高くなって実装構造がより安定化する。
また、前記したように、内部樹脂の弾性変形によって過剰な封止樹脂が外側に排出され、適正な量の封止樹脂によって基板と実装体との間が保持されるようになり、これによっても実装構造がより安定化するようになる。
【0013】
また、前記実装構造体においては、前記内部樹脂は、前記主断面における前記外辺が、前記底辺近傍において外側に凹となる湾曲部を有しているのが好ましい。
このようにすれば、前記内部樹脂における前記外辺と、前記実装体との間に形成される角部が、鋭角に形成されることなく湾曲部となるので、この角部での応力集中が緩和され、応力集中に起因してこの角部上に設けられる導電膜に断線が生じることが防止される。
また、前記実装構造体においては、前記実装体が電子部品であってもよい。
前記実装体を電子部品とすることにより、バンプ電極と端子との間において十分に高い接合強度が確保された、良好な電子部品の実装構造体が得られる。
【0014】
また、本発明の実装構造体の製造方法は、バンプ電極を有する実装体を、端子を有する基板上に実装してなる実装構造体の製造方法であって、
実装体上に、コアとなる内部樹脂を設けてその表面上を導電膜で覆い、バンプ電極を形成するバンプ電極形成工程と、
前記バンプ電極の導電膜を基板の端子に直接導電接触させた状態で、前記基板に前記実装体を実装する実装工程と、
前記バンプ電極が前記端子に導電接触している状態で、前記実装体を前記基板側に相対的に押圧させその状態を保持する圧着工程と、を備えてなり、
前記バンプ電極形成工程は、
前記コアとなる内部樹脂を、前記実装体に当接する底面に対して直交する断面のうちの主断面の形状が、前記実装体に当接する底辺と該実装体の外側に突出する外辺とによって囲まれ、かつ、前記底辺の両端に位置する二つの点を第1の点とし、前記主断面における前記底辺方向に沿う幅が最大となる位置での前記外辺上の二つの点を第2の点とすると、前記主断面における前記底辺方向に沿う幅が最大となる位置が、前記底辺となるように、形成する内部樹脂形成工程と、前記導電膜を、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に設ける導電膜形成工程と、を有し、
前記圧着工程は、
前記バンプ電極を前記端子に導電接触させた状態で前記実装体を前記基板側に相対的に押圧させることで、前記内部樹脂を、前記主断面において同じ側に位置する前記第1の点と前記第2の点とを結ぶ直線と、前記実装体の、前記底辺に接して該底辺の外側に延びる面とのなす角が、鋭角になるように弾性変形させる加圧工程と、前記加圧工程で弾性変形した前記内部樹脂の状態を保持する保持工程と、を有することを特徴としている。
【0015】
この実装構造体の製造方法によれば、バンプ電極における内部樹脂を、前記主断面における前記底辺方向に沿う幅が最大となる位置が、前記底辺となるように形成し、その後、前記バンプ電極を前記端子に導電接触させた状態で前記実装体を前記基板側に相対的に押圧させることにより、内部樹脂をその前記角が鋭角になるように弾性変形させるので、内部樹脂が、その底面側の形状が大きく変わるほど十分に弾性変形したものとなる。よって、端子に接合した後には内部樹脂の弾性復元力(反発力)がより大きくなり、これによりその表面上の導電膜が端子に対して高い強度で接合するようになり、したがってバンプ電極と端子との間の接合強度がより高くなる。よって、バンプ電極と端子との間において十分に高い接合強度を確保し、バンプ電極と端子との間の電気的接続の信頼性を向上することができる。
【0016】
また、前記実装構造体の製造方法においては、前記保持工程では、前記バンプ電極と前記端子との導電接触部分の周囲に配設した封止樹脂を硬化させることで、前記内部樹脂の弾性変形した状態を保持するのが好ましい。
このようにすれば、弾性変形してなるバンプ電極と端子との間の導電接触状態をより良好に保持し、バンプ電極の導電膜と端子との間の導電接続状態をより良好にすることができる。
また、封止樹脂が、前記内部樹脂の底面側における前記の鋭角に形成された部分に入り込み、アンカー効果でここに強固に固着するので、封止樹脂の実装体に対する接着強度が高くなり、この封止樹脂からなる圧着手段の圧着・保持効果を高くして実装構造をより安定化することができる。
また、バンプ電極と端子との導電接触部分の周囲に予め硬化前の封止樹脂を充填しておき、その後、内部樹脂を弾性変形させてその状態で封止樹脂を硬化させれば、内部樹脂の弾性変形によって過剰な封止樹脂を外側に排出し、その後、適正な量の封止樹脂を硬化させることができるので、基板と実装体との間を良好に保持することができる。したがって、実装構造をより安定化することができる。
【0017】
また、前記実装構造体の製造方法においては、前記内部樹脂形成工程では、前記内部樹脂を、前記主断面となる横断面が略半円形状、略半楕円形状、または略台形状となる略蒲鉾状に形成し、前記導電膜形成工程では、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に帯状に設けるのが好ましい。
このようにすれば、内部樹脂の表面上に間隔をおいて導電膜を複数設けることにより、複数のバンプ電極を形成することができ、製造が容易になる。
【図面の簡単な説明】
【0018】
【図1】本発明が適用された液晶表示装置の構造を模式的に示す概略斜視図である。
【図2】(a)(b)は本発明に係る実装構造体の要部拡大図である。
【図3】(a)(b)は端子に接合される前のバンプ電極の概略構成図である。
【図4】(a)〜(c)は内部樹脂の弾性変形前後の主断面形状を示す図である。
【図5】(a)〜(d)はバンプ電極の形成工程を説明するための側断面図である。
【図6】(a)(b)はバンプ電極の形成工程を説明するための側断面図である。
