
被覆した金属製品とその製造方法およびその製造方法の使用
金属基体2と、その上にある、少なくとも1つの機能層および/または少なくとも1つの装飾層8より形成される被覆とを有する金属製品は、前記少なくとも1つの機能層および/または少なくとも1つの装飾層8の上に、厚さ10nm〜10μmのクリアラッカー層9を備える。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属基体(即ち、いかなる形状または形態の金属)と、その金属基体上に少なくとも1つの機能層および/または少なくとも1つの装飾層を形成する被覆とを有する金属製品に関する。
【0002】
機能層は、例えば耐食性を有する層、または電気伝導性もしくは熱伝導性を有する層であり、装飾層は、例えばカラー層(または、着色層、colored layer)である。本発明は、またこのような金属製品を含む物品およびこのような金属製品の製造方法をも含む。
【背景技術】
【0003】
金属は、多くの産業用途および家庭内用途で広く用いられている。機能性および/または装飾性被覆を、しばしば金属に被覆し、所望の仕上げ表面を得ている。
【0004】
スウェーデン国特許公報第0303596−1号公報は、片面または両面に装飾性を有するカラー層を含む、被覆したステンレス鋼帯製品を開示している。このステンレス鋼帯製品は、良好に機能しているが、いくつかの用途で耐摩耗性が不十分である。層の色は干渉により得ていることから、この層は指紋に対し敏感であり、容易に汚れる。
【0005】
装飾層を被覆した後に、金属基体が、強加工引き抜き、パンチング、スタンピング、洗浄または熱処理のような、さらなる加工を受けると、概して装飾または機能層は劣化し得る。最終製品を形成するように、金属基体を切断または曲げると、装飾層にクラックが生じ、装飾層が剥離し得る。従って、完成した物品の機能性、耐久性および美的外観は悪影響を受け得る。
【0006】
物品を製造中の機能被覆または装飾被覆の損傷に関する問題は、製造工程が完了してから、被覆を塗布することで避けられ得るが、しかし、個々の製品を被覆することは多くの時間と費用を要する。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、製造中および使用中の損傷に耐える高い品質の仕上がりを有する上述のような金属製品を提供することである。
【課題を解決するための手段】
【0008】
この目的は、前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層を厚さ10nm〜10μmのクリアラッカー(または、透明ラッカー、clear lacquer)、即ち、実質的に透明な(transparent)ラッカー、を少なくとも部分的に被覆することで実現される。本発明の実施形態では、金属基体は、Ag、Al、Au、Co、Cu、Fe、Ni、Cr、または炭素鋼、もしくはフェライト系ステンレス鋼、オーステナイト系ステンレス鋼、ばね用ステンレス鋼(または、ステンレスばね鋼、stainless spring steel)、2相ステンレス鋼、硬化型クロム鋼、析出硬化型ステンレス鋼のようなステンレス鋼のような、これらの金属の何れかをベースとする合金よりなる群から選ばれる少なくとも1つの金属を含む。前記金属基体がCrおよび/またはNiを含む場合、金属製品は、硬くなり、耐摩耗性が増加する。クリアラッカーは、被覆した金属を汚れ、引っ掻き傷(または、スクラッチ、scratch)ならびに衝撃および摩耗により生じる損傷から保護する。透明のラッカーは、また、被覆した金属基体の耐紫外線性(resistance to UV-radiation)も増加させ、従って、ラッカーおよび/または機能/装飾層の亀裂および変色を防止する。クリアラッカーの層は非常に薄いため、金属製品の可撓性に悪影響を与えない。従って被覆した基体は、良好な加工性および改善された美的外観を有する。
【0009】
本発明の実施形骸では、クリアラッカー層の厚さは、10μm以下、有利には5μm以下、好ましくは2.5μm以下、より好ましくは1μm以下、最も好ましくは500nm以下である。より多くのラッカーが被覆されると、下にある如何なる装飾層の色もより変化し、また、被覆した金属を加工できる工程もより困難になる。好ましい5μm以下のクリアラッカー層は、被覆した金属基体を加工中のラッカーの亀裂が生じず、また最終製品の外観または特性を犠牲にすることなく、最終製品を得るための形成方法により更に加工することを可能にする。さらに、クリアラッカーの薄層は十分に硬い表面を備え、金属に耐スラッチ性を与え、また、このような少量のラッカーを用いることから被覆工程をより経済的にする。
【0010】
本発明の実施形態において、クリアラッカーは、ポリエステル、アクリレート、アルキド樹脂、ポリ二フッ化ビニールおよびポリフッ化ビニールよりなる群から選択される少なくとも1つの結合剤(binding agent)を含む。ポリエステルタイプの結合剤は、通常より優れた紫外線耐久性のある可撓性を有した生成物をもたらす。アクリル結合剤は、ポリエステル結合剤と同様の特性を有するが、しかし、より熱可塑性であると考えられている。アルキド樹脂結合剤は、紫外線(UV)耐久性がより低く、クリアラッカー層をより軟らかくするが、しかしクリアラッカー層のコストは低くなる。結合剤としてのポリ二フッ化ビニールおよびポリフッ化ビニールは、上述した結合剤よりも、クリアラッカー層のより良い可撓性、硬さ、紫外線耐久性、および化学的不活性をもたらすが、しかし、クリアラッカー層が最も高価となる。従って、結合剤の選択は、それらを用いる金属製品に求められる要件に依存する。
【0011】
本発明の別の実施形態において、クリアラッカーは水性または溶液型(solvent-based)である。水性ラッカーは、溶液型ラッカーと比べ明らかに毒性が少なく、従って、その使用は、溶液型ラッカーに付随する多くの環境問題および取り扱い(または、ハンドリング、handling)の問題を回避する。
【0012】
本発明の更なる実施形態において、クリアラッカーは、メラミンおよび/またはカルバミドで形成されるアミノ樹脂のような樹脂、または透明、半透明または不透明な保護膜(または、上塗り、top coat)として適切な樹脂混合物を含む。メラミンはクリアラッカー層の可撓性を向上するように作用し、一方、カルバミドはクリアラッカー層をより硬くおよびより脆くする。
【0013】
本発明のまた更なる実施形態において、クリアラッカーは添加剤:耐指紋添加剤(finger-print resistant additive)、平滑化剤(levelling agent)、酸化防止剤、グロスエンハンサー(または、光沢剤(艶出し剤)、gloss enhancer)または艶消し剤(または、光沢抑制剤、gloss dehancer)のような光沢調整剤(gloss regulating additive)、屋外暴露による亀裂または変色のリスクを抑制する紫外線吸収剤、または光輝顔料(glitter)や顔料のような美観向上剤(または、外観向上剤、aesthetic additive)の少なくとも1つを含む。ラッカーは、ラッカーを所定のパターンに塗布することにより、またはラッカー層の厚さを変化させることにより、または接触感知可能な(touch detectable)粒子を含むことにより感触改良要素(tactile component)を備えてもよい。