【図7】(a)〜(d)は実装構造体の製造方法を説明するための図である。
【図8】バンプ電極の概略構成を示す斜視図である。
【図9】本発明に係る実装構造体の他の実施形態を示す要部側断面図である。
【図10】(a)(b)は機械的圧着手段を用いた例を示す要部側断面図である。
【発明を実施するための形態】
【0019】
以下、本発明の実装構造体を詳しく説明する。
図1は本発明に係る実装構造体を適用した液晶表示装置を示す模式図である。まず、図1を用いて本発明に係る実装構造体の適用例を説明する。
図1において符号100は液晶表示装置であり、この液晶表示装置100は、液晶パネル110と、電子部品(液晶駆動用ICチップ)121とを有して構成されている。なお、この液晶表示装置100には、図示しないものの、偏光板、反射シート、バックライト等の付帯部材が、必要に応じて適宜設けられるものとする。
【0020】
液晶パネル110は、ガラスや合成樹脂からなる基板111及び112を備えて構成されたものである。基板111と基板112とは、相互に対向配置され、図示しないシール材などによって相互に貼り合わされている。基板111と基板112の間には、電気光学物質である液晶(図示せず)が封入されている。基板111の内面上には、ITO(Indium Tin Oxide)などの透明導電材料からなる電極111aが形成され、基板112の内面上には前記電極111aに対向配置される電極112aが形成されている。
【0021】
電極111aは、同じ材質で一体に形成された配線111bに接続されて、基板111に設けられた基板張出部111Tの内面上に引き出されている。基板張出部111Tは、基板111の端部において基板112の外形よりも外側に張り出された部分である。配線111bの一端側は、端子111bxとなっている。電極112aも、同じ材質で一体に形成された配線112bに接続されて、図示しない上下導通部を介して基板111上の配線111cに導電接続されている。この配線111cも、ITOで形成されている。配線111cは基板張出部111T上に引き出され、その一端側は端子111cxとなっている。基板張出部111Tの端縁近傍には入力配線111dが形成されており、その一端側は端子111dxとなっている。該端子111dxは、前記端子111bx及び111cxと対向配置されている。また、入力配線111dの他端側は、入力端子111dyとなっている。
【0022】
基板張出部111T上には、熱硬化性樹脂からなる封止樹脂122を介して、本発明の実装体となる電子部品121が実装されている。この電子部品121は、例えば液晶パネル110を駆動する液晶駆動用ICチップである。電子部品121の下面には、本発明に係る多数のバンプ電極(図示せず)が形成されており、これらのバンプ電極は、基板張出部111T上の端子111bx,111cx,111dxにそれぞれ導電接続されている。これにより、基板111上に電子部品(実装体)121が実装されてなる、本発明の実装構造体が形成されている。封止樹脂122は、エポキシ樹脂やアクリル樹脂、フェノール樹脂であることが好ましいが、樹脂であればよく、樹脂種類はその限りではない。
【0023】
また、基板張出部111T上の前記入力端子111dyの配列領域には、異方性導電膜124を介してフレキシブル配線基板123が実装されている。入力端子111dyは、フレキシブル配線基板123に設けられた、それぞれに対応する配線(図示せず)に導電接続されている。そして、このフレキシブル配線基板123を介して外部から制御信号、映像信号、電源電位などが、入力端子111dyに供給されるようになっている。入力端子111dyに供給された制御信号、映像信号、電源電位などは、電子部品121に入力され、ここで液晶駆動用の駆動信号が生成されて液晶パネル110に供給されるようになっている。
【0024】
以上のように構成された液晶表示装置100によれば、電子部品121を介して電極111aと電極112aとの間に適宜の電圧が印加されることにより、両電極111a,112aが対向配置される部分に構成される各画素毎に独立して光を変調させることができ、これによって液晶パネル110の表示領域に所望の画像を形成することができる。
【0025】
次に、前記液晶表示装置100に適用された、本発明の実装構造体の実施形態について説明する。
図2(a)は、前記液晶表示装置100における電子部品(実装体)121の実装構造体を拡大して示す要部拡大斜視図であり、図2(b)は、図2(a)におけるA−A線矢視断面図である。図2(a)(b)において符号11Pは基板111上に設けられた配線パターン、すなわち、前記配線111b、111c、111dのいずれかを表しており、符号11はこれら配線に設けられた端子、すなわち、前記した端子111bx、111cx,111dxのいずれかを表している。また、図2(b)において符号10は、本発明の一実施形態となる実装構造体を示している。
【0026】
なお、本実施形態では、端子11は配線パターン11Pの端部に連続して形成されたランド(図示せず)、あるいは配線パターン11Pの端部がそのまま端子11として機能するものとなっている。また、符号12は電子部品121に設けられたバンプ電極である。なお、図2(a)では図示を省略しているものの、図2(b)に示すように基板111と電子部品121との間には、少なくともバンプ電極12と端子11との導電接触部分の周囲を覆って、本発明における圧着手段としての封止樹脂122が充填配置され、硬化させられている。
【0027】
バンプ電極12は、図3(a)の要部斜視図に示すように、電子部品121上に設けられた内部樹脂13をコア(コア部)として、その表面が導電膜14で覆われた構造を有している。また、本実施形態においては、図3(a)に示したように電子部品121が基板111に実装される前、すなわち端子11に接合される前の無加圧状態で弾性変形する前の状態では、バンプ電極12の内部樹脂13は略蒲鉾状となっている。
【0028】
導電膜14は、電子部品121の表面部において、図3(a)のB−B線矢視断面図である図3(b)に示すように、該電子部品121の構成要素である保護膜15上に設けられたもので、図3(a)に示したように該保護膜15の開口部内に露出した電極16に接続・導通し、内部樹脂13上(表面上)に引き回されたものである。このような構成によって内部樹脂13の表面を覆う導電膜14は、前記電極16に導通し、したがって実質的に電子部品121の電極として機能するものとなっている。なお、本実施形態では、内部樹脂13の表面に帯状の導電膜14が複数設けられており、これら導電膜14はそれぞれ独立して電子部品121の電極16に接続・導通している。したがって、これら導電膜14は、その内側に位置する内部樹脂13とともに、それぞれが独立して、本発明におけるバンプ電極12として機能するようになっている。
【0029】
ここで、前記内部樹脂13についての略蒲鉾状とは、電子部品121に接する内面(底面)が平面であり、接しない外面側が湾曲面になっている柱状形状をいう。具体的には、図3(b)に示すようにその横断面(断面)が略半円形状(または略半楕円形状)であるものが好適とされ、図示しないものの、略台形状であるものも好適とされる。なお、この横断面は本発明における内部樹脂13の主断面となるものである。本発明における内部樹脂13の主断面とは、前記電子部品(実装体)121に当接する底面に対して直交する断面のうちの、特徴的な面であり、本実施形態のように内部樹脂13が略蒲鉾状となっている場合には、その幅方向の横断面が主断面となっている。そして、本発明におけるバンプ電極12では、その導電膜14が、前記主断面の面方向に沿って前記内部樹脂13の表面上に設けられている。
【0030】
また、本実施形態では、内部樹脂13の主断面(横断面)における略半円形状が、前記電子部品121に当接する底辺13aと、該電子部品121の外側に突出する外辺13bとによって囲まれて形成されている。
このような内部樹脂13は、感光性絶縁樹脂や熱硬化性絶縁樹脂からなるもので、具体的には、ポリイミド樹脂やアクリル樹脂、フェノール樹脂、シリコーン樹脂、シリコーン変性ポリイミド樹脂、エポキシ樹脂等によって形成されたものである。このような樹脂からなる内部樹脂13は、後述するように公知のリソグラフィー技術やリフロー技術により、前記した略蒲鉾状に形成されている。なお、樹脂の材質(硬度)や略蒲鉾状についての細部における形状(高さや幅)等については、接合する端子11の形状や大きさ等によって適宜に選択・設計される。
【0031】
導電膜14は、Au、TiW、Cu、Cr、Ni、Ti、W、NiV、Al、Pd、鉛フリーハンダ等の金属や合金からなるもので、これら金属(合金)の単層であっても、複数種を積層したものであってもよい。また、このような導電膜14は、スパッタ法等の公知の成膜法で成膜し、その後帯状にパターニングしたものであってもよく、無電解メッキによって選択的に形成したものであってもよい。または、スパッタ法や無電解メッキによって下地膜を形成し、その後電解メッキによって下地膜上に上層膜を形成し、これら下地膜と上層膜とからなる積層膜により、導電膜14を形成してもよい。なお、金属(合金)の種類や層構造、膜厚、幅等については、前記内部樹脂13の場合と同様に、端子11の形状や大きさ等によって適宜に選択・設計される。ただし、後述するように導電膜14は、端子11に接合することで内部樹脂13とともに弾性変形することから、特に展延性に優れた金(Au)を用いるのが好ましい。また、積層膜によって導電膜14を形成する場合には、その最外層に金を用いるのが好ましい。さらに、導電膜14の幅については、接合する端子11の幅よりも十分に広く形成しておくのが好ましい。
【0032】
このような構造のバンプ電極12において導電膜14は、前記主断面の面方向に沿って前記内部樹脂13の表面上に設けられているので、内部樹脂13の前記外辺13bの形状、すなわち、略円弧状の曲線からなる湾曲形状に沿って設けられたものとなる。したがって、この導電膜14には局部的な応力集中が起こりにくくなっているため、導電膜14は応力集中に起因する断線が防止されたものとなっている。
【0033】
また、このような構造のバンプ電極12を有した電子部品121は、図2(b)に示したように、バンプ電極12の導電膜14が基板111の端子11に直接導電接触した状態で基板111に実装され、さらに、このようにバンプ電極12が端子11に導電接触している状態で、電子部品121と基板111との間が加圧され、圧着させられている。そして、基板111と電子部品121との間に充填配置された封止樹脂122が硬化させられ、これによってバンプ電極12が端子11に導電接触している状態が、保持されている。
【0034】
すると、このようにして形成された実装構造体10では、そのバンプ電極12における内部樹脂13が、バンプ電極12の主断面(横断面)を示す図4(a)に示すように加圧される前の弾性変形していない状態から、同じく図4(b)に示すように加圧されて弾性変形した状態に変化する。すなわち、弾性変形していない状態では、図4(a)に示したように、底辺13aの両端に位置する二つの点を第1の点30、30とすると、この主断面における前記底辺13a方向に沿う幅が最大となる位置が、前記底辺13a、つまり第1の点30、30間の幅D1となる。また、このような弾性変形していない状態では、内部樹脂13の高さは、図4(a)中にH1で示す高さとなる。
【0035】