【0014】
本発明の別の実施形態において、金属基体の厚さは0.015mm〜3.0mmである。
【0015】
本発明の更なる実施形態にいて、前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層はの厚さは、最大10μmであり、有利には10nm〜2μm、好ましくは500nm未満、より好ましくは250nm未満、最も好ましくは10nm未満である。本発明の好ましい実施形態では、機能層および装飾層の厚さの公差はプラスマイナス10%、好ましくはプラスマイナス7%である。
【0016】
本発明の実施形態では、前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層は、以下の少なくとも1つを含んでいる。
・2元金属酸化物(binary metal oxide)もしくは3元金属酸化物(ternary metal oxide)、または前記2元金属酸化物の混合物もしくは固溶体であり、このような混合物または固溶体の主成分は、例えばTiO2、Al2O3およびSiO2であり、AlxOy、TixOy、WxOy、SixOy、ZrxOy、CoxOyまたはCrxOyのような、化学式がMexOyで表される金属酸化物である。
・TiN、TiAlN、ZrN、TiCもしくはCrNまたはこれらの混合物のような金属炭化物または金属窒化物。
・Ag、Al、Au、Co、Cu、Fe、Mn、Si、Sn、Ti、V、W、Zn、Zrまたはこれらの合金のような金属。
・炭窒化物(または、窒化炭素、カーボンナイトライド、carbonnitride)または酸窒化物(または、オキシナイトライド、oxynitride)
【0017】
装飾層は、例えば、第1の層を被覆し、その後に例えば適切な熱処理または化学処理を用いて装飾的な仕上げ表面を第1の層に与える2つの工程により形成してもよい。
【0018】
本発明の別の実施形態において、機能層および/または装飾層は、同じ組成または異なる組成を有し、例えば機能、カラースペクトル、反射率または色の一様性(または整合性、consistency)を最適化する10以下の層よりなる多層構造を有する。しかしながら、本発明の金属製品は、金属基体とクリアラッカーとの間に、これら機能層および/または装飾層以外の層を有せず、そしてこれら機能層および/または装飾層の合計の厚さは、最大で10μm、有利には10nm〜2μm、好ましくは500nm未満、より好ましくは250nm未満、最も好ましくは100nmである。
【0019】
本発明の別の実施形態において、金属製品は、入射光の干渉を介して金属製品の色を付与する、酸化物のような薄いセラミックス層を含む少なくとも1つの前記装飾層を含む。
【0020】
本発明の別の実施形態において、金属製品は、結合剤としてポリエステルを含有するクリアラッカー層を被覆した、TiO2のような透明酸化物の前記装飾層を含む。このポリエステルは、紫外線耐久性を有するクリアラッカー層を備えた可撓性のある金属製品をもたらす。
【0021】
本発明の別の実施形態において、金属製品は金属炭化物もしくは金属窒化物の付加的な層、または金属もしくは金属合金の付加的な層を含み、これら付加的な層にTiO2のような透明酸化物の前記装飾層を被覆する。装飾層の下の金属炭化物もしくは金属窒化物の機能層は、金属製品の耐摩耗性を向上させ、一方、金属もしくは金属合金の機能層、とりわけCrおよび/またはNiを含む層は、その高い反射率に起因し、いくつかの用途に適している。
【0022】
別の実施形態において、金属製品は、帯(またはストリップ、strip)、箔、ワイヤー、繊維、棒もしくはチューブまたは他の如何なる幾何学的形状の形態を有する。
【0023】
本発明は、また上述した実施形態のいずれかに係る被覆した金属製品の製造方法にも関する。製造方法は、金属基体を少なくとも1つの機能層および/または少なくとも1つの装飾層で被覆する工程と、前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層をクリアラッカー層で被覆する工程とを含む。
【0024】
本発明の別の実施形態において、機能層および/または装飾層は、スパッタリングまたは電子ビーム蒸着法のような物理気相成長法(PVD)を用いて製造する。このような工程は、優れた接着力を有し、非常に薄く、均一に分布した連続層を与える。優れた接着性とは、金属基体の厚さに対応する半径で少なくとも90°、好ましくは180°金属基体を曲げることができることと定義される。前記機能層および/または装飾層の被覆にPVD法を用いる別の利点は、高い被覆速度を得ることができ、これに対応し、コストの観点から好ましい金属製品の製造が行える。
【0025】
本発明の他の実施形態において、前記少なくとも機能層および/または前記少なくとも1つの装飾層を形成する前に好ましくは、例えばイオンアシストエッチング(ion assisted etching)方式のような、エッチングにより、金属基体を前処理する。エッチング方式の前処理に続く、PVD法による被覆は、本発明の金属製品を効率的に製造する可能性をもたらし、また本発明の更なる実施形態では、金属製品は連続的なロール・ツー・ロール法(roll to roll process)により製造する。従って、1以上の側面を被覆した金属物品は、多大な時間の消費および費用の高い手作業をすることなく大量に生産され得る。しかしながら、本発明の方法は、バッチ生産および個々の物品の生産に適用することもできる。
【0026】
本発明は、また、少なくとも1つの機能層および/または少なくとも1つの装飾層を被覆した金属基体を含む物品を被覆するための、クリアラッカーの使用にも関する。本発明は、これに制限するものではないが、とりわけ、アウトドア用品、水中用品、スポーツ用品、家庭用品(または、家庭電気製品、household-appliance)、カメラ、携帯電話、および時計、眼鏡、化粧品、衣服または装飾品のような身の回り品のいずれかの用途で用いる物品に適している。本発明は、表面の少なくとも一部に機能的または装飾的仕上げを有するステンレス鋼を含む、またはこのステンレス鋼より成るいずれの品目の製造にも基本的に適している、
【0027】
本発明の更なる利点および有利な特徴は、以下の記載および他の独立請求項により明らかである。
【発明を実施するための最良の形態】
【0028】
図は一定の縮尺で描いたものではなく、本発明をより明確にするために特定の特徴部の寸法は、誇張されていることに留意すべきである。
【0029】
以下の記載および図は、本発明を開示する実施形態に制限することを意図するものでない。開示する実施形態は、本発明の原理の単なる例である。
【0030】
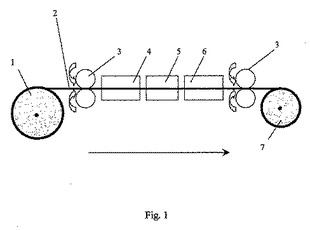