これに対して、加圧されて内部樹脂13が弾性変形すると、図4(b)に示すようにその主断面の形状は、略半円形状から略長円形状(略トラック形状)となり、その最大幅も、前記底辺13aの幅D1から、内部樹脂13の高さ方向(厚さ方向)における中間部に移る。すなわち、前記主断面における前記底辺13a方向に沿う幅が最大となる位置での、前記外辺13b上の二つの点を第2の点31、31とすると、前記主断面における最大幅は、第2の点31、31間の幅D2となる。また、このような弾性変形している状態では、内部樹脂13の高さは、図4(b)中にH2で示す高さとなり、図4(a)中にH1で示した高さより低くなる。つまり、内部樹脂13は圧縮変形したことになる。
【0036】
そして、このように圧縮変形(弾性変形)した状態では、内部樹脂13は、図4(b)に示すように前記主断面において同じ側に位置する第1の点30と第2の点31とを結ぶ直線Lと、前記電子部品121の、前記底辺13aに接して該底辺13aの外側に延びる面Sとのなす角θが、鋭角に形成されたものとなる。
したがって、図2(b)に示したように封止樹脂122が、バンプ電極12と端子11との導電接触部分の周囲を覆って充填され、硬化させられると、この封止樹脂122は内部樹脂13の鋭角になった角θの部分に入り込み、アンカー効果でここに強固に固着するようになる。
また、バンプ電極12と端子11との導電接触部分の周囲に硬化前の封止樹脂122を充填し、その後、内部樹脂13を前記したように弾性変形(圧縮変形)させれば、この内部樹脂の弾性変形によって過剰な封止樹脂122が外側に排出され、適正な量の封止樹脂によって基板111と電子部品121との間が保持されるようになる。
【0037】
また、内部樹脂13は、端子11に接合して弾性変形する前においては、前記主断面の形状における底辺13aが最大幅D1となっているのに対し、端子11に接合して弾性変形した後には、最大幅D2が外辺13b側に移って前記角θが鋭角になり、内部樹脂13はその底面側の形状が大きく変わるほど十分に弾性変形(圧縮変形)したものとなっている。よって、端子11に接合した後には内部樹脂13の弾性復元力(反発力)がより大きくなり、これにより、その表面上の導電膜14が端子11に対して高い強度で接合するようになり、したがってバンプ電極12と端子11との間の接合強度がより高くなっている。
【0038】
なお、図4(b)に示したように圧縮変形(弾性変形)した状態の内部樹脂13では、微視的に見ると、前記主断面における前記外辺13bは、前記底辺13a近傍において、外側に凹となる湾曲部を形成している。すなわち、図4(b)の要部拡大図である図4(c)に示すように、外辺13bにおける前記第1の点30の近傍(つまり底辺13aの近傍)には、外側に凹となる湾曲部13cが形成されている。これは、底辺13aが電子部品121(の保護膜15)上に一体に固着していることから、内部樹脂13を弾性変形させた際、その外辺13bの中央部が外側に膨らむことで底辺13aの近傍においては内側に向かう力が生じ、これによって形成される凹部である。
そして、このように湾曲部13cが形成されると、前記外辺13bと電子部品121との間に形成される角部は、鋭角に形成されることなく、微視的になだらかに湾曲してなる湾曲部13cとなる。これにより、この角部での応力集中が緩和されるようになり、したがって、応力集中に起因してこの角部(湾曲部13c)上に設けられる導電膜14に、断線が生じることが防止されている。
【0039】
次に、このような構成の実装構造体10の製造方法に基づき、本発明の製造方法の一実施形態を説明する。
まず、本発明の製造方法において主要構成となる、バンプ電極12の形成工程について説明する。
このバンプ電極12の形成工程では、まず、図5(a)に示すように電子部品121の能動面上に、内部樹脂13の形成樹脂、例えばネガ型レジストとなるポリイミド樹脂を、例えば10〜20μm程度の厚さに塗布する。ここで、電子部品121の能動面には、予め絶縁材からなる保護膜15を形成しておくとともに、この保護膜15に開口部15aを形成して該開口部15a内に電極16を露出させておく。そして、塗布した形成樹脂をプリベークすることにより、樹脂層130を形成する。
【0040】
次に、図5(b)に示すように、樹脂層130上にフォトマスク20を所定位置に位置決めし、これをセットする。フォトマスク20としては、例えばCr等の遮光膜を形成したガラス板からなるもので、形成する略蒲鉾状の内部樹脂13の平面形状に対応した矩形の開口21を有したものが用いられる。なお、フォトマスク20の位置決めについては、その開口部21が内部樹脂13の形成箇所に位置するようにして行う。また、フォトマスク20については、ガラス板についての記載を省略し、遮光膜のみを記載してこれを符号20としている。
【0041】
次いで、このフォトマスク20上に露光光を照射し、開口部21内に露出する前記樹脂層130を露光する。ただし、この露光に際しては、その露光条件を調整することにより、現像後に得られる樹脂層130からなるパターンを、その横断面(主断面)が略半円形状(または略半楕円形状)の略蒲鉾状となるパターンにする。
具体的には、図5(b)中矢印で示すように露光光を斜めに照射し、樹脂層130における被露光部分を、図5(b)中破線で示すように横断面略半円形状(略台形状)とする。また、図5(c)に示すように、フォトマスク20を樹脂層130から離した状態で露光するオフコンタクト露光を行い、樹脂層130における被露光部分を、図5(c)中破線で示すように横断面略半円形状(略台形状)としてもよい。さらに、フォトマスク20として、半透過型のハーフマスクを用い、被露光部分を前記したように横断面を略半円形状(略台形状)にしてもよい。ハーフマスクとしては、前記開口部21の周辺部分を半透過性にするともに、該開口部21から遠ざかるに連れて徐々に透光性が低下させる。このように半透過性の領域を形成することで、前記略半円形状(略台形状)における外辺部分、すなわち側面部分の露光を行うことができる。