図1は、被覆したステンレス鋼帯を製造するための連続式ロール・トゥ・ロールインライン工程を示す。ステンレス鋼帯のロール1は。水平軸の周りを回転するように取り付けられている。ロール1から出たステンレス鋼帯(ストリップ)2を、必要に応じ適宜、反対方向に回転する1組のフィードローラーにより搬送(または、送給、feed)する。ステンレス鋼帯2は、好ましくはイオンアシストエッチングにより、例えば洗浄するために、前処理ワークステーションを通る。
【0031】
洗浄した鋼帯2に、その後、ワークステーション5で、鋼帯2の片面に、単層または多層構造の機能層または装飾層を設ける。ワークステーション5は、得られる層の厚さの公差が約プラスマイナス10%であり、従って優れた色の一様性を可能にする、例えば1以上の連続式のPVDチャンバーを含んでもよい。当然ながら、ステンレス鋼帯の両面を意図する用途に応じて被覆することも可能である。そして、スプレーコーティング、またはローラー、ロールコーター(roller coater)、鋼帯の槽への浸漬もしくは薄く均一なラッカー層を形成する他の如何なる方法のような他のいずれかの方法により、鋼帯2に、ポリエステルベースのラッカーのような無色のラッカーを被覆する。前処理、被覆、またはラッカーの被覆のいずれかまたは全ての工程は、単一のワークステーションに統合してもよい。
【0032】
ラッカーを硬化処理(cure)、即ち、硬く(harden)、硬化(set)または乾燥する。ラッカーは、室温もしくは加熱により、紫外線のような輻射線を用いて、風乾により、蒸発により、またはラッカーの組成に応じ他のいずれかの通常の方法により硬化してもよい。高品質被覆ステンレス鋼帯は、連続的に形成されるにつれて、ロール7に巻き取られる。その後、この被覆ステンレス鋼帯を、例えば携帯電話の外殻のような多くの物品に加工してもよい。
【0033】
ロール・トゥ・ロール工程の最低搬送速度は、好ましくは3m/分であり、最も好ましくは25m/分である。このような方法を用いることにより、3dm〜5dmの幅のステンレス鋼帯を最大20kmまで1度に被覆することが可能になり、この方法は極めて簡素で費用効率が高くなる。
【0034】
図2は、仕上げ被覆をしたステンレス物品の断面を示す。このステンレス物品は、耐スクラッチ性および耐指紋性を有するクリアラッカー9の薄層により保護された機能層または装飾層8を被覆したステンレス鋼帯2を含む。用いるクリアラッカーは耐紫外線性を有する必要がある。この耐紫外線とは、色が異なる(miscolour)または破損のような損傷なしに400時間の日光への暴露に耐える必要があることを意味する。また、これは、色が異なるまたは破損することなしに、100℃の温度で5日間保持できる必要がある。
【0035】
以下の実施例は、本発明の実施形態にかかる金属基体に実施された試験を示す。
【実施例1】
【0036】
上述の方法により、TiO2層を被覆し、その後にポリエステルベースのラッカーを被覆した、厚さ0.20mmの形態のステンレス鋼帯のサンプル1を作製した。基体材料は、0.7%C、0.4%Si、0.7%Mn、0.025%以下のP、0.010%以下のS、13%Crの組成であった。TiO2層の厚さは約60nmであり、ラッカー層の厚さは約100nmであった。
【0037】
規格SS−EN ISO 7438に準じて曲げ試験を実施して、被覆の基体への接着性をテストした。最小曲げ半径は、ステンレス鋼帯の厚さの半分に等しく、また、曲げ試験は、90°を上回って実施した。さらに、試験は、それぞれの半径で、被覆方向に水平および垂直方向について3回実施した。結果を表1に示す。ここでWは、試験をした鋼帯に損傷がなく、かつ、被覆に剥離等の傾向が見られなかったことを意味する。
【0038】
【表1】
【0039】
さらに、規格B489−85に準じて曲げ試験を行い、基体に対する被覆の延性をテストした。最小曲げ半径は、ステンレス鋼帯の厚さに等しく、また、曲げ試験は、180°を上回って実施した。さらに、試験は、それぞれの半径で、被覆方向に水平および垂直方向について3回実施した。結果を表2に示す。ここでWは、試験をした鋼帯に損傷がなく、かつ、被覆に剥離等の傾向が見られなかったことを意味し、Cは基体にクラックが見られたことを意味する。
【0040】
【表2】
【実施例2】
【0041】
上述の方法により、Al2O3層を被覆し、その後にポリエステルベースのラッカーを被覆した、厚さ0.20mmの形態のステンレス鋼帯のサンプル2を作製した。基体材料は、0.7%C、0.4%Si、0.7%Mn、0.025%以下のP、0.010%以下のS、13%Crの組成であった。Al2O3層の厚さは約120nmであり、ラッカー層の厚さは約500nmであった。
【0042】
規格SS−EN ISO 7438に準じて曲げ試験を実施して、被覆の基体への接着性をテストした。最小曲げ半径は、ステンレス鋼帯の厚さの半分に等しく、また、曲げ試験は、90°を上回って実施した。さらに、試験は、それぞれの半径で、被覆方向に水平および垂直方向について3回実施した。結果を表3に示す。ここでWは、試験をした鋼帯に損傷がなく、かつ、被覆に剥離等の傾向が見られなかったことを意味する。
【0043】
【表3】
【0044】
規格B489−85に準じて曲げ試験を行い、基体に対する被覆の延性をテストした。最小曲げ半径は、ステンレス鋼帯の厚さに等しく、また、曲げ試験は、180°を上回って実施した。さらに、試験は、それぞれの半径で、被覆方向に水平および垂直方向について3回実施した。結果を表4に示す。ここでWは、試験をした鋼帯に損傷がなく、かつ、被覆に剥離等の傾向が見られなかったことを意味する。
【0045】
【表4】
【実施例3】
【0046】
上述の方法により、TiN層を被覆し、その後にポリエステルベースのラッカーを被覆した、厚さ0.20mmの形態のステンレス鋼帯のサンプル3を作製した。基体材料は、0.7%C、0.4%Si、0.7%Mn、0.025%以下のP、0.010%以下のS、13%Crの組成であった。TiN層の厚さは約1μmであり、ラッカー層の厚さは約15μmであった。
【0047】
規格SS−EN ISO 7438に準じて曲げ試験を実施して、被覆の基体への接着性をテストした。最小曲げ半径は、ステンレス鋼帯の厚さの半分に等しく、また、曲げ試験は、90°を上回って実施した。さらに、試験は、それぞれの半径で、被覆方向に水平および垂直方向について3回実施した。結果を表5に示す。ここでCは、被覆が破損した、またはクラックが認められたことを意味する。
【0048】
【表5】
【0049】
規格B489−85に準じて曲げ試験を行い、基体に対する被覆の延性をテストした。最小曲げ半径は、ステンレス鋼帯の厚さに等しく、また、曲げ試験は、180°を上回って実施した。さらに、試験は、それぞれの半径で、被覆方向に水平および垂直方向について3回実施した。結果を表6に示す。ここでCは、被覆が破損した、またはクラックが認められたことを意味する。
【0050】
【表6】
【0051】
これらの試験では、ラッカーのTiNに対する優れた接着性に起因して、ラッカーとTiNの両方が破損した。
【0052】
当然ながら、本発明は、いかなる場合にも上述の本発明の実施形態に限定されるものではないが、しかし、当該技術分野における通常の知識を有する者にとって、それら実施形態は、添付の特許請求の範囲により規定される本発明の基本的思想から逸脱することない多くの変形が可能であることは明白であろう。
【0053】
本明細書に開示する「層を被覆する」は、対象物の全ての面または複数の面を被覆することを意味するものではなく、対象物の2以上の側面の1つのみ、または1以上のこのような側面の限定された部分のみを被覆してもよいことを意味する。
【図面の簡単な説明】
【0054】
【図1】本発明の1つの実施形態にかかる方法を示す図である。
【図2】本発明の1つの実施形態にかかる物品を示す図である。
【技術分野】
【0001】
本発明は、金属基体(即ち、いかなる形状または形態の金属)と、その金属基体上に少なくとも1つの機能層および/または少なくとも1つの装飾層を形成する被覆とを有する金属製品に関する。
【0002】
機能層は、例えば耐食性を有する層、または電気伝導性もしくは熱伝導性を有する層であり、装飾層は、例えばカラー層(または、着色層、colored layer)である。本発明は、またこのような金属製品を含む物品およびこのような金属製品の製造方法をも含む。
【背景技術】
【0003】
金属は、多くの産業用途および家庭内用途で広く用いられている。機能性および/または装飾性被覆を、しばしば金属に被覆し、所望の仕上げ表面を得ている。
【0004】
スウェーデン国特許公報第0303596−1号公報は、片面または両面に装飾性を有するカラー層を含む、被覆したステンレス鋼帯製品を開示している。このステンレス鋼帯製品は、良好に機能しているが、いくつかの用途で耐摩耗性が不十分である。層の色は干渉により得ていることから、この層は指紋に対し敏感であり、容易に汚れる。
【0005】
装飾層を被覆した後に、金属基体が、強加工引き抜き、パンチング、スタンピング、洗浄または熱処理のような、さらなる加工を受けると、概して装飾または機能層は劣化し得る。最終製品を形成するように、金属基体を切断または曲げると、装飾層にクラックが生じ、装飾層が剥離し得る。従って、完成した物品の機能性、耐久性および美的外観は悪影響を受け得る。
【0006】
物品を製造中の機能被覆または装飾被覆の損傷に関する問題は、製造工程が完了してから、被覆を塗布することで避けられ得るが、しかし、個々の製品を被覆することは多くの時間と費用を要する。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、製造中および使用中の損傷に耐える高い品質の仕上がりを有する上述のような金属製品を提供することである。
【課題を解決するための手段】
【0008】
この目的は、前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層を厚さ10nm〜10μmのクリアラッカー(または、透明ラッカー、clear lacquer)、即ち、実質的に透明な(transparent)ラッカー、を少なくとも部分的に被覆することで実現される。本発明の実施形態では、金属基体は、Ag、Al、Au、Co、Cu、Fe、Ni、Cr、または炭素鋼、もしくはフェライト系ステンレス鋼、オーステナイト系ステンレス鋼、ばね用ステンレス鋼(または、ステンレスばね鋼、stainless spring steel)、2相ステンレス鋼、硬化型クロム鋼、析出硬化型ステンレス鋼のようなステンレス鋼のような、これらの金属の何れかをベースとする合金よりなる群から選ばれる少なくとも1つの金属を含む。前記金属基体がCrおよび/またはNiを含む場合、金属製品は、硬くなり、耐摩耗性が増加する。クリアラッカーは、被覆した金属を汚れ、引っ掻き傷(または、スクラッチ、scratch)ならびに衝撃および摩耗により生じる損傷から保護する。透明のラッカーは、また、被覆した金属基体の耐紫外線性(resistance to UV-radiation)も増加させ、従って、ラッカーおよび/または機能/装飾層の亀裂および変色を防止する。クリアラッカーの層は非常に薄いため、金属製品の可撓性に悪影響を与えない。従って被覆した基体は、良好な加工性および改善された美的外観を有する。
【0009】
本発明の実施形骸では、クリアラッカー層の厚さは、10μm以下、有利には5μm以下、好ましくは2.5μm以下、より好ましくは1μm以下、最も好ましくは500nm以下である。より多くのラッカーが被覆されると、下にある如何なる装飾層の色もより変化し、また、被覆した金属を加工できる工程もより困難になる。好ましい5μm以下のクリアラッカー層は、被覆した金属基体を加工中のラッカーの亀裂が生じず、また最終製品の外観または特性を犠牲にすることなく、最終製品を得るための形成方法により更に加工することを可能にする。さらに、クリアラッカーの薄層は十分に硬い表面を備え、金属に耐スラッチ性を与え、また、このような少量のラッカーを用いることから被覆工程をより経済的にする。
【0010】
本発明の実施形態において、クリアラッカーは、ポリエステル、アクリレート、アルキド樹脂、ポリ二フッ化ビニールおよびポリフッ化ビニールよりなる群から選択される少なくとも1つの結合剤(binding agent)を含む。ポリエステルタイプの結合剤は、通常より優れた紫外線耐久性のある可撓性を有した生成物をもたらす。アクリル結合剤は、ポリエステル結合剤と同様の特性を有するが、しかし、より熱可塑性であると考えられている。アルキド樹脂結合剤は、紫外線(UV)耐久性がより低く、クリアラッカー層をより軟らかくするが、しかしクリアラッカー層のコストは低くなる。結合剤としてのポリ二フッ化ビニールおよびポリフッ化ビニールは、上述した結合剤よりも、クリアラッカー層のより良い可撓性、硬さ、紫外線耐久性、および化学的不活性をもたらすが、しかし、クリアラッカー層が最も高価となる。従って、結合剤の選択は、それらを用いる金属製品に求められる要件に依存する。
【0011】
本発明の別の実施形態において、クリアラッカーは水性または溶液型(solvent-based)である。水性ラッカーは、溶液型ラッカーと比べ明らかに毒性が少なく、従って、その使用は、溶液型ラッカーに付随する多くの環境問題および取り扱い(または、ハンドリング、handling)の問題を回避する。
【0012】
本発明の更なる実施形態において、クリアラッカーは、メラミンおよび/またはカルバミドで形成されるアミノ樹脂のような樹脂、または透明、半透明または不透明な保護膜(または、上塗り、top coat)として適切な樹脂混合物を含む。メラミンはクリアラッカー層の可撓性を向上するように作用し、一方、カルバミドはクリアラッカー層をより硬くおよびより脆くする。
【0013】