【0042】
このようにして露光を行うと、マスク20の開口21内に露出する樹脂層130では、その厚さ方向において全域が露光される。また、開口部21の周辺部分においては、開口部21から遠ざかるに連れて漸次露光量が少なくなる。したがって、このようにして露光処理を行った後、現像処理を行うと、樹脂層130はその未露光部分が現像されて除去される。一方、露光部分である開口部21内に露出した部分は現像されずにそのまま残る。また、その周辺部分においても露光量に応じてその底面側が残る。これにより、図5(d)に示すように、横断面が略台形状で略蒲鉾状の樹脂パターン130aが得られる。
【0043】
得られる樹脂パターン130aについては、その形状を、露光条件や現像条件によってある程度調整することができる。したがって、ハーフマスクの半透過性の領域の調整などにより、図5(d)に示したように樹脂パターン130aにおける肩部分130bをある程度湾曲させることが可能である。しかし、肩部分130bをよりなだらかに湾曲させ、さらに側辺部分や上辺部分をも湾曲させて露出面全体を曲線(曲面)形状にするためには、リフロー処理を行うのが好ましい。
【0044】
リフロー処理としては、樹脂パターン130aの材質に応じて、該樹脂が軟化し表面が溶融する温度に加熱することで行う。このようにして加熱し溶融させた後、常温に戻すことにより、図6(a)に示すように主断面が略半円形状の内部樹脂13が得られる。すなわち、樹脂パターン130aは、リフロー処理によってその表面が軟化・溶融し、固化する過程で、表面状態が全体的になだらかに湾曲する連続曲面となる。略半円形状(略台形状)に形成された横断面(主断面)について言えば、外辺13b全体が連続したなだらかな湾曲線となり、より半円に近い形状となる。つまり、樹脂が軟化し表面が溶融すると、図6(a)に示したように外辺13bは自重によってその両側(両肩部分側)が垂れることにより、より半円に近い形状となるのである。これにより、バンプ電極形成工程における内部樹脂形成工程が終了する。
【0045】
このようにして本発明における内部樹脂13を形成したら、図6(b)に示すように基板111の表面全面に、スパッタリング(スパッタ法)等によって前記したAu等の金属(合金)を適宜な厚さで成膜し、導電層14aを形成する。
次いで、導電層14a上に公知のレジスト技術、リソグラフィー技術によってレジストパターン(図示せず)を形成し、さらにこのレジストパターンをマスクにして導電層14aをエッチングすることにより、図3(a)に示したような所定パターンの導電膜14を形成する。これにより、バンプ電極形成工程における導電膜形成工程が終了する。前記エッチングとしては、例えばプラズマを用いたドライエッチングや、薬液を用いるウエットエッチングなど、任意の手法を採用することができる。
【0046】
その後、レジストパターンを除去する。これにより、バンプ電極12の形成工程が終了する。
なお、特に前記の内部樹脂13の形成に際しては、前述したように樹脂層130に対する露光量を調整するハーフ露光と、現像後の樹脂パターン130aに対するリフロー処理とを組み合わせることで、横断面(主断面)を略半円形状(略半楕円形状)に形成したが、前記したようにハーフ露光のみで所望の形状を形成してもよく、また、リフロー処理のみで所望の形状を形成してもよい。
【0047】
このようにして電子部品121にバンプ電極12を形成したら、続いて、この電子部品121を基板111に対して実装する実装工程を行う。まず、図7(a)に示すようにこの電子部品121を基板111に対して、互いのバンプ電極12と端子11とが対向するようにして位置決めする。そして、その状態で、図7(b)に示すように互いに接合する方向に加圧することにより、バンプ電極12の導電膜14を端子11に接合させ、導電接触させる。これにより実装工程が終了する。
【0048】
このようにして実装工程を行ったら、導電膜14と端子11とを導電接触させた状態のままで、前記電子部品121を前記基板111側に相対的に押圧させ、図7(c)に示すように前記内部樹脂13を所望形状に弾性変形(圧縮変形)させる。すなわち、変形前に略半円形状であった主断面の形状を、略長円形状になるまで圧縮変形させる。このように圧縮変形させると、図4(b)に示したように、第1の点30と第2の点31とを結ぶ直線Lと、前記底辺13aの外側に延びる面Sとのなす角θが、鋭角になる。
【0049】
ここで、圧縮変形させることで形成する角θの鋭角の範囲としては、特に限定されないものの、20°以上70°以下とするのが好ましい。20°以上とすることにより、内部樹脂13を圧縮変形させる際の加圧を高すぎることなく通常の圧力範囲で行うことができ、過剰な圧力で加圧することにより、電子部品121等にダメージを与えてしまうおそれがなくなるからである。また、70°以下とすることにより、圧縮変形の度合いを十分に確保することができ、その分、十分な弾性復元力(反発力)が得られるからである。
【0050】
このようにして加圧工程を行ったら、この加圧状態を維持し、したがって前記の内部樹脂が圧縮変形した状態を保持したままで、図7(d)に示すように本発明における圧着手段としての前記封止樹脂122を、基板111と電子部品121との間に充填配置し、硬化させる。これにより、加圧した状態から無加圧状態に戻しても、前記の内部樹脂が圧縮変形した状態が、封止樹脂122によって保持される。これにより、保持工程が終了し、さらに圧着工程が終了することで、本発明の実装構造体10が得られる。
【0051】
ここで、圧着手段としての封止樹脂122については、予め基板111と電子部品121との間に未硬化状態で設けておき、導電膜14と端子11とを導電接触させ、さらに加圧して内部樹脂13を所望形状に圧縮変形させた後、硬化させてもよい。その場合、内部樹脂13の圧縮変形によって過剰な封止樹脂122は外側に排出され、適正な量の封止樹脂122によって基板111と電子部品121との間が保持されるようになる。また、未硬化の封止樹脂122はある程度流動性を有していることから、内部樹脂13を所望形状に圧縮変形させた際、この未硬化の封止樹脂122は内部樹脂13の圧縮変形に伴われて内部樹脂13の鋭角になった角θの部分に容易に入り込み、ここに充填されるようになる。
また、この封止樹脂122については、導電膜14と端子11とを導電接触させ、さらに内部樹脂13を圧縮変形させた後、基板111と電子部品121との間に未硬化の状態で充填し、その後硬化させてもよい。その場合には、未硬化の封止樹脂122が、圧縮変形によって形成された内部樹脂13の鋭角な角θの部分により良好に入り込み、ここに充填されるようになる。
【0052】
このような製造方法によれば、バンプ電極12における内部樹脂13を、前記主断面における最大幅が前記底辺13aとなるように形成し、その後、バンプ電極12を端子11に導電接触させた状態で電子部品121を基板111側に相対的に押圧させることにより、内部樹脂13を、その角θが鋭角になるように圧縮変形(弾性変形)させるので、内部樹脂13が、その底面側の形状が大きく変わるほど十分に圧縮変形(弾性変形)したものとなる。よって、端子11に接合した後には内部樹脂13の弾性復元力(反発力)がより大きくなっており、これによりその表面上の導電膜14が端子11に対して高い強度で接合するようになり、したがってバンプ電極12と端子11との間の接合強度がより高くなる。よって、バンプ電極12と端子11との間において十分に高い接合強度を確保し、バンプ電極12と端子11との間の電気的接続の信頼性を向上することができる。
【0053】
また、このようにして得られた実装構造体10にあっては、前記したように内部樹脂13が十分に圧縮変形(弾性変形)しているので、弾性復元力(反発力)がより大きくなっていることにより、その表面上の導電膜14が端子11に対して高い強度で接合するようになり、したがってバンプ電極12と端子11との間の接合強度がより高くなっている。よって、バンプ電極12と端子11との間において十分に高い接合強度が確保され、バンプ電極12と端子11との間の電気的接続の信頼性が向上したものとなる。
【0054】
また、封止樹脂122が、バンプ電極12と端子11との導電接触部分の周囲を覆って充填され、硬化させられているので、この封止樹脂122は内部樹脂13の鋭角になった角θの部分に入り込み、アンカー効果でここに強固に固着するようになる。したがって、封止樹脂122の電子部品121に対する接着強度が高くなり、この封止樹脂122からなる圧着手段の圧着・保持効果が高くなって実装構造がより安定化したものとなる。
また、バンプ電極12と端子11との導電接触部分の周囲に硬化前の封止樹脂122を充填し、その後、内部樹脂13を前記したように弾性変形(圧縮変形)させれば、この内部樹脂の弾性変形によって過剰な封止樹脂122が外側に排出され、適正な量の封止樹脂によって基板111と電子部品121との間が保持されるようになる。したがって、実装構造がより安定化したものとなる。
【0055】
なお、本発明は前記実施形態に限定されることなく、本発明の要旨を逸脱しない範囲で種々の変更が可能である。例えば、バンプ電極の構造としては、図2(a)、図3(a)に示したように内部樹脂が略蒲鉾状に形成されたものでなく、加圧され圧縮変形する前の無加圧の状態では、図8に示すように、内部樹脂17が略半球状に形成され、導電膜18が、前記内部樹脂17の上面全体を覆い、かつ電子部品の電極16に導通した状態で設けられた構造であってもよい。
【0056】
また、前記実施形態では、本発明の実装体として電子部品を用い、したがって本発明の実装構造体を、電子部品の実装構造体に適用したが、実装体としては、例えば基板を用いることもできる。すなわち、例えば図9に示すように表面側に電子部品40を実装してなる基板41の裏面側にバンプ電極12を形成しておき、この基板41を、別の基板42に実装するとともに、該基板42の端子11に前記バンプ電極12を接合し、導電接触させるようにしてもよい。
このような実装構造体にあっても、バンプ電極12の内部樹脂の弾性復元力(反発力)が大きいことから、バンプ電極12と端子11との間の接合強度がより高くなり、したって、バンプ電極12と端子11との間において十分に高い接合強度が確保され、バンプ電極12と端子11との間の電気的接続の信頼性が向上したものとなる。
【0057】
また、前記実施形態では、本発明における圧着手段として封止樹脂122を用いているが、例えば前記したように実装体として基板を用い、したがって基板と基板との間の実装構造に本発明を適用するような場合には、各種の機械的圧着手段によって本発明の圧着手段を構成してもよい。具体的には、図10(a)に示すようにクリップ50を用いて基板41、42間を外側から圧着してもよく、また、図10(b)に示すようにネジ51を用いて基板41、42間を外側から圧着してもよい。
また、圧着手段として接着剤(樹脂)を用いた場合にも、バンプ電極12と端子11との導電接触部分の周囲に充填配置することなく、例えば電子部品の外周部と基板との間にのみ、選択的に配するようにしてもよい。
【0058】
また、前記の基板111についても、前記したガラスや合成樹脂からなる基板以外に、リジット基板やシリコン基板、薄厚のセラミックス基板など種々のものが使用可能である。さらに、電子部品としては、液晶駆動用ICチップ以外に各種のICや、ダイオード、トランジスター、発光ダイオード、レーザーダイオード、発信子、コンデンサなどの受動部品など前述したような接続電極(バンプ電極)を有する電子部品であればなんでも構わない。