本発明のまた更なる実施形態において、クリアラッカーは添加剤:耐指紋添加剤(finger-print resistant additive)、平滑化剤(levelling agent)、酸化防止剤、グロスエンハンサー(または、光沢剤(艶出し剤)、gloss enhancer)または艶消し剤(または、光沢抑制剤、gloss dehancer)のような光沢調整剤(gloss regulating additive)、屋外暴露による亀裂または変色のリスクを抑制する紫外線吸収剤、または光輝顔料(glitter)や顔料のような美観向上剤(または、外観向上剤、aesthetic additive)の少なくとも1つを含む。ラッカーは、ラッカーを所定のパターンに塗布することにより、またはラッカー層の厚さを変化させることにより、または接触感知可能な(touch detectable)粒子を含むことにより感触改良要素(tactile component)を備えてもよい。
【0014】
本発明の別の実施形態において、金属基体の厚さは0.015mm〜3.0mmである。
【0015】
本発明の更なる実施形態にいて、前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層はの厚さは、最大10μmであり、有利には10nm〜2μm、好ましくは500nm未満、より好ましくは250nm未満、最も好ましくは10nm未満である。本発明の好ましい実施形態では、機能層および装飾層の厚さの公差はプラスマイナス10%、好ましくはプラスマイナス7%である。
【0016】
本発明の実施形態では、前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層は、以下の少なくとも1つを含んでいる。
・2元金属酸化物(binary metal oxide)もしくは3元金属酸化物(ternary metal oxide)、または前記2元金属酸化物の混合物もしくは固溶体であり、このような混合物または固溶体の主成分は、例えばTiO2、Al2O3およびSiO2であり、AlxOy、TixOy、WxOy、SixOy、ZrxOy、CoxOyまたはCrxOyのような、化学式がMexOyで表される金属酸化物である。
・TiN、TiAlN、ZrN、TiCもしくはCrNまたはこれらの混合物のような金属炭化物または金属窒化物。
・Ag、Al、Au、Co、Cu、Fe、Mn、Si、Sn、Ti、V、W、Zn、Zrまたはこれらの合金のような金属。
・炭窒化物(または、窒化炭素、カーボンナイトライド、carbonnitride)または酸窒化物(または、オキシナイトライド、oxynitride)
【0017】
装飾層は、例えば、第1の層を被覆し、その後に例えば適切な熱処理または化学処理を用いて装飾的な仕上げ表面を第1の層に与える2つの工程により形成してもよい。
【0018】
本発明の別の実施形態において、機能層および/または装飾層は、同じ組成または異なる組成を有し、例えば機能、カラースペクトル、反射率または色の一様性(または整合性、consistency)を最適化する10以下の層よりなる多層構造を有する。しかしながら、本発明の金属製品は、金属基体とクリアラッカーとの間に、これら機能層および/または装飾層以外の層を有せず、そしてこれら機能層および/または装飾層の合計の厚さは、最大で10μm、有利には10nm〜2μm、好ましくは500nm未満、より好ましくは250nm未満、最も好ましくは100nmである。
【0019】
本発明の別の実施形態において、金属製品は、入射光の干渉を介して金属製品の色を付与する、酸化物のような薄いセラミックス層を含む少なくとも1つの前記装飾層を含む。
【0020】
本発明の別の実施形態において、金属製品は、結合剤としてポリエステルを含有するクリアラッカー層を被覆した、TiO2のような透明酸化物の前記装飾層を含む。このポリエステルは、紫外線耐久性を有するクリアラッカー層を備えた可撓性のある金属製品をもたらす。
【0021】
本発明の別の実施形態において、金属製品は金属炭化物もしくは金属窒化物の付加的な層、または金属もしくは金属合金の付加的な層を含み、これら付加的な層にTiO2のような透明酸化物の前記装飾層を被覆する。装飾層の下の金属炭化物もしくは金属窒化物の機能層は、金属製品の耐摩耗性を向上させ、一方、金属もしくは金属合金の機能層、とりわけCrおよび/またはNiを含む層は、その高い反射率に起因し、いくつかの用途に適している。
【0022】
別の実施形態において、金属製品は、帯(またはストリップ、strip)、箔、ワイヤー、繊維、棒もしくはチューブまたは他の如何なる幾何学的形状の形態を有する。
【0023】
本発明は、また上述した実施形態のいずれかに係る被覆した金属製品の製造方法にも関する。製造方法は、金属基体を少なくとも1つの機能層および/または少なくとも1つの装飾層で被覆する工程と、前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層をクリアラッカー層で被覆する工程とを含む。
【0024】
本発明の別の実施形態において、機能層および/または装飾層は、スパッタリングまたは電子ビーム蒸着法のような物理気相成長法(PVD)を用いて製造する。このような工程は、優れた接着力を有し、非常に薄く、均一に分布した連続層を与える。優れた接着性とは、金属基体の厚さに対応する半径で少なくとも90°、好ましくは180°金属基体を曲げることができることと定義される。前記機能層および/または装飾層の被覆にPVD法を用いる別の利点は、高い被覆速度を得ることができ、これに対応し、コストの観点から好ましい金属製品の製造が行える。
【0025】
本発明の他の実施形態において、前記少なくとも機能層および/または前記少なくとも1つの装飾層を形成する前に好ましくは、例えばイオンアシストエッチング(ion assisted etching)方式のような、エッチングにより、金属基体を前処理する。エッチング方式の前処理に続く、PVD法による被覆は、本発明の金属製品を効率的に製造する可能性をもたらし、また本発明の更なる実施形態では、金属製品は連続的なロール・ツー・ロール法(roll to roll process)により製造する。従って、1以上の側面を被覆した金属物品は、多大な時間の消費および費用の高い手作業をすることなく大量に生産され得る。しかしながら、本発明の方法は、バッチ生産および個々の物品の生産に適用することもできる。
【0026】
本発明は、また、少なくとも1つの機能層および/または少なくとも1つの装飾層を被覆した金属基体を含む物品を被覆するための、クリアラッカーの使用にも関する。本発明は、これに制限するものではないが、とりわけ、アウトドア用品、水中用品、スポーツ用品、家庭用品(または、家庭電気製品、household-appliance)、カメラ、携帯電話、および時計、眼鏡、化粧品、衣服または装飾品のような身の回り品のいずれかの用途で用いる物品に適している。本発明は、表面の少なくとも一部に機能的または装飾的仕上げを有するステンレス鋼を含む、またはこのステンレス鋼より成るいずれの品目の製造にも基本的に適している、
【0027】
本発明の更なる利点および有利な特徴は、以下の記載および他の独立請求項により明らかである。
【発明を実施するための最良の形態】
【0028】
図は一定の縮尺で描いたものではなく、本発明をより明確にするために特定の特徴部の寸法は、誇張されていることに留意すべきである。
【0029】