また、本発明の電子部品の実装構造体が適用される装置としては、前記した液晶表示装置だけではなく、有機エレクトロルミネッセンス装置(有機EL装置)や、プラズマディスプレイ装置、電気泳動ディスプレイ装置、電子放出素子を用いた装置(Field Emission Display 及び Surface-Conduction Electron-Emitter Display 等)など、各種の電気光学装置や各種の電子モジュールに適用可能である。
【符号の説明】
【0059】
10…実装構造体、11…端子、11P…配線パターン、12…バンプ電極、13、17…内部樹脂、13a…底辺、13b…外辺、14、18…導電膜、30…第1の点、31…第2の点、100…液晶表示装置、110…液晶パネル、111…基板、111a,112a…電極、111b、112b、111c…配線、111d…入力配線、111bx、111cx、111dx…端子、121…電子部品(実装体)、122…封止樹脂(圧着手段)、130…樹脂層。
【特許請求の範囲】
【請求項1】
バンプ電極を有する実装体を、端子を有する基板上に実装してなる実装構造体であって、
前記バンプ電極は、内部樹脂をコアとしてその表面上に導電膜が覆われた構造を有し、前記導電膜は、前記端子に直接導電接触し、前記基板と前記実装体とには、前記実装体を前記基板側に相対的に押圧させて、前記内部樹脂が弾性変形した状態で前記バンプ電極が前記端子に導電接触している状態を保持する圧着手段が備えられ、
前記内部樹脂は、前記実装体に当接する底面に対して直交する断面のうちの主断面の形状が、前記実装体に当接する底辺と、該実装体の外側に突出する外辺とによって囲まれ、かつ、前記底辺の両端に位置する二つの点を第1の点とし、前記主断面における前記底辺方向に沿う幅が最大となる位置での前記外辺上の二つの点を第2の点とすると、前記主断面において同じ側に位置する前記第1の点と前記第2の点とを結ぶ直線と、前記実装体の、前記底辺に接して該底辺の外側に延びる面とのなす角が、鋭角に形成されてなり、
前記導電膜は、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に設けられていることを特徴とする実装構造体。
【請求項2】
前記内部樹脂は、弾性変形する前の状態において、前記主断面における前記底辺方向に沿う幅が最大となる位置が、前記底辺となることを特徴とする請求項1記載の実装構造体。
【請求項3】
前記内部樹脂は、弾性変形する前の状態において、前記主断面となる横断面を略半円形状、略半楕円形状、または略台形状とする略蒲鉾状に形成され、前記導電膜は、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に帯状に設けられていることを特徴とする請求項1又は2に記載の実装構造体。
【請求項4】
前記圧着手段が、前記バンプ電極と前記端子との導電接触部分の周囲に充填され、硬化されてなる封止樹脂によって構成されていることを特徴とする請求項1〜3のいずれか一項に記載の実装構造体。
【請求項5】
前記内部樹脂は、前記主断面における前記外辺が、前記底辺近傍において外側に凹となる湾曲部を有していることを特徴とする請求項1〜4のいずれか一項に記載の実装構造体。
【請求項6】
前記実装体が電子部品であることを特徴とする請求項1〜5のいずれか一項に記載の実装構造体。
【請求項7】
バンプ電極を有する実装体を、端子を有する基板上に実装してなる実装構造体の製造方法であって、
実装体上に、コアとなる内部樹脂を設けてその表面上を導電膜で覆い、バンプ電極を形成するバンプ電極形成工程と、
前記バンプ電極の導電膜を基板の端子に直接導電接触させた状態で、前記基板に前記実装体を実装する実装工程と、
前記バンプ電極が前記端子に導電接触している状態で、前記実装体を前記基板側に相対的に押圧させその状態を保持する圧着工程と、を備えてなり、
前記バンプ電極形成工程は、
前記コアとなる内部樹脂を、前記実装体に当接する底面に対して直交する断面のうちの主断面の形状が、前記実装体に当接する底辺と該実装体の外側に突出する外辺とによって囲まれ、かつ、前記底辺の両端に位置する二つの点を第1の点とし、前記主断面における前記底辺方向に沿う幅が最大となる位置での前記外辺上の二つの点を第2の点とすると、前記主断面における前記底辺方向に沿う幅が最大となる位置が、前記底辺となるように、形成する内部樹脂形成工程と、前記導電膜を、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に設ける導電膜形成工程と、を有し、
前記圧着工程は、
前記バンプ電極を前記端子に導電接触させた状態で前記実装体を前記基板側に相対的に押圧させることで、前記内部樹脂を、前記主断面において同じ側に位置する前記第1の点と前記第2の点とを結ぶ直線と、前記実装体の、前記底辺に接して該底辺の外側に延びる面とのなす角が、鋭角になるように弾性変形させる加圧工程と、前記加圧工程で弾性変形した前記内部樹脂の状態を保持する保持工程と、を有することを特徴とする実装構造体の製造方法。
【請求項8】
前記保持工程では、前記バンプ電極と前記端子との導電接触部分の周囲に配設した封止樹脂を硬化させることで、前記内部樹脂の弾性変形した状態を保持することを特徴とする請求項7記載の実装構造体の製造方法。
【請求項9】
前記内部樹脂形成工程では、前記内部樹脂を、前記主断面となる横断面が略半円形状、略半楕円形状、または略台形状となる略蒲鉾状に形成し、