以下の記載および図は、本発明を開示する実施形態に制限することを意図するものでない。開示する実施形態は、本発明の原理の単なる例である。
【0030】
図1は、被覆したステンレス鋼帯を製造するための連続式ロール・トゥ・ロールインライン工程を示す。ステンレス鋼帯のロール1は。水平軸の周りを回転するように取り付けられている。ロール1から出たステンレス鋼帯(ストリップ)2を、必要に応じ適宜、反対方向に回転する1組のフィードローラーにより搬送(または、送給、feed)する。ステンレス鋼帯2は、好ましくはイオンアシストエッチングにより、例えば洗浄するために、前処理ワークステーションを通る。
【0031】
洗浄した鋼帯2に、その後、ワークステーション5で、鋼帯2の片面に、単層または多層構造の機能層または装飾層を設ける。ワークステーション5は、得られる層の厚さの公差が約プラスマイナス10%であり、従って優れた色の一様性を可能にする、例えば1以上の連続式のPVDチャンバーを含んでもよい。当然ながら、ステンレス鋼帯の両面を意図する用途に応じて被覆することも可能である。そして、スプレーコーティング、またはローラー、ロールコーター(roller coater)、鋼帯の槽への浸漬もしくは薄く均一なラッカー層を形成する他の如何なる方法のような他のいずれかの方法により、鋼帯2に、ポリエステルベースのラッカーのような無色のラッカーを被覆する。前処理、被覆、またはラッカーの被覆のいずれかまたは全ての工程は、単一のワークステーションに統合してもよい。
【0032】
ラッカーを硬化処理(cure)、即ち、硬く(harden)、硬化(set)または乾燥する。ラッカーは、室温もしくは加熱により、紫外線のような輻射線を用いて、風乾により、蒸発により、またはラッカーの組成に応じ他のいずれかの通常の方法により硬化してもよい。高品質被覆ステンレス鋼帯は、連続的に形成されるにつれて、ロール7に巻き取られる。その後、この被覆ステンレス鋼帯を、例えば携帯電話の外殻のような多くの物品に加工してもよい。
【0033】
ロール・トゥ・ロール工程の最低搬送速度は、好ましくは3m/分であり、最も好ましくは25m/分である。このような方法を用いることにより、3dm〜5dmの幅のステンレス鋼帯を最大20kmまで1度に被覆することが可能になり、この方法は極めて簡素で費用効率が高くなる。
【0034】
図2は、仕上げ被覆をしたステンレス物品の断面を示す。このステンレス物品は、耐スクラッチ性および耐指紋性を有するクリアラッカー9の薄層により保護された機能層または装飾層8を被覆したステンレス鋼帯2を含む。用いるクリアラッカーは耐紫外線性を有する必要がある。この耐紫外線とは、色が異なる(miscolour)または破損のような損傷なしに400時間の日光への暴露に耐える必要があることを意味する。また、これは、色が異なるまたは破損することなしに、100℃の温度で5日間保持できる必要がある。
【0035】
以下の実施例は、本発明の実施形態にかかる金属基体に実施された試験を示す。
【実施例1】
【0036】
上述の方法により、TiO2層を被覆し、その後にポリエステルベースのラッカーを被覆した、厚さ0.20mmの形態のステンレス鋼帯のサンプル1を作製した。基体材料は、0.7%C、0.4%Si、0.7%Mn、0.025%以下のP、0.010%以下のS、13%Crの組成であった。TiO2層の厚さは約60nmであり、ラッカー層の厚さは約100nmであった。
【0037】
規格SS−EN ISO 7438に準じて曲げ試験を実施して、被覆の基体への接着性をテストした。最小曲げ半径は、ステンレス鋼帯の厚さの半分に等しく、また、曲げ試験は、90°を上回って実施した。さらに、試験は、それぞれの半径で、被覆方向に水平および垂直方向について3回実施した。結果を表1に示す。ここでWは、試験をした鋼帯に損傷がなく、かつ、被覆に剥離等の傾向が見られなかったことを意味する。
【0038】
【表1】
【0039】
さらに、規格B489−85に準じて曲げ試験を行い、基体に対する被覆の延性をテストした。最小曲げ半径は、ステンレス鋼帯の厚さに等しく、また、曲げ試験は、180°を上回って実施した。さらに、試験は、それぞれの半径で、被覆方向に水平および垂直方向について3回実施した。結果を表2に示す。ここでWは、試験をした鋼帯に損傷がなく、かつ、被覆に剥離等の傾向が見られなかったことを意味し、Cは基体にクラックが見られたことを意味する。
【0040】
【表2】
【実施例2】
【0041】
上述の方法により、Al2O3層を被覆し、その後にポリエステルベースのラッカーを被覆した、厚さ0.20mmの形態のステンレス鋼帯のサンプル2を作製した。基体材料は、0.7%C、0.4%Si、0.7%Mn、0.025%以下のP、0.010%以下のS、13%Crの組成であった。Al2O3層の厚さは約120nmであり、ラッカー層の厚さは約500nmであった。
【0042】
規格SS−EN ISO 7438に準じて曲げ試験を実施して、被覆の基体への接着性をテストした。最小曲げ半径は、ステンレス鋼帯の厚さの半分に等しく、また、曲げ試験は、90°を上回って実施した。さらに、試験は、それぞれの半径で、被覆方向に水平および垂直方向について3回実施した。結果を表3に示す。ここでWは、試験をした鋼帯に損傷がなく、かつ、被覆に剥離等の傾向が見られなかったことを意味する。
【0043】
【表3】
【0044】
規格B489−85に準じて曲げ試験を行い、基体に対する被覆の延性をテストした。最小曲げ半径は、ステンレス鋼帯の厚さに等しく、また、曲げ試験は、180°を上回って実施した。さらに、試験は、それぞれの半径で、被覆方向に水平および垂直方向について3回実施した。結果を表4に示す。ここでWは、試験をした鋼帯に損傷がなく、かつ、被覆に剥離等の傾向が見られなかったことを意味する。
【0045】
【表4】
【実施例3】
【0046】
上述の方法により、TiN層を被覆し、その後にポリエステルベースのラッカーを被覆した、厚さ0.20mmの形態のステンレス鋼帯のサンプル3を作製した。基体材料は、0.7%C、0.4%Si、0.7%Mn、0.025%以下のP、0.010%以下のS、13%Crの組成であった。TiN層の厚さは約1μmであり、ラッカー層の厚さは約15μmであった。
【0047】
規格SS−EN ISO 7438に準じて曲げ試験を実施して、被覆の基体への接着性をテストした。最小曲げ半径は、ステンレス鋼帯の厚さの半分に等しく、また、曲げ試験は、90°を上回って実施した。さらに、試験は、それぞれの半径で、被覆方向に水平および垂直方向について3回実施した。結果を表5に示す。ここでCは、被覆が破損した、またはクラックが認められたことを意味する。
【0048】
【表5】
【0049】
規格B489−85に準じて曲げ試験を行い、基体に対する被覆の延性をテストした。最小曲げ半径は、ステンレス鋼帯の厚さに等しく、また、曲げ試験は、180°を上回って実施した。さらに、試験は、それぞれの半径で、被覆方向に水平および垂直方向について3回実施した。結果を表6に示す。ここでCは、被覆が破損した、またはクラックが認められたことを意味する。
【0050】
【表6】
【0051】
これらの試験では、ラッカーのTiNに対する優れた接着性に起因して、ラッカーとTiNの両方が破損した。
【0052】
当然ながら、本発明は、いかなる場合にも上述の本発明の実施形態に限定されるものではないが、しかし、当該技術分野における通常の知識を有する者にとって、それら実施形態は、添付の特許請求の範囲により規定される本発明の基本的思想から逸脱することない多くの変形が可能であることは明白であろう。
【0053】
本明細書に開示する「層を被覆する」は、対象物の全ての面または複数の面を被覆することを意味するものではなく、対象物の2以上の側面の1つのみ、または1以上のこのような側面の限定された部分のみを被覆してもよいことを意味する。
【図面の簡単な説明】
【0054】
【図1】本発明の1つの実施形態にかかる方法を示す図である。
【図2】本発明の1つの実施形態にかかる物品を示す図である。
【特許請求の範囲】
【請求項1】
金属基体2と、その上にある、少なくとも1つの機能層および/または少なくとも1つの装飾層8より形成される被覆とを有する金属製品であって、前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8が、厚さ10nm〜10μmのクリアラッカー層9により少なくとも部分的に被覆されていることを特徴とする。
【請求項2】
クリアラッカー層の厚さが5μm以下であることを特徴とする請求項1に記載の金属製品。
【請求項3】
クリアラッカー層9の厚さが2.5μm以下、好ましくは1μm以下、より好ましくは500nm以下であることを特徴とする請求項1に記載の金属製品。
【請求項4】
クリアラッカー9が、ポリエステル、アクリレート、アルキド樹脂、ポリ二フッ化ビニールおよびポリフッ化ビニールからなる群から選ばれる少なくとも1つの結合剤を含むことを特徴とする請求項1〜3のいずれかに記載の金属製品。
【請求項5】
クリアラッカー9が、水性であることを特徴とする請求項1〜4のいずれかに記載の金属製品。
【請求項6】
クリアラッカー9が、メラミンおよび/またはカルバミドより形成される少なくとも1つのアミノ樹脂のような少なくとも1つの樹脂を含有することを特徴とする請求項1〜5のいずれかに記載の金属製品。
【請求項7】
クリアラッカー9が、耐指紋添加剤、平滑化剤、酸化防止剤、グロスエンハンサーまたは艶消し剤のような光沢調整剤、紫外線吸収剤、美観向上剤または感触改良剤よりなる群から選ばれる少なくとも1つの添加剤を含むことを特徴とする請求項1〜6のいずれかに記載の金属製品。
【請求項8】
前記基体が、Ag、Al、Au、Co、Cu、Fe、Ni、Cr、または炭素鋼、もしくはフェライト系ステンレス鋼、オーステナイト系ステンレス鋼、ばね用ステンレス鋼、2相ステンレス鋼、硬化型クロム鋼、析出硬化型ステンレス鋼のようなステンレス鋼のような、これらの金属の何れかをベースとする合金よりなる群から選択される少なくとも1つを含むことを特徴とする請求項1〜7のいずれかに記載の金属製品。
【請求項9】
金属基体2の厚さが0.015mm〜3.0mmであり、前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8の厚さが10μm以下、好ましくは10nm〜2μmであることを特徴とする請求項1〜8のいずれかに記載の金属製品。
【請求項10】
前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8が、2元金属酸化物もしくは3元金属酸化物、または前記2元金属酸化物の混合物もしくは固溶体であり、前記混合物または前記固溶体の主成分が化学式MexOyで表される金属酸化物であることを特徴とする請求項1〜9に記載の金属製品。
【請求項11】
前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8が、TiN、TiAlN、ZrN、TiCもしくはCrNまたはこれらの混合物のような金属炭化物または金属窒化物を含むことを特徴とする請求項1〜10のいずれかに記載の金属製品。
【請求項12】
前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8が、Ag、Al、Au、Co、Cu、Fe、Mn、Si、Sn、Ti、V、W、Zn、Zrおよびこれらの合金のような金属を含むことを特徴とする請求項1〜11の何れかに記載の金属製品。
【請求項13】
酸化物層のような薄いセラミックス層を含む少なくとも1つの前記装飾層8を含むことを特徴とする請求項1〜12のいずれかに記載の金属製品。
【請求項14】
結合剤としてポリエステルを含有するクリアラッカー層9を被覆した、TiO2のような透明酸化物の前記装飾層を含むことを特徴とする請求項1〜13のいずれかに記載の金属製品。
【請求項15】
請求項11に記載の金属炭化物もしくは金属窒化物の付加的な層、または請求項12に記載の金属もしくは金属合金の付加的な層を含み、これら付加的な層にTiO2のような透明酸化物の前記装飾層8が被覆されていることを特徴とする請求項14に記載の金属製品。
【請求項16】
帯、箔、ワイヤー、繊維、棒もしくはチューブまたは他の如何なる幾何学的形状の形態を有することを特徴とする請求項1〜15に記載の金属製品。
【請求項17】
請求項1〜16のいずれかに記載の被覆した金属基体2を含むことを特徴とする物品。
【請求項18】
金属基体2に少なくとも1つの機能層および/または少なくとも1つの装飾層8を被覆する工程を含む、請求項1〜16のいずれかに記載の金属製品または請求項17に記載の物品の製造方法であって、更に前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8にクリアラッカー層9を被覆する工程を含む。
【請求項19】
前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8を、スパッタリングまたは電子ビーム蒸着法のような物理気相成長法を用いて製造することを特徴とする請求項18に記載の製造方法。
【請求項20】
前記少なくとも1つの機能層および/または前記少なくとも一つの装飾層8を形成する前に、好ましくはエッチングにより、金属基体2を前処理することを特徴とする請求項18または19に記載の製造方法。
【請求項21】
金属基体2の前記前処理が、イオンアシストエッチング方式のエッチングを含むことを特徴とする請求項20に記載の製造方法。
【請求項22】
金属製品が、連続的なロール・ツー・ロールインライン工程で製造されることを特徴とする請求項18〜21のいずれかに記載の製造方法。
【請求項23】
少なくとも1つの機能層および/または少なくとも一つの装飾層8が被覆されている金属基体2を被覆するためのクリアラッカー9の使用。
【請求項24】
アウトドア用品、水中用品、スポーツ用品、家庭用品、カメラ、携帯電話、および時計、眼鏡、化粧品、衣服または装飾品のような身の回り品のいずれかに使用される物品の製造のための請求項18〜21のいずれかに記載の製造方法の使用。
【請求項1】
金属基体2と、その上にある、少なくとも1つの機能層および/または少なくとも1つの装飾層8より形成される被覆とを有する金属製品であって、前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8が、厚さ10nm〜10μmのクリアラッカー層9により少なくとも部分的に被覆されていることを特徴とする。
【請求項2】
クリアラッカー層の厚さが5μm以下であることを特徴とする請求項1に記載の金属製品。
【請求項3】
クリアラッカー層9の厚さが2.5μm以下、好ましくは1μm以下、より好ましくは500nm以下であることを特徴とする請求項1に記載の金属製品。
【請求項4】
クリアラッカー9が、ポリエステル、アクリレート、アルキド樹脂、ポリ二フッ化ビニールおよびポリフッ化ビニールからなる群から選ばれる少なくとも1つの結合剤を含むことを特徴とする請求項1〜3のいずれかに記載の金属製品。
【請求項5】
クリアラッカー9が、水性であることを特徴とする請求項1〜4のいずれかに記載の金属製品。
【請求項6】
クリアラッカー9が、メラミンおよび/またはカルバミドより形成される少なくとも1つのアミノ樹脂のような少なくとも1つの樹脂を含有することを特徴とする請求項1〜5のいずれかに記載の金属製品。
【請求項7】
クリアラッカー9が、耐指紋添加剤、平滑化剤、酸化防止剤、グロスエンハンサーまたは艶消し剤のような光沢調整剤、紫外線吸収剤、美観向上剤または感触改良剤よりなる群から選ばれる少なくとも1つの添加剤を含むことを特徴とする請求項1〜6のいずれかに記載の金属製品。
【請求項8】
前記基体が、Ag、Al、Au、Co、Cu、Fe、Ni、Cr、または炭素鋼、もしくはフェライト系ステンレス鋼、オーステナイト系ステンレス鋼、ばね用ステンレス鋼、2相ステンレス鋼、硬化型クロム鋼、析出硬化型ステンレス鋼のようなステンレス鋼のような、これらの金属の何れかをベースとする合金よりなる群から選択される少なくとも1つを含むことを特徴とする請求項1〜7のいずれかに記載の金属製品。
【請求項9】
金属基体2の厚さが0.015mm〜3.0mmであり、前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8の厚さが10μm以下、好ましくは10nm〜2μmであることを特徴とする請求項1〜8のいずれかに記載の金属製品。
【請求項10】
前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8が、2元金属酸化物もしくは3元金属酸化物、または前記2元金属酸化物の混合物もしくは固溶体であり、前記混合物または前記固溶体の主成分が化学式MexOyで表される金属酸化物であることを特徴とする請求項1〜9に記載の金属製品。
【請求項11】
前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8が、TiN、TiAlN、ZrN、TiCもしくはCrNまたはこれらの混合物のような金属炭化物または金属窒化物を含むことを特徴とする請求項1〜10のいずれかに記載の金属製品。
【請求項12】
前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8が、Ag、Al、Au、Co、Cu、Fe、Mn、Si、Sn、Ti、V、W、Zn、Zrおよびこれらの合金のような金属を含むことを特徴とする請求項1〜11の何れかに記載の金属製品。
【請求項13】
酸化物層のような薄いセラミックス層を含む少なくとも1つの前記装飾層8を含むことを特徴とする請求項1〜12のいずれかに記載の金属製品。
【請求項14】
結合剤としてポリエステルを含有するクリアラッカー層9を被覆した、TiO2のような透明酸化物の前記装飾層を含むことを特徴とする請求項1〜13のいずれかに記載の金属製品。
【請求項15】
請求項11に記載の金属炭化物もしくは金属窒化物の付加的な層、または請求項12に記載の金属もしくは金属合金の付加的な層を含み、これら付加的な層にTiO2のような透明酸化物の前記装飾層8が被覆されていることを特徴とする請求項14に記載の金属製品。
【請求項16】
帯、箔、ワイヤー、繊維、棒もしくはチューブまたは他の如何なる幾何学的形状の形態を有することを特徴とする請求項1〜15に記載の金属製品。
【請求項17】
請求項1〜16のいずれかに記載の被覆した金属基体2を含むことを特徴とする物品。
【請求項18】
金属基体2に少なくとも1つの機能層および/または少なくとも1つの装飾層8を被覆する工程を含む、請求項1〜16のいずれかに記載の金属製品または請求項17に記載の物品の製造方法であって、更に前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8にクリアラッカー層9を被覆する工程を含む。
【請求項19】
前記少なくとも1つの機能層および/または前記少なくとも1つの装飾層8を、スパッタリングまたは電子ビーム蒸着法のような物理気相成長法を用いて製造することを特徴とする請求項18に記載の製造方法。
【請求項20】
前記少なくとも1つの機能層および/または前記少なくとも一つの装飾層8を形成する前に、好ましくはエッチングにより、金属基体2を前処理することを特徴とする請求項18または19に記載の製造方法。
【請求項21】
金属基体2の前記前処理が、イオンアシストエッチング方式のエッチングを含むことを特徴とする請求項20に記載の製造方法。
【請求項22】
金属製品が、連続的なロール・ツー・ロールインライン工程で製造されることを特徴とする請求項18〜21のいずれかに記載の製造方法。
【請求項23】
少なくとも1つの機能層および/または少なくとも一つの装飾層8が被覆されている金属基体2を被覆するためのクリアラッカー9の使用。
【請求項24】
アウトドア用品、水中用品、スポーツ用品、家庭用品、カメラ、携帯電話、および時計、眼鏡、化粧品、衣服または装飾品のような身の回り品のいずれかに使用される物品の製造のための請求項18〜21のいずれかに記載の製造方法の使用。
【図1】

【図2】

【図2】
【公表番号】特表2008−529860(P2008−529860A)
【公表日】平成20年8月7日(2008.8.7)
【国際特許分類】
【出願番号】特願2007−556112(P2007−556112)
【出願日】平成18年2月17日(2006.2.17)
【国際出願番号】PCT/SE2006/000213
【国際公開番号】WO2006/088420
【国際公開日】平成18年8月24日(2006.8.24)
【出願人】(505277521)サンドビック インテレクチュアル プロパティー アクティエボラーグ (284)
【Fターム(参考)】
【公表日】平成20年8月7日(2008.8.7)
【国際特許分類】
【出願日】平成18年2月17日(2006.2.17)
【国際出願番号】PCT/SE2006/000213
【国際公開番号】WO2006/088420
【国際公開日】平成18年8月24日(2006.8.24)
【出願人】(505277521)サンドビック インテレクチュアル プロパティー アクティエボラーグ (284)
【Fターム(参考)】
[ Back to top ]