前記導電膜形成工程では、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に帯状に設けることを特徴とする請求項7又は8に記載の実装構造体の製造方法。
【請求項1】
バンプ電極を有する実装体を、端子を有する基板上に実装してなる実装構造体であって、
前記バンプ電極は、内部樹脂をコアとしてその表面上に導電膜が覆われた構造を有し、前記導電膜は、前記端子に直接導電接触し、前記基板と前記実装体とには、前記実装体を前記基板側に相対的に押圧させて、前記内部樹脂が弾性変形した状態で前記バンプ電極が前記端子に導電接触している状態を保持する圧着手段が備えられ、
前記内部樹脂は、前記実装体に当接する底面に対して直交する断面のうちの主断面の形状が、前記実装体に当接する底辺と、該実装体の外側に突出する外辺とによって囲まれ、かつ、前記底辺の両端に位置する二つの点を第1の点とし、前記主断面における前記底辺方向に沿う幅が最大となる位置での前記外辺上の二つの点を第2の点とすると、前記主断面において同じ側に位置する前記第1の点と前記第2の点とを結ぶ直線と、前記実装体の、前記底辺に接して該底辺の外側に延びる面とのなす角が、鋭角に形成されてなり、
前記導電膜は、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に設けられていることを特徴とする実装構造体。
【請求項2】
前記内部樹脂は、弾性変形する前の状態において、前記主断面における前記底辺方向に沿う幅が最大となる位置が、前記底辺となることを特徴とする請求項1記載の実装構造体。
【請求項3】
前記内部樹脂は、弾性変形する前の状態において、前記主断面となる横断面を略半円形状、略半楕円形状、または略台形状とする略蒲鉾状に形成され、前記導電膜は、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に帯状に設けられていることを特徴とする請求項1又は2に記載の実装構造体。
【請求項4】
前記圧着手段が、前記バンプ電極と前記端子との導電接触部分の周囲に充填され、硬化されてなる封止樹脂によって構成されていることを特徴とする請求項1〜3のいずれか一項に記載の実装構造体。
【請求項5】
前記内部樹脂は、前記主断面における前記外辺が、前記底辺近傍において外側に凹となる湾曲部を有していることを特徴とする請求項1〜4のいずれか一項に記載の実装構造体。
【請求項6】
前記実装体が電子部品であることを特徴とする請求項1〜5のいずれか一項に記載の実装構造体。
【請求項7】
バンプ電極を有する実装体を、端子を有する基板上に実装してなる実装構造体の製造方法であって、
実装体上に、コアとなる内部樹脂を設けてその表面上を導電膜で覆い、バンプ電極を形成するバンプ電極形成工程と、
前記バンプ電極の導電膜を基板の端子に直接導電接触させた状態で、前記基板に前記実装体を実装する実装工程と、
前記バンプ電極が前記端子に導電接触している状態で、前記実装体を前記基板側に相対的に押圧させその状態を保持する圧着工程と、を備えてなり、
前記バンプ電極形成工程は、
前記コアとなる内部樹脂を、前記実装体に当接する底面に対して直交する断面のうちの主断面の形状が、前記実装体に当接する底辺と該実装体の外側に突出する外辺とによって囲まれ、かつ、前記底辺の両端に位置する二つの点を第1の点とし、前記主断面における前記底辺方向に沿う幅が最大となる位置での前記外辺上の二つの点を第2の点とすると、前記主断面における前記底辺方向に沿う幅が最大となる位置が、前記底辺となるように、形成する内部樹脂形成工程と、前記導電膜を、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に設ける導電膜形成工程と、を有し、
前記圧着工程は、
前記バンプ電極を前記端子に導電接触させた状態で前記実装体を前記基板側に相対的に押圧させることで、前記内部樹脂を、前記主断面において同じ側に位置する前記第1の点と前記第2の点とを結ぶ直線と、前記実装体の、前記底辺に接して該底辺の外側に延びる面とのなす角が、鋭角になるように弾性変形させる加圧工程と、前記加圧工程で弾性変形した前記内部樹脂の状態を保持する保持工程と、を有することを特徴とする実装構造体の製造方法。
【請求項8】
前記保持工程では、前記バンプ電極と前記端子との導電接触部分の周囲に配設した封止樹脂を硬化させることで、前記内部樹脂の弾性変形した状態を保持することを特徴とする請求項7記載の実装構造体の製造方法。
【請求項9】
前記内部樹脂形成工程では、前記内部樹脂を、前記主断面となる横断面が略半円形状、略半楕円形状、または略台形状となる略蒲鉾状に形成し、
前記導電膜形成工程では、前記内部樹脂の前記主断面の面方向に沿って該内部樹脂の表面上に帯状に設けることを特徴とする請求項7又は8に記載の実装構造体の製造方法。
【図1】


【図2】

【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−30789(P2013−30789A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2012−198288(P2012−198288)
【出願日】平成24年9月10日(2012.9.10)
【分割の表示】特願2007−215819(P2007−215819)の分割
【原出願日】平成19年8月22日(2007.8.22)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成24年9月10日(2012.9.10)
【分割の表示】特願2007−215819(P2007−215819)の分割
【原出願日】平成19年8月22日(2007.8.22)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